一种固定模杯及含有固定模杯的无缝内衣的制作方法
1.本技术涉及内衣的技术领域,尤其是涉及一种固定模杯及含有固定模杯的无缝内衣。
背景技术:
2.内衣是女性日常穿着的贴身衣物,对胸部起到保护和塑形的作用,随着生活水平的不断提高,女性对于内衣的穿着健康和舒适度等方面的需求也越来越高,其中,无缝内衣深受消费者的青睐,无缝内衣是指没有车缝线的内衣,此类内衣减少了车缝线对皮肤的异物感和磨损,具有优良的穿着贴合度和舒适度。
3.目前,市面上的无缝内衣大多采用模杯内嵌式结构,以减少模杯与内衣其他部件的车缝连接线,具体是在罩杯部位设置内层面料和外层面料,且内层面料与外层面料之间具有放置模杯的容置腔,可以根据穿着者的胸杯大小将对应尺寸的模杯内嵌于容置腔内,但此类内衣在穿着的过程中容易产生模杯在容置腔内移位的问题,从而使得内衣容易移位,穿起来不舒适;此外,此类内衣在水洗的过程中,模杯容易在容置腔内变形和走位,消费者较难对在容置腔内已经变形的模杯进行正确归位,使得内衣的穿着贴合度和舒适度降低,从而降低内衣的塑形和保护的功能。
技术实现要素:
4.为了解决常规的无缝内衣的模杯在穿着和水洗的过程中容易于容置腔内变形和走位的问题,本技术提供一种固定模杯及含有固定模杯的无缝内衣。
5.第一方面,本技术提供一种固定模杯,采用如下的技术方案:
6.一种固定模杯,包括内衬层和对称设置的两个模杯,所述内衬层的外表面设置有若干个粘接点,两个所述模杯的内表面均通过所述粘接点粘合连接于内衬层的外表面。
7.通过采用上述技术方案,若干个粘接点起到均匀且稳固粘接模杯和内衬层的作用,从而将模杯固定于内衬层,增加了模杯的粘接稳定性,将该固定模杯的内衬层与内衣的其他部位连接,穿着或水洗该内衣时,模杯不易出现移位、变形的现象,实用性高。
8.可选的,所述内衬层还包括第一肩带区和对称设置的两个第一模杯区,所述第一肩带区和所述第一模杯区为一体式连接。
9.通过采用上述技术方案,对称设置的两个第一模杯区起到固定模杯位置的作用,使得两个模杯精准地放置于对应的两个第一模杯区内,第一肩带区与第一模杯区一体式连接,增加了内衬层与皮肤的的贴合度,减少内衬层的连接缝,从而减少连接缝对人体皮肤的异物感及磨损,穿着舒适。
10.可选的,所述模杯包括外棉层和棉芯层,所述外棉层的内表面与所述棉芯层的外表面连接,所述棉芯层的内表面与所述内衬层对应第一模杯区的外表面粘合连接。
11.通过采用上述技术方案,外棉层与棉芯层连接,形成一个舒适透气且立体的模杯,进而将模杯粘合连接于内衬层对应第一模杯区的外表面,形成一个完整立体的固定模杯,
而且棉芯层的表面微孔结构能在粘接点的作用下与内衬层稳定粘合连接,不易分层。
12.可选的,所述粘接点为pur热熔胶点、tpu热熔胶点或eva热熔胶点。
13.通过采用上述技术方案,粘接点具有粘接模杯与内衬层的作用,使得模杯与内衬层稳定粘合,减少模杯的走位和变形, pur热熔胶点、tpu热熔胶点或eva热熔胶点粘合具有粘接力强、弹性好和防水的作用,使得粘接稳定,模杯不易变形。
14.可选的,所述粘接点在内衬层的分布密度为70-120个/cm2。
15.通过采用上述技术方案,粘接点的分布密度均匀且粘接点大小适中,能将模杯均匀地粘接于内衬层,且提升粘接力的同时也增加了模杯的贴身舒适度,粘接点在模杯粘接于内衬层后,内衬层表面无颗粒感,不会对皮肤产生异物摩擦感;进一步地,粘接点在内衬层的分布密度为70个/cm2、75个/cm2、80个/cm2、85个/cm2、90个/cm2、95个/cm2、100个/cm2、105个/cm2、110个/cm2、115个/cm2或120个/cm2。
16.可选的,所述棉芯层为三明治棉芯层、直立棉心层或乳胶棉芯层。
17.通过采用上述技术方案,优质的棉芯层起到透气不闷汗、贴身无痕、立体塑形和保护胸部的作用。
18.第二方面,本技术提供的一种含有固定模杯的无缝内衣,采用如下的技术方案:
19.一种含有固定模杯的无缝内衣,包括外衬层、背围部和上述的固定模杯,所述外衬层的内表面与所述固定模杯的内衬层的外表面粘合连接,所述外衬层的外侧边与所述背围部无缝连接。
20.通过采用上述技术方案,外衬层、背围部与固定模杯无缝连接,形成一个舒适无痕有弹性的无缝内衣;而外衬层的内表面通过固定模杯的内衬层外表面的粘接点实现与内衬层的粘接,提高外衬层与内衬层的粘合稳定性,不易出现层间分离,使得无缝内衣穿着寿命较长。
21.可选的,所述外衬层包括第二肩带区、第二模杯区和侧比区,所述第二肩带区、所述第二模杯区和所述侧比区为一体式连接;所述侧比区与所述背围部的外侧边粘合连接。
22.通过采用上述技术方案,外衬层的第二肩带区、第二模杯区和侧比区一体式连接,使得外衬层无连接缝,提升了内衣整体的穿着贴合度和舒适度,同时外衬层与背围部无缝连接,提升了内衣的整体包裹性能以及与背部肌肤的贴合性能,增加了内衣的立体塑形和无痕舒适效果,减少车缝线皮肤产生勒痕和不舒适的问题。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.本技术的固定模杯,通过在内衬层的外表面设置粘接点,将内衬层与模杯粘合连接,使得模杯稳定粘接于内衬层的外表面,形成一个完整立体的固定模杯,透气不闷汗、立体效果好,且该固定模杯的内衬层的外表面整体设置有均匀小颗粒的粘接点,便于内衬层与外衬层稳定连接, 同时增加了模杯的贴身舒适度,无颗粒感,不会对皮肤产生异物摩擦感。
25.2.本技术含有固定模杯的无缝内衣,通过将外衬层的内表面与内衬层的外表面粘合连接,从而将固定模杯固定粘接于内衣的外衬层,改善了常规无缝内衣的模杯在外衬层与内衬层之间的容置腔内容易变形和走位的问题,且该无缝内衣整体采用无缝连接,提升了内衣的完整包裹性、穿着贴合度和舒适度,增加了内衣的立体塑形和保护胸部的效果。
附图说明
26.图1是本技术的固定模杯的内表面的结构示意图。
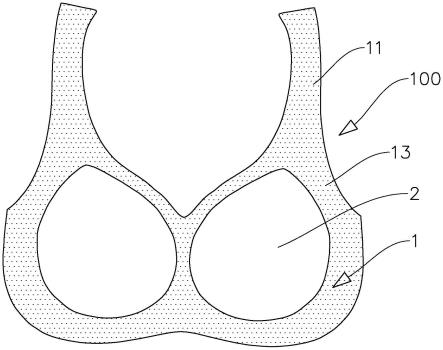
27.图2是本技术的固定模杯的的外表面的结构示意图。
28.图3是图1中a-a线的剖视图。
29.图4是本技术的含有固定模杯的无缝内衣外表面的正面结构示意图。
30.图5是本技术的含有固定模杯的无缝内衣外表面的背面结构示意图。
31.图6是本技术的含有固定模杯的无缝内衣内表面的正面结构示意图。
32.图7是本技术的含有固定模杯的无缝内衣内表面的背面结构示意图。
33.附图标记说明:100、固定模杯;1、内衬层;11、第一肩带区、12、第一模杯区;13、粘接点;2、模杯;21、外棉层;22、棉芯层;3、外衬层;31、第二肩带区;32、第二模杯区;33、侧比区区;4、背围部。
具体实施方式
34.以下结合附图1-7对本技术作进一步详细说明。
35.本技术实施例公开一种固定模杯。
36.实施例1
37.参照图1和图2,一种固定模杯100包括外衬层1和对称设置的两个模杯2,内衬层1包括第一肩带区11和对称设置的两个第一模杯区12,第一肩带区11和第一模杯区12为一体式连接,内衬层1的外表面均匀设置有若干个粘接点13,优选的,粘接点13为超细pur热熔胶点,粘接点13在内衬层1的外表面的分布密度为80个/cm2;参照图3,模杯2包括外棉层21和棉芯层22,优选的,棉芯层22为直立棉芯层,外棉层21的内表面与棉芯层22的外表面连接,优选的,外棉层21的内表面与棉芯层22的外表面通过热压连接;看回图2,其中一个模杯2的棉芯层22的内表面与内衬层1其中一个第一模杯区12的外表面通过粘接点13粘合连接,同样的,另一个模杯2的棉芯层22的内表面与内衬层1另一个第一模杯区12的外表面通过粘接点粘合连接。
38.本技术实施例1的实施原理为:先将内衬层1的外表面进行热熔胶点的点胶设置,使得内衬层1的外表面均匀设置有粘接点13,再将内衬层1按照尺寸进行裁剪,或者也可先将内衬层1裁剪后再点胶设置粘接点13。同时,将外棉层21的内表面与棉芯层22的外表面贴合,于模具中热压形成立体的模杯2,再将热压成型后的模杯2放置于定位模具,此时定位模具内的模杯2的外棉层21朝下,棉芯层22朝上,再将内衬层1放置于定位模具,放置时,内衬层1设置有粘接点13的一面朝下,使得内衬层1设置有粘接点13的一面与模杯2的棉芯层22的表面抵接,再通过热压成型将模杯2固定于内衬层1的第一模杯区12,从而形成一个完整的固定模杯100。
39.实施例2
40.本技术实施例还公开一种含有固定模杯的无缝内衣。
41.参照图4和图5,一种含有固定模杯的无缝内衣,包括外衬层3、背围部4和上述实施例1的固定模杯100,外衬层3的内表面与固定模杯100的内衬层1的外表面粘合连接,具体是粘接有模杯2的外衬层3,其外表面除第一模杯区12以外的部分均有粘接点13,用以与外衬层3的内表面稳定粘合连接。
42.外衬层3包括第二肩带区31、第二模杯区32和侧比区33,第二肩带区31、第二模杯区32和侧比区33为一体式连接;具体地,外衬层3的第二肩带区31的内表面与固定模杯100的对应第一肩带区11的外表面粘合连接,外衬层3的对应第二模杯区32的内表面与模杯2的外棉层21抵接,也可通过粘胶将外衬层3的对应第二模杯区32的内表面与模杯2的外棉层21粘合连接,外衬层3的侧比区33的外侧边与背围部4无缝连接。
43.另外,参照图6和图7,本实施例中,内衬层1的第一模杯区12的边缘与外衬层3的第二模杯区32的边缘齐平,或第一模杯区12的边缘设置于第二模杯区32的边缘之内,同理,第一肩带区11的边缘设置于第二肩带区31的边缘之内,使得内衬层1的边缘不凸伸于外衬层3的边缘以外,使得内衬层1外表面的粘接点13与外衬层3的内表面稳定粘接,并提高无缝内衣的结构稳定性。
44.本技术实施例2的实施原理为:先将外衬层3按照模具进行裁剪和定型,裁剪和定型后再将外衬层3内表面与固定模杯100的内衬层1的外表面进行对位热压成型,使得外衬层3的内表面与固定模杯100的内衬层1的外表面粘合连接,最后将外衬层3的侧比区33的外侧边与背围部4的外侧边进行无缝连接,优选为贴合连接,从而形成一个完整的含有固定模杯100的无缝内衣。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1