一种羽绒服防风底襟的无缝制作方法与流程
本发明属于羽绒服无缝制作,具体涉及一种羽绒服防风底襟的无缝制作方法。
背景技术:
1、羽绒服作为冬季御寒衣物其防风性能受到消费者的关注,防风性的提升往往都是从面料的角度考虑,但容易忽略羽绒服拉链位置由于其通过丝线缝合可能存在透风问题。
2、针对该种问题的存在,现有的解决方式是在羽绒服位于拉链内侧的位置处缝合底襟用于防风,但底襟与羽绒服之间的制作方式也是采用丝线缝合的方式,严格意义上来说,拉链、底襟与羽绒服采用丝线缝合的位置仍然会存在透风、钻风问题,而且丝线缝合的方式也相应存在抗拉伸性不佳的问题。对此,现有技术完成通过增加针脚、提高缝合密度的方式,但为保证缝合处美观还需设计缝合路线存在增加工序,操作难度等问题。为解决上述技术问题,我们提出了一种羽绒服防风底襟的无缝制作方法。
技术实现思路
1、本发明的目的就在于为了解决上述问题而提供了一种羽绒服防风底襟的无缝制作方法。
2、本发明通过以下技术方案来实现上述目的:
3、本发明提供了一种羽绒服防风底襟的无缝制作方法,包括以下步骤,
4、(1)将拉链面料层与底襟面料层叠放,并利用热熔胶丝将两者缝合;
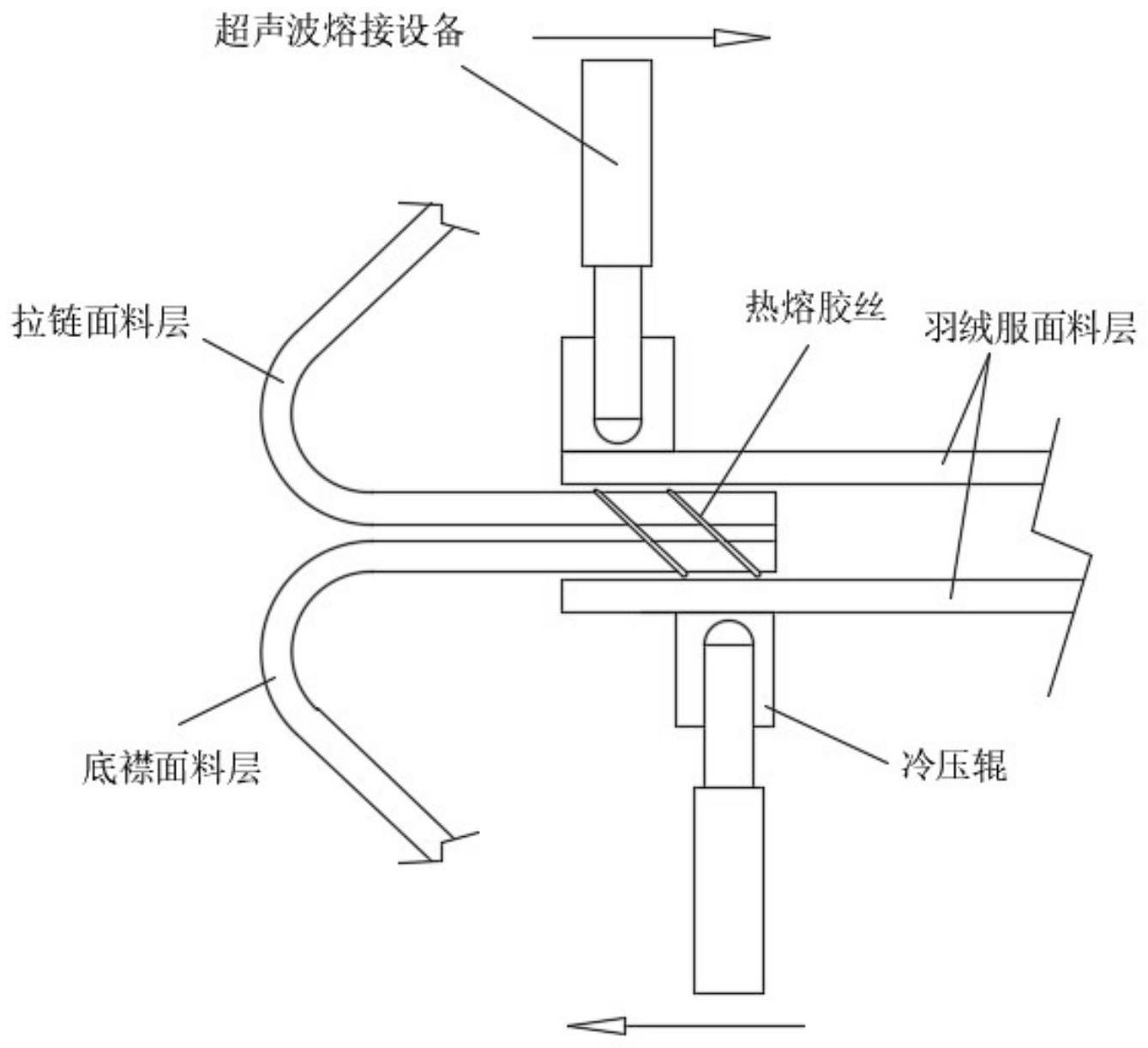
5、(2)将经步骤(1)缝合好的拉链面料层与底襟面料层平置于两个羽绒服面料层之间,使各面料层保持平整状态;
6、(3)随后,于两个羽绒服面料层外侧利用超声波熔接设备将热熔胶丝热熔后,利用冷压辊于两个羽绒服面料层外侧进行冷压,即可完成羽绒服防风底襟的无缝制作。
7、作为本发明的进一步优化方案,,所述步骤(1)中,热熔胶丝是将聚氨酯胶粒与金属微粉按照质量比1-3:1混匀后经挤出机将聚氨酯胶粒熔化后形成熔体,再将熔体涂覆于化纤丝线上,经冷却、收卷制得。
8、作为本发明的进一步优化方案,所述金属微粉为铜粉、锌粉、银粉中的一种,粒径为1-100μm。
9、作为本发明的进一步优化方案,所述化纤丝线的线径为0.15-0.3mm,熔体于化纤丝线上的涂覆厚度不低于0.5mm。
10、作为本发明的进一步优化方案,所述步骤(1)中,利用热熔胶丝缝合时,热熔胶丝在拉链面料层与底襟面料层上的缝合点在水平线上的投影互为不重合。
11、作为本发明的进一步优化方案,所述步骤(3)中,于两个羽绒服面料层外侧设置的超声波熔接设备与冷压辊呈前后并排设置。
12、作为本发明的进一步优化方案,所述步骤(3)中,所述超声波熔接设备的工艺参数具体为,工作频率为15-40khz,于羽绒服面料层外侧移动速度为5-10cm/s。
13、作为本发明的进一步优化方案,所述步骤(3)中,利用冷压辊于两个羽绒服面料层外侧进行冷压的具体操作为,两个冷压辊以横向往复移动状态挤压羽绒服面料层,冷压辊的温度为10-15℃,往复移动频率为3-5下/s。
14、本发明的有益效果在于:
15、本发明提供的无缝制作方法能够完成拉链面料层、底襟面料层与羽绒服面料层之间的无缝制作,且操作简单,各面料层之间能够保证较好的拉伸强度和贴合强度,在提升羽绒服底襟部位处防风性上提供了较好的解决方式,应用前景好。
技术特征:
1.一种羽绒服防风底襟的无缝制作方法,其特征在于,包括以下步骤,
2.根据权利要求1所述的一种羽绒服防风底襟的无缝制作方法,其特征在于,所述步骤(1)中,热熔胶丝是将聚氨酯胶粒与金属微粉按照质量比1-3:1混匀后经挤出机将聚氨酯胶粒熔化后形成熔体,再将熔体涂覆于化纤丝线上,经冷却、收卷制得。
3.根据权利要求2所述的一种羽绒服防风底襟的无缝制作方法,其特征在于,所述金属微粉为铜粉、锌粉、银粉中的一种,粒径为1-100μm。
4.根据权利要求2所述的一种羽绒服防风底襟的无缝制作方法,其特征在于,所述化纤丝线的线径为0.15-0.3mm,熔体于化纤丝线上的涂覆厚度不低于0.5mm。
5.根据权利要求1所述的一种羽绒服防风底襟的无缝制作方法,其特征在于,所述步骤(1)中,利用热熔胶丝缝合时,热熔胶丝在拉链面料层与底襟面料层上的缝合点在水平线上的投影互为不重合。
6.根据权利要求1所述的一种羽绒服防风底襟的无缝制作方法,其特征在于,所述步骤(3)中,于两个羽绒服面料层外侧设置的超声波熔接设备与冷压辊呈前后并排设置。
7.根据权利要求1所述的一种羽绒服防风底襟的无缝制作方法,其特征在于,所述步骤(3)中,所述超声波熔接设备的工艺参数具体为,工作频率为15-40khz,于羽绒服面料层外侧移动速度为5-10cm/s。
8.根据权利要求1所述的一种羽绒服防风底襟的无缝制作方法,其特征在于,所述步骤(3)中,利用冷压辊于两个羽绒服面料层外侧进行冷压的具体操作为,两个冷压辊以横向往复移动状态挤压羽绒服面料层,冷压辊的温度为10-15℃,往复移动频率为3-5下/s。
技术总结
本发明涉及一种羽绒服防风底襟的无缝制作方法,包括以下步骤,将拉链面料层与底襟面料层叠放,并利用热熔胶丝将两者缝合;将经步骤(1)缝合好的拉链面料层与底襟面料层平置于两个羽绒服面料层之间,使各面料层保持平整状态;随后,于两个羽绒服面料层外侧利用超声波熔接设备将热熔胶丝热熔后,利用冷压辊于两个羽绒服面料层外侧进行冷压,即可完成羽绒服防风底襟的无缝制作。本发明提供的无缝制作方法能够完成拉链面料层、底襟面料层与羽绒服面料层之间的无缝制作,且操作简单,各面料层之间能够保证较好的拉伸强度和贴合强度,在提升羽绒服底襟部位处防风性上提供了较好的解决方式,应用前景好。
技术研发人员:吴昆明,张传贵,高吉娜,金宇霞
受保护的技术使用者:高梵(浙江)信息技术有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!