一种异形扁体高弹性易挤压化妆品软管及其制备方法与流程
本发明属于化妆品包材,具体涉及一种异形扁体高弹性易挤压化妆品软管及其制备方法。
背景技术:
1、化妆品膏体或液体一般采用玻璃材质、软质塑料或硬质塑料材质包装。其中,流动性较差的膏体在使用塑料软管包装时,需要对软管进行表面挤压才能够将膏体挤出使用,这就需要对软管包材的柔韧性、反复挤压回弹性进行设计;另外,作为塑料材质还要考虑材质的安全性和使用寿命,因此,对塑料材质的毒性、耐高低温化学稳定性、耐化学品腐蚀性等也有要求。
2、目前,为了提高软管包材质量,主要是从软管的合成原料进行设计。如cn113502013b公开的一种化妆品瓶用塑料软管的管身、制备方法以及塑料软管,是在聚乙烯中加入乙烯辛烯共聚物、聚二甲基硅氧烷peg-8聚丙烯酸酯、邻苯二甲酸二辛酯和纳米碳酸钙,提高塑料软管的柔韧性;利用pe8008、pe2045和pe218制得的注头,提高注头柔韧性。如cn113416339b公开的一种塑料软管及其制备方法,采用含三氟丙基硅氧烷,以增强塑料软管的耐化学品腐蚀性能。但软管的使用性能效果不仅要从配料方面提高,还应配合软管塑型来综合提高使用性能,目前的软管包材塑型一般是圆柱形管,首端与注头熔接,尾端熔压为扁平状闭合,由于软管自身弹性和受到高低温的影响、注头弹性以及熔接处为圆形设计,都会综合影响软管的整体挤压弹性,一般情况下,当化妆品膏体即将用尽时,在注头处会有残留一定量的膏体,难以挤出,造成浪费,以及环境污染。
技术实现思路
1、针对目前化妆品软管包材的配方、工艺以及软管塑型设计,存在的软管的整体挤压弹性差,以及当化妆品膏体即将用尽时,在注头处会有残留一定量的膏体,难以挤出,造成浪费的问题。本发明提供一种异形扁体高弹性易挤压化妆品软管及其制备方法,采用高弹性合成配方制备软管和注头,并添加耐高、低温材料保持化学稳定性,防止弹性降低;配合设计软管的扁平化形状,以达到易挤压的目的,实现大幅降低注头残留膏体量的效果。其具体技术方案如下:
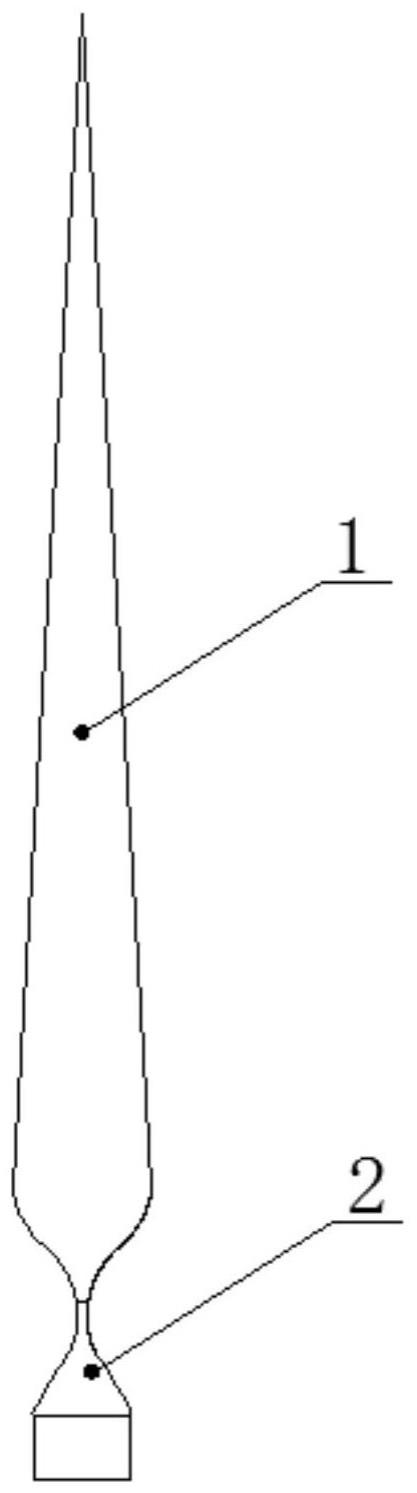
2、一种异形扁体高弹性易挤压化妆品软管,软管包括管身和注头,管身的首端与注头熔接;管身的横截面形状为椭圆形,管身的横截面厚度为渐变厚度,横截面从短轴弧面至长轴弧面为薄至厚;注头为椭圆漏斗型注头,管身与注头的熔接处受到挤压力后能够发生形变。
3、上述技术方案中,管身的尾端为熔压成扁平状闭合;
4、上述技术方案中,管身的尾端采用椭圆形底面熔接;
5、上述技术方案中,管身的横截面渐变厚度的最薄处为0.10~0.30mm;
6、上述技术方案中,管身的横截面渐变厚度的最厚处为0.35~0.55mm;
7、上述技术方案中,管身的椭圆形短轴内径为8~15mm,长轴内径为20~25mm;
8、上述技术方案中,注头的封堵面厚度等于管身厚度,与管身同步为渐变厚度。
9、上述技术方案中,管身和注头的封堵面的椭圆短轴两面受到相向挤压压力后,能够发生形变,使椭圆短轴两面相贴合。
10、上述一种异形扁体高弹性易挤压化妆品软管的制备方法,包括如下步骤:
11、步骤a,管身制备:
12、按质量份数,将耐低温树脂30~40份、聚异戊二烯10~20份、tpu热塑性弹性体15~30份、氯化聚乙烯3~8份、乙烯辛烯共聚物5~10份、己二酸辛酯4~8份、鼠尾草酸0.5~2份、2,5-二甲基-2,5-双(过氧化叔丁基)己烷1~1.5份进行均匀混合,然后熔融混炼,模具挤塑、切割得到管身。
13、所述耐低温树脂为多官能度脂环族环氧树脂或多官能度海因环氧树脂。
14、所述挤塑温度在120~200℃。
15、所述管身的横截面形状为椭圆形,椭圆形横截面从短轴弧面至长轴弧面为薄至厚的渐变厚度,短轴最薄处为0.10~0.3mm,长轴最厚处为0.35~0.55mm,短轴内径为8~15mm,长轴内径为20~25mm。
16、步骤b,注头制备:
17、按质量份数,将耐低温树脂50~60份、聚异戊二烯10~15份、tpu热塑性弹性体8~12份、氯化聚乙烯3~8份、乙烯辛烯共聚物5~10份、己二酸辛酯4~8份、鼠尾草酸0.5~2份、2,5-二甲基-2,5-双(过氧化叔丁基)己烷0.5~1份进行均匀混合,然后熔融混炼,模具注型、后处理得到注头。
18、所述注头为椭圆漏斗型注头,注头的封堵面厚度等于管身厚度,与管身同步为渐变厚度。
19、步骤c,封管:
20、采用熔压闭合或椭圆底面熔接的方式对管身的尾端进行密封,然后将注头熔接于管身的首端。
21、所述椭圆底面的材质与管身材质相同。
22、本发明的一种异形扁体高弹性易挤压化妆品软管及其制备方法,与现有技术相比,有益效果为:
23、一、本发明采用耐低温树脂,提高软管的耐低温性,在低温状态下能够保持较好的机械性能,易于挤压。采用聚异戊二烯和tpu热塑性弹性体配合使用能够增强软管的韧性、弹性和耐磨性,以及提高软管在高温环境下的稳定性,防止软化,同时具有较好的耐化妆品性。
24、二、本发明采用己二酸辛酯作为增塑剂,具有更好的低温增塑性,己二酸辛酯耐低温,保证了软管的低温弹性。
25、三、本发明采用鼠尾草酸抗氧化剂和2,5-二甲基-2,5-双(过氧化叔丁基)己烷交联剂配合使用,具有环保性,低毒性,不易污染化妆品,使软管成分不易与化妆品发生反应,在高温状态下也具有良好的化学稳定性。
26、四、本发明设计注头成分与管体成分相同,只是调节比例增加注头强度,两者成分相同熔接的相容性更好,在接缝受到挤压时,也不容易开裂。
27、五、本发明的管体和注头设计椭圆形且渐变厚度,其中短轴厚度较薄,提高短轴面的易挤压性,能够实现管身和注头的封堵面的椭圆短轴两面受到相向挤压压力后,发生很大形变,使椭圆短轴两面相贴合,从而能够将化妆品残留挤出,大幅减少残留量,节约、环保。
28、六、本发明的管体和注头设计椭圆形且渐变厚度,其中长轴厚度较厚,具备较好的支撑力,在软管挤压后,能够更加迅速的支撑短轴面进行恢复原状。
29、七、由于本发明的软管相对于一般软管的厚度较薄,更加容易挤压,但是厚度薄对软管材质的要求更加高,既要保证易挤压性,又要保证快速回弹性,还要保证耐磨性、耐用性,因此设计了软管制备配方,提高材料的性能,以符合薄型产品的设计,配合渐变厚度设计实现了易挤压和快速复原性。
30、八、本发明设计椭圆软管,为了缩短挤压和回弹路径,挤压更省力,快速挤压快速恢复,挤压使用体验感更好。
31、九、本发明设计椭圆形短轴内径为8~15mm,最薄处为0.10~0.30mm,长轴内径为20~25mm,最厚处为0.35~0.55mm,该尺寸设计能够更好的实现易挤压形变的目的。本发明软管配方材质能够很好支持薄型软管的设计,保证薄型软管的使用寿命。
32、十、本发明设计椭圆漏斗柱形注头,更方便注头封堵面的挤压变形,易于挤压,更加省力。
33、综上,薄型软管对材质的耐高低温性、耐磨性、韧性、弹性等要求都更加高,本发明采用高弹性合成配方制备软管和注头,并添加耐高、低温材料保持化学稳定性,防止弹性降低;配合设计软管的扁平化形状,以达到易挤压的目的,实现大幅降低注头残留膏体量的效果,较少化妆品浪费,设计渐变厚度提高长轴支撑回弹性,实现良好的回弹效果,快速回弹,挤压使用体验感更好。
- 还没有人留言评论。精彩留言会获得点赞!