一种鞋帮加工工艺及系统的制作方法
本发明涉及鞋帮加工领域,尤其是涉及一种鞋帮加工工艺及系统。
背景技术:
1、鞋子是人们日常生活中常用的一种穿着用具,具有十分悠久的历史。如今的鞋子在生产加工过程中通常需要先完成对鞋帮的生产。
2、相关技术中的鞋帮在生产过程中通常需要将鞋帮置于楦头后,通过加工设备对楦头的鞋帮进行打磨、喷胶、刷胶、涂胶等工序的加工处理。为保证鞋帮的高加工质量,通常需要将鞋帮套设于高精度的楦头,通过高精度楦头本身的高加工精度和内置于高精度楦头内部的芯片进行识别,最终通过加工设备实现对鞋帮的高精度加工。
3、针对上述中的相关技术,发明人认为高精度楦头的生产成本是普通楦头成本的六到十倍,因此也导致鞋帮的生产成本较高,只适合针对小批量的鞋帮进行生产,难以大规模应用。
技术实现思路
1、为了保证鞋帮的高加工质量,降低鞋帮的生产成本,便于实现大规模应用,本技术提供一种鞋帮加工工艺。
2、第一方面,本技术提供一种鞋帮加工工艺,采用如下的技术方案:
3、一种鞋帮加工工艺,s1,确定待加工鞋帮的标准加工数据并预设至控制系统;s2,将待加工鞋帮套设于楦头,通过成像装置获取待加工鞋帮的实时位置数据并传送至控制系统;s3,通过控制系统对待加工鞋帮的实时位置数据与待加工鞋帮的标准加工数据进行对比,得到偏差数据;s4,控制系统将偏差数据信息传递至加工设备,加工设备根据偏差数据进行纠偏动作实现对实时状态下的待加工鞋帮的加工处理。
4、通过采用上述技术方案,将待加工鞋帮的标准加工数据预设至控制系统后,待加工鞋帮在套设于楦头,在各个加工位置和输送过程中不可避免会出现位置上的偏差,通过利用现有的成像装置对待加工的鞋帮进行成像,获得实时位置数据与标准加工数据进行对比得到待加工鞋帮最终加工时的偏差数据,加工设备获取偏差数据信息后根据偏差数据进行加工位置的调整,即加工设备根据偏差数据的反馈对应根据带加工鞋帮的偏差位置对自身加工的角度或者位置进行适应性调整,从而最终实现对鞋帮的打磨、喷胶、刷胶、涂胶等工序的高精度加工处理。
5、鞋帮的加工处理过程中无需将鞋帮套设于与鞋帮内部外形高度适配的高精度楦头,将鞋帮套设于无内置芯片且一般加工精度的普通楦头并通过成像装置获取鞋帮实时位置数据即可,有利于充分降低鞋帮的生产成本,方便大规模推广应用,此外,通过成像装置获取鞋帮实时位置数据的设置也便于在同一产线高精度生产不同类型、不同款式、左右脚以及不同鞋码的鞋帮,有利于实现鞋帮的多样化高效率生产。
6、可选的,所述步骤s3包括:
7、获取当前成像到的第一点云,该第一点云是指当前要打粗鞋子不同部分的点数据的集合;确定与该第一点云对应的第二点云,该第二点云是指从本地的鞋模板点云库中筛选出的、与该第一点云相匹配的点云;在粗定位算法得到两片点云的偏移与旋转的第一数据后,根据该第一数据控制该第一点云进行旋转偏移,得到第一旋转偏移结果;该两片点云是指第一点云与第二点云,该粗定位算法用于将该两片点云之间对应特征点的平均距离控制在a毫米内;基于该第一旋转偏移结果,在通过精定位算法得到该两片点云的偏移与旋转的第二数据之后,根据该第二数据控制该第一点云进行旋转偏移,得到第二旋转偏移结果;该精定位算法用于将该两片点云之间对应特征点的平均距离控制在b毫米内,b<a;将该第二旋转偏移结果发送给机器人来生成控制打粗移动轨迹。
8、通过采用上述技术方案,成像件将第一点云先粗匹配第二点云,再精匹配第二点云的过程中减少了点云的计算量,进而提高了获取两片点云偏移与旋转数据的计算效率。进行两次点云匹配,最后再进行精匹配,将两片点云的误差控制在b毫米以内,能有效提高机器人加工的精准度,让鞋子外观更标准完美。
9、可选的,在粗定位算法得到两片点云的偏移与旋转的第一数据后,根据该第一数据控制该第一点云进行旋转偏移,得到第一旋转偏移结果;该两片点云是指第一点云与第二点云,该粗定位算法用于将该两片点云之间对应特征点的平均距离控制在a毫米内的过程中,具体包括:判断此时的该第一点云中点数据与对应该第二点云中的点数据之间对应特征点的第一平均距离是否大于a毫米;若该第一平均距离是否大于a毫米,则启动第hn+1次重新粗匹配操作,该hn初始赋值为0。
10、通过采用上述技术方案,若是第一点云中点数据与对应该第二点云中的点数据之间对应特征点的第一平均距离大于a毫米,就会重新粗匹配,即再次在原有的粗匹配的结果上进一步粗匹配,这样避免因为一次粗匹配的误差而把一些重要的点云去除掉,在一定程度上能保持点云的完整性。
11、第二方面,本技术提供一种鞋帮加工系统,采用如下的技术方案:
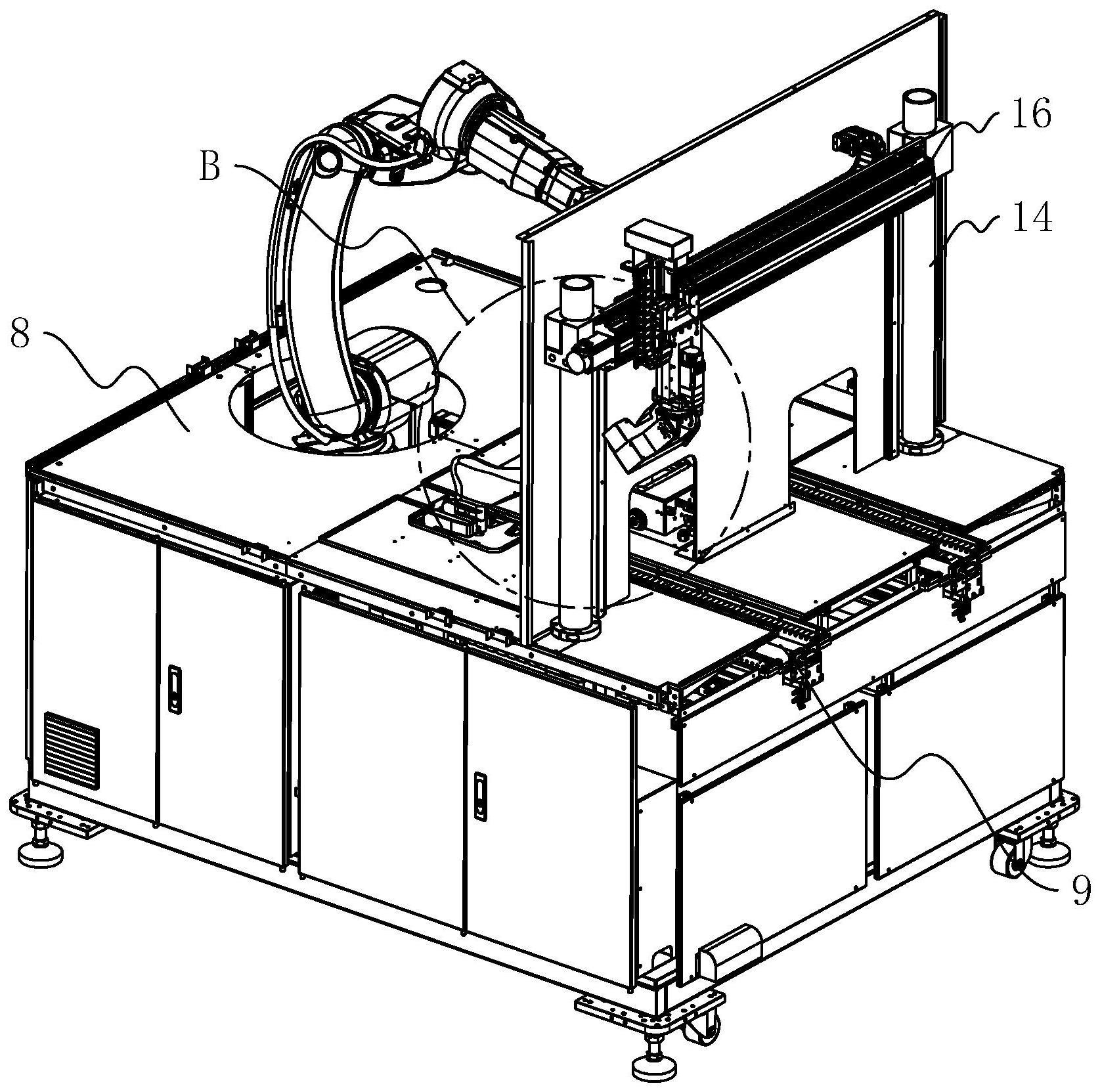
12、一种鞋帮加工系统,包括安装装置、成像装置以及加工设备,所述安装装置包括楦头和底座,所述楦头设置于底座并用于承载待加工鞋帮;所述成像装置包括成像架、成像件、成像运动组件以及成像转动组件,所述成像运动组件安装于成像架并用于驱动成像件沿x轴和z轴方向运动,所述成像转动组件用于驱动成像件绕z轴转动,所述成像件用于对楦头的待加工鞋帮进行成像;所述加工装置包括机械臂和加工工装,所述成像件通过控制系统与机械臂信号连接,所述加工工装安装于机械臂的输出端并用于对待加工鞋帮进行加工。
13、通过采用上述技术方案,对待加工鞋帮进行加工时首先将待加工鞋帮套设于楦头,随后通过成像运动组件驱动成像件沿x轴方向和z轴方向进行运动,同时成像转动组件同步驱动成像件绕z轴转动,从而使得成像件实现对待加工鞋帮的全面拍照或扫描成像,进而便于机械臂根据成像数据精准控制加工工装实现对待加工鞋帮的打磨、喷胶、刷胶、涂胶等工序的高精度加工处理,充分保证鞋帮加工质量。
14、通过成像件对鞋帮进行成像从而使得机械臂对鞋帮进行精准加工的方案有利于充分保证鞋帮的高加工质量,且无需将鞋帮套设于与鞋帮内部外形高度适配的高精度楦头,将鞋帮套设于无内置芯片且一般加工精度的普通楦头即可,从而有利于充分降低鞋帮的生产成本,方便大规模推广应用,此外,通过成像件对鞋帮的成像也便于在同一产线高精度生产不同类型、不同款式、左右脚以及不同鞋码的鞋帮,进而实现鞋帮的多样化高效率生产。
15、可选的,所述安装装置还包括固定块,所述固定块竖直插接配合于底座,所述楦头可拆卸安装于固定块。
16、通过采用上述技术方案,固定块的设置便于实现对楦头的高度位置进行调整,从而便于在不同的高度位置实现对套设于楦头的待加工鞋帮的加工,有利于增强适用性。
17、可选的,所述底座固定连接有两支撑柱,所述固定块开设有两插接孔,两所述固定块分别插接配合于两插接孔内。
18、通过采用上述技术方案,支撑柱与插接孔的插接配合使得固定块于底座之间的连接结构简单,拆装方便,便于将加工后的鞋帮快速从底座取下使得底座重新对待加工鞋帮进行传送,保证鞋帮生产效率。
19、可选的,所述固定块的两侧均开设有两定位槽,所述定位槽靠近槽口处的槽壁呈扩口设置。
20、通过采用上述技术方案,定位槽的设置便于保证不同固定块夹持时的一致性,进而保证经由不同固定块进行安装的待加工鞋帮最终加工后的加工质量,定位槽扩口的设置便于将与定位槽对应的结构插入至定位槽内。
21、可选的,所述楦头通过螺栓固定于固定块,所述固定块靠近底座长度方向的一侧设置,所述楦头的鞋尖靠近底座远离固定块长度方向的一侧设置。
22、通过采用上述技术方案,螺栓固定的方式使得楦头与固定块之间的拆装结构简单稳定,固定块和楦头所在位置的设置使得底座不易倾倒,有利于保证待加工鞋帮置于楦头进行加工时的稳定性。
23、可选的,所述成像运动组件包括x轴成像直线模组和z轴成像直线模组,所述x轴成像直线模组水平安装于成像架,所述z轴成像直线模组安装于x轴成像直线模组的滑块,所述成像转动组件和成像件均设置于z轴直线模组的滑块。
24、通过采用上述技术方案,x轴成像直线模组和z轴成像直线模组驱动自身滑块运动即可最终实现成像件x轴和z轴方向的运动,x轴成像直线模组和z轴成像直线模组的设置使得成像件x轴和z轴方向的运动快速精准。
25、可选的,所述成像转动组件包括成像电机、第一安装部以及第二安装部,所述第一安装部绕z轴方向转动安装于z轴成像直线模组的滑块,所述成像电机用于驱动第一安装部转动,所述第二安装部竖直转动安装于第一安装部,所述第二安装部设置有用于与第一安装部固定的固定件,所述成像件安装于第二安装部。
26、通过采用上述技术方案,成像电机驱动第一安装部转动时,成像件随第一安装部一同绕z轴转动,第二安装部绕x轴转动并通过固定件固定于第一安装部时,成像件一同进行绕x轴转动角度的微调,从而便于成像件根据不同外形的鞋帮进行角度的微调,从而更精准的实现对不同外形鞋帮的拍照或扫描成像,适用性强。
27、可选的,所述第一安装部开设有贯穿设置的弧形调节槽,所述第二安装部开设有若干固定孔,所述第二安装部竖直转动时,若干所述固定孔依次与弧形调节槽连通,所述固定件包括固定螺栓,所述固定螺栓穿设于其中一固定孔和弧形调节槽对第一安装部和第二安装部抵紧固定。
28、通过采用上述技术方案,弧形调节槽和固定孔的配合有利于保证第二安装部转动后所在位置的精准度,通过固定螺栓对第一安装部和第二安装部进行固定的设置使得第一安装部和第二安装部之间固定的结构简单,拆装方便。
29、可选的,还包括输送装置和转运装置,所述输送装置包括输送架体和x轴传送带,所述x轴传送带安装于输送架体并沿x轴方向设置有若干,若干所述x轴传送带首尾相接;所述转运装置包括y轴转运直线模组和转运夹持气缸,所述转运夹持气缸安装于y轴转运直线模组的滑块,所述转运夹持气缸用于对楦头进行夹持。
30、通过采用上述技术方案,当底座经由x轴传送带输送至与转运夹持气缸同一y轴直线所在位置时,通过y轴直线模组驱动转运夹持气缸沿y轴方向运动,使得固定块位于转运夹持气缸的两夹爪之间,随后通过转运夹持气缸对固定块的夹持并通过y轴直线模组驱动自身滑块的运动即可实现固定块y轴方向的输送,y轴转运直线模组和转运夹持气缸的设置使得固定块y轴方向的运动方便快速。
31、综上所述,本技术包括以下至少一种有益技术效果:
32、1、鞋帮的加工处理过程中无需将鞋帮套设于与鞋帮内部外形高度适配的高精度楦头,将鞋帮套设于无内置芯片且一般加工精度的普通楦头并通过成像装置获取鞋帮实时位置数据即可,有利于充分降低鞋帮的生产成本,方便大规模推广应用。
33、2、通过成像装置获取鞋帮实时位置数据的设置也便于在同一产线高精度生产不同类型、不同款式、左右脚以及不同鞋码的鞋帮,有利于实现鞋帮的多样化高效率生产。
34、3、x轴成像直线模组和z轴成像直线模组驱动自身滑块运动即可最终实现成像件x轴和z轴方向的运动,x轴成像直线模组和z轴成像直线模组的设置使得成像件x轴和z轴方向的运动快速精准。
- 还没有人留言评论。精彩留言会获得点赞!