拉链产品的加工方法及拉链产品与流程
本发明涉及拉链相关,特别涉及一种拉链产品的加工方法及拉链产品。
背景技术:
1、拉链是服饰包箱等常用的配件之一,通过链牙的结合或分离就能实现服饰包箱开口部的闭合或打开,如果按照使用方式分类,常见的拉链可以分为开尾式拉链与闭尾式拉链,在开尾式拉链的结构中通常拉链下端设置一对能够活动插接的下止组件。下面以最常用的尼龙开尾式拉链为例进行说明,如公开号为cn105208891b的中国发明专利就公开一种能够将开具安装于连续的牙链的拉链的开具安装方法及开具安装装置,其中该发明中的开具即下止组件。该发明的开具安装方法如下,首先清除牙链上的部分链齿排(即链牙),从而让牙链在长度方向上形成局部没有链齿排的空间部,并对牙链的空间部的搬送方向中间的内侧缘进行冲压而形成冲压部分;再对空间部的冲压部分靠搬送方向上游侧部分供给开具,保持所述开具而使牙链在搬送方向上移动,由此将开具插至链带的侧缘部,然后压紧开具,由此将开具安装于链带的侧缘部。进一步的,在链带上还安装有热塑性合成树脂制的加强带,加强带使用加热模具、或者超声波焊头而粘附于链带及芯线上,通过加强带增强了链带的刚性。
2、但这种传统的下止组件安装方法存在以下问题,第一,由于拉链的规格是多样的,拉链的各个组成部件都会影响下止组件的连接强度,例如链带自身的厚度、芯线的规格、加强带的材质以及冲压的力度不同都会使链带侧缘部的尺寸有所差异,下止组件在插接安装时可能出现插销松动移位或者插销无法安装到链带侧缘部的问题;第二,如果不同规格的拉链都要订制对应规格的下止组件,会造成生产成本高的问题;第三,传统结构中的加强带虽然能够焊接于链带与芯线上,但在链牙被清除后,芯线与链带的连接变得松动,在安装加强带时,芯线的位置不稳定,会影响下止组件的安装位置、安装便利性及安装精度。
技术实现思路
1、为了克服上述现有技术中所存在的至少一个问题,本发明不仅提出一种改进的拉链产品的加工方法,而且能因此制作出一种更优良的拉链产品。拉链产品的加工方法具体如下,所述拉链产品包括织物、安装在所述织物侧端部上的至少一排链牙及拉链插销,还包括芯线和缝线,所述芯线串接一排所述链牙,所述缝线穿过所述织物的侧端部绑捆到所述芯线或/和链牙从而实现将链牙固定到所述织物上;所述芯线采用低熔点纤维丝制造,所述低熔点纤维丝的热熔温度比所述织物、链牙和缝线的热熔温度低摄氏50°~90°;还包括以下形成拉链插销的加工步骤:
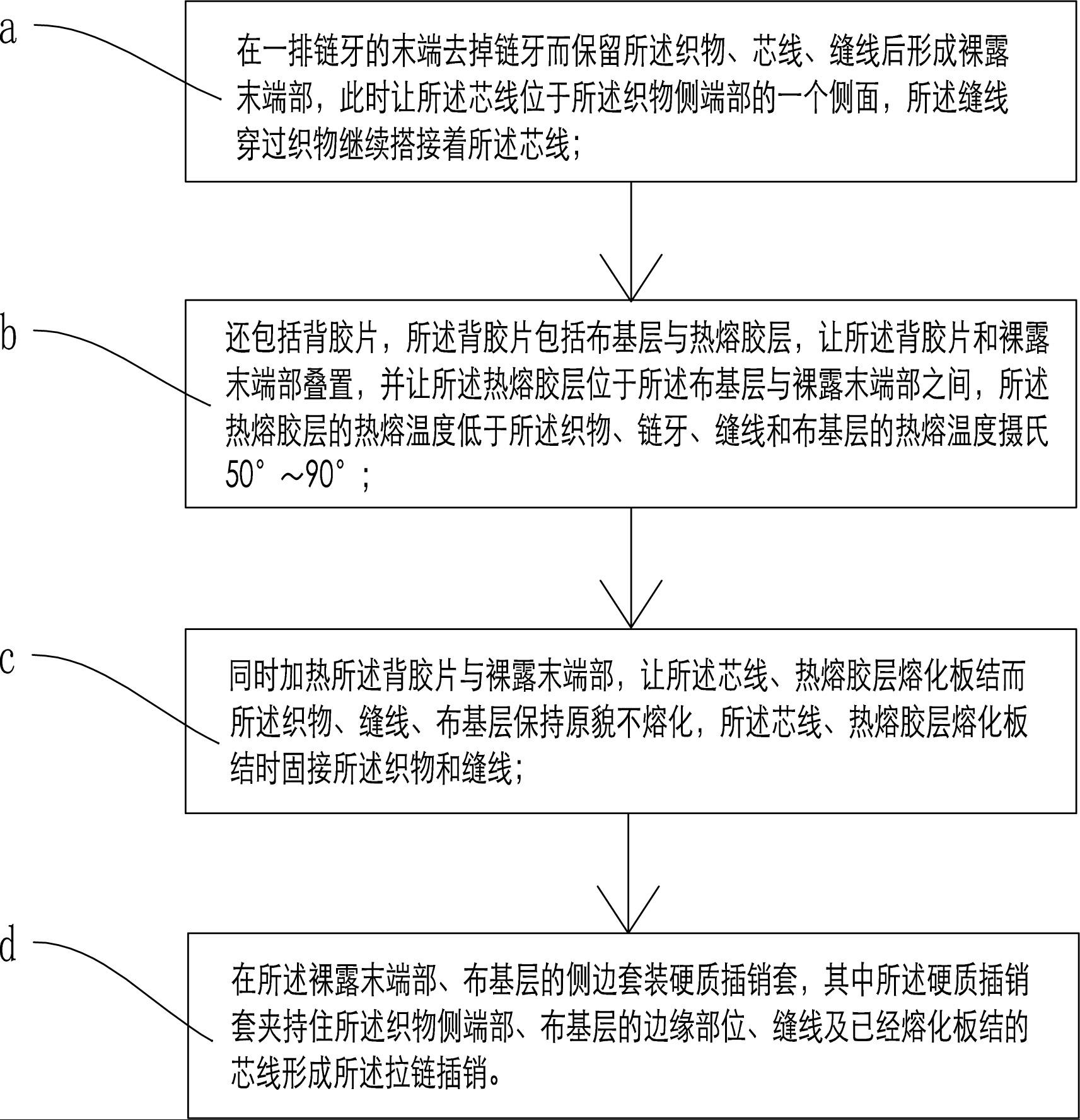
2、a、在一排链牙的末端去掉链牙而保留所述织物、芯线、缝线后形成裸露末端部,此时让所述芯线位于所述织物侧端部的一个侧面,所述缝线穿过织物继续搭接着所述芯线;
3、b、还包括背胶片,所述背胶片包括布基层与热熔胶层,让所述背胶片和裸露末端部叠置,并让所述热熔胶层位于所述布基层与裸露末端部之间,所述热熔胶层的热熔温度比所述织物、链牙、缝线和布基层的热熔温度低摄氏50°~90°;
4、c、同时加热所述背胶片与裸露末端部,让所述低熔点纤维丝、热熔胶层熔化板结而所述织物、缝线、布基层保持原貌不熔化,所述低熔点纤维丝、热熔胶层熔化板结时固接所述织物和缝线;
5、d、在所述裸露末端部、布基层的侧边套装硬质插销套,其中所述硬质插销套夹持住所述织物侧端部的边缘部位、布基层的边缘部位、缝线及芯线形成所述拉链插销。
6、其中,所述织物,是用于为所述拉链提供连接基础的构件,可以是组成衣物的布料或者皮革,其形状可以是条状或片状,还可以是传统的拉链布带。
7、其中,所述链牙,是所述拉链实现啮合与分开的最基本组成部件,通过所述芯线串接在一起成排布置就形成链牙串,所述链牙与芯线的串接方式可以是固定连接的方式,即所述链牙与芯线在连接时两者就结合在一起;或者是可相对活动的连接方式,即所述链牙上设置有安装孔或线槽,可以在所述芯线上来回移动。但无论是使用哪种串接方式,在把链牙并安装于所述织物边缘上时,通过所述这缝线的绑捆固定,所述链牙与芯线被固定住,并且让固定后的所述链牙之间的牙距基本相同。
8、其中,所述芯线,是用于串接所述链牙的构件,所述芯线可以是由单根粗丝线形成也可以是由多根细丝线捻合而成的圆线或扁平带;为了连接所述链牙,所述芯线的具体形状可以是呈间隔分段布置的短连接线,也可以是呈连续的长条状连接线。所述芯线同时也是用作与所述缝线相连接的构件,因为在相邻两个所述链牙之间留有牙间隙,这让至少部分所述芯线裸露在牙间隙中,这样所述缝线能够通过所述牙间隙绑捆到裸露的所述芯线上。
9、其中,所述缝线,是用于把串状的链牙带绑定到所述织物上的构件,所述缝线除了绑捆在所述芯线上,也还可以直接绑捆到所述链牙上,其作用有两方面,一是为了让链牙带能够稳定地连接到所述织物上;二是为了控制所述链牙排列的间距,例如常见的尼龙链牙是由单线卷绕制成,所述芯线活动穿接于尼龙链牙中,需要通过所述缝线同时把所述链牙与芯线固定于织物上。
10、其中,所述芯线采用低熔点纤维丝制造,其中包含以下意思,第一种,所述芯线全部由低熔点纤维丝聚合而成,在这种情况下所述芯线受热后能够全部熔化板结,并与所述织物、缝线固接在一起;第二种,所述芯线由低熔点纤维丝与高熔点纤维丝相捻合而成,在这种情况下所述芯线受热后高熔点纤维丝保持原有状态,而低熔点纤维丝熔化板结并与高熔点纤维丝、织物、缝线固接在一起。进一步的,为了保证所述芯线熔化板结效果,所述低熔点纤维丝占所述芯线的比例为50%~100%,所述低熔点纤维丝的热熔温度比所述高熔点纤维丝的热熔温度低摄氏50°~90°。
11、其中,所述低熔点纤维丝,是制作所述芯线的材料,低熔点是指其热熔化温度相对低于其它部件(如所述织物与缝线)熔点的热熔化温度,为此在所述拉链产品中至少包括有低熔点部件和熔点相对高于所述低熔点部件的高熔点部件。本发明定义的高熔点部件和低熔点部件是一个相对的定义,是熔化温度存在相对高低的两种部件或材料,使具有高熔点的织物及缝线与低熔点的芯线在熔化温度上区别开来并且便于热熔施工,从而能够利用在低温加热时所述高熔点部件不会熔化但所述低熔点部件能够热熔连接和固定所述高熔点部件的特性,制造本发明的拉链产品并实现本发明的目的。作为一种技术常识,对于需要染色工艺处理的拉链,所述低熔点纤维丝的熔化温度应当高于染色工艺温度,当然也应当高于日常生活的环境温度。
12、其中,所述低熔点纤维丝的热熔温度比所述织物、链牙和缝线的热熔温度低摄氏50°~90°,根据现有技术中关于各种高分子材料熔化温度的常识,所述芯线、织物、链牙和缝线的材质选择是灵活,例如所述织物、链牙和缝线选用熔点在摄氏260°左右的高分子材料制造时,可以选用相对低温熔化的聚乙烯、聚丙烯、聚十二内酰胺(pa12)、聚氨酯等材料来制造所述芯线。为了便于加工工艺的控制,所述芯线与织物、链牙、缝线的熔化温度之间还可以具有更大的温差,例如摄氏90°~120°左右的温差。
13、其中,所述低熔点纤维丝熔化板结,其至少包括两种含义,第一种含义是低熔点部件本身在加热时会局部或全部熔化,再在冷却后形成块状,第二种含义是低熔点部件熔化时还会熔接周边的其它具有高熔点未熔化的织物及缝线,当温度降低下来后,不仅已经熔化的低熔点部件本身变硬,而且所述织物和缝线之间都能通过所述低熔点部件连接并固定起来从而协同形成板结结构,这样缝线与织物就被板结的所述芯线固定难以移动。进一步的,所述芯线熔化后利用熔接模具的模腔可以把所述芯线重新塑造成指定的形状,例如呈方棒状、圆棒状或者带凸筋或凹槽的棒状等。
14、其中,所述背胶片是在布基层上涂上一层热熔胶层所形成,在加热模具或超声波焊接头的作用下所述热熔胶层熔化并粘附于所述织物、缝线等构件上,且所述热熔胶层冷却后会板结硬化,通过设置所述背胶片能够使所述织物的局部刚性增强;其中所述热熔胶层与所述芯线的熔点相接近。具体的应用中,所述背胶片布置的布置方式较为灵活,其中至少包括以下几种情况:
15、第一种,所述背胶片布置在设置有所述芯线的一侧,并覆盖住所述芯线与缝线,在加热所述背胶片的同时也在加热所述芯线,至少部分所述背胶片的热熔胶层与所述芯线熔接在一起,所述芯线与所述背胶片的热熔胶层熔化板结时固接所述织物、缝线和背胶片的布基层,这种结构既不影响所述芯线的熔化并板结成要求的形状,还能加强所述裸露末端部的整体刚性,由于所述芯线板结成型后被上下两层织物包裹住,所述芯线也不易折断。
16、第二种,所述织物上布置有所述芯线的背面一侧侧面上布置所述背胶片,让所述背胶片覆盖住所述缝线,在加工步骤c中,所述芯线熔化板结时固接所述织物、缝线,所述背胶片的热熔胶层熔化板结时固接所述织物、缝线和背胶片的布基层。这样设置减少了所述背胶片外露,所述背胶片的布基层与所述织物固接在一起,增加所述织物强的刚性,为已经熔化板结的芯线提供稳固的支撑,有利于减少所述裸露末端部的折弯变形问题。
17、第三种,所述背胶片同时布置在所述织物的两侧,这能实现对所述裸露末端部的最大强化,以及更好地保护已经熔化板结的芯线。
18、其中,所述硬质插销套,是夹持固定在所述织物、布基层边缘处以及板结成型的芯线的构件,所述硬质插销套的具体结构可以是独立的长条状插销套,也可以是与下面提及的方块连成一体的块状结构,在一种实施方案中,可以在所述硬质插销套的至少一侧设置有能够让所述织物与布基层通过的布缝,通过该布缝咬合着所述织物与布基层,还可以形成咬合的形变余量。进一步,由于所述硬质插销套主要用于与拉链的拉头及所述方块相滑动配合,为此所述硬质插销套一般使用硬度相对校高且形成后表面光滑的材质制作,常用的实施方式有,第一种为金属通过冲压或压铸而成,常用的金属材质有铁、铜、铝、锌合金等,金属材质的所述硬质插销套通过冲压变形的方式可以让其夹紧所述织物、布基层以及板结的芯线。另一种为塑料通过注塑而成,常用的塑料材质有pom、pa、pet、ps、abs、pbt等,这种材质可以通过胶水或熔接的方式让其固定于所述织物、布基层边缘处。
19、根据上述技术方案,与现有技术相比,本发明的有益技术效果在于:第一,把所述芯线、热熔胶层的热熔温度分别设置为比所述织物、链牙、缝线和布基层的热熔温度低摄氏50°~90°,从而能够在加热所述芯线、热熔胶层熔化时不会影响到所述织物、链牙、缝线,特别是不会影响到织物及其外表质量,从而能够将此工艺延伸引用于成品衣物上直接安装无布带拉链并便于成品衣物的自动化生产,简化了工序节省了成本;第二,让所述芯线与热熔胶层熔化板结并把所述织物、缝线与布基层固定连接起来,这不但增强了所述裸露末端部的硬度或刚性,还能让板结后的芯线借助于所述缝线牢固地附着连接于织物上,从而更加便利于自动化设备自动地套装硬质插销套;第三,所述芯线经过热熔后板结成型,重新成型的芯线不再局限于所述芯线的原有纤维丝形状,能够借助模具型腔板结成型出尺寸统一、位置准确的凸起的棒状结构,为后续套装硬质插销套提供了标准的安装基础,解决了现有技术中芯线位置尺寸不稳定的问题,大大提高了所述拉链插销的加工稳定性与成品率;第四,所述织物、缝线与背胶片的布基层通过同时加热所述芯线与所述背胶片的热熔胶层熔化而板结固接在一起,同时加热的方法能够提高板结结构的稳定性,而且形成了一种由织物与胶体组成的多层组合结构,熔化板结的所述芯线得到很好的保护并不易折断,不但结构强度更好,整体也更美观;第五,通过在所述裸露末端部的侧面(一个侧面或同时两个侧面)设置背胶片,增强了所述裸露末端部的整体刚性以便于用户握持操作;第六,在极端情况下例如衣物燃烧时,自燃的高温能够迅速让所述芯线变软或熔化从而让链牙容易脱离衣物,能够便于快速脱掉燃烧的衣物,为此能够更进一步提高使用所述拉链产品的安全性。
20、步骤c中,还包括熔接模具,而根据所述背胶片布置位置的不同,所述背胶片与裸露末端部的结合形式至少有以下两种:第一种,所述背胶片布置在设置有所述芯线的一侧,利用所述熔接模具让所述裸露末端部的芯线及背胶片的热熔胶层熔化板结并利用所述芯线及背胶片塑造出凸起的棒状构造,所述织物与背胶片的布基层包覆住已经熔化板结的芯线,所述硬质插销套夹持住所述织物侧端部的边缘部位、布基层的边缘部位、缝线及棒状构造形成所述拉链插销;第二种,所述织物上布置有所述芯线的背面一侧侧面上布置所述背胶片,利用所述熔接模具让所述裸露末端部的芯线及背胶片的热熔胶层熔化板结并利用所述芯线塑造出凸起的棒状构造,所述织物与背胶片的布基层固接叠放于已经熔化板结的芯线的下方,所述硬质插销套夹持住所述织物侧端部的边缘部位、布基层的边缘部位、缝线及所述棒状构造形成所述拉链插销。 其中,所述棒状构造是所述芯线熔化重新塑造而成的,其不但在板结时固接所述织物和缝线,其形状还可适配后面连接的所述硬质插销套的形状,且棒状的制造尺寸形状十分稳定。所述棒状构造附着连接于所述织物上并高出所述织物的表面上并呈高出的凸起状,这为所述硬质插销套提供了良好的夹持基础,所述硬质插销套的开口在通过夹紧模具夹紧收口后,所述硬质插销套就能稳固地套接在所述织物、布基层及已经熔化板结的芯线上。
21、进一步的技术方案还可以是,所述拉链产品包括有第一排链牙、第二排链牙以及拉链插销,所述拉链插销包括连接于所述第一排链牙后面的固定插销以及连接于所述第二排链牙后面的活动插销;还包括方块,所述固定插销与所述方块固接形成所述拉链的尾端方块,所述方块上具有平行于所述第一排链牙的插接孔,所述活动插销可自由抽插于所述插接孔中。
22、进一步的,为了适应多排链牙,所述熔接模具具有模腔,所述模腔分别为第一模腔与第二模腔,所述第一排链牙的裸露末端部与背胶片设置于所述第一模腔中,所述第二排链牙的裸露末端部与背胶片设置于所述第二模腔,利用所述第一模腔、第二模腔能够分别让所述第一排链牙、第二排链牙的裸露末端部的芯线熔化板结形成凸起的棒状构造。
23、进一步的技术方案还可以是,还包括夹紧模具,所述夹紧模具具有夹紧模腔;在加工步骤d中,所述裸露末端部的侧边套装所述硬质插销套后设置于所述夹紧模腔中,所述夹紧模具能够挤压所述硬质插销套变形从而让所述硬质插销套夹紧所述织物、背胶片、缝线及已经熔化板结的芯线。
24、其中,所述固定插销与所述方块的固接形式至少包括以下三种。
25、第一种,还包括固接模具,所述固接模具具有固接模腔,将所述方块及固定插销同时安置在所述固接模腔中后,采用超声波将所述棒状构造与所述方块件熔接起来以固连形成所述尾端方块,熔接完成后从所述固接模腔中取出所述尾端方块。
26、第二种,所述方块上还设置有固定插销孔,所述固定插销能够插接到所述固定插销孔中,进一步的,所述固定插销与所述方块上分别设置有卡扣与卡孔,当所述固定插销插接到所述固定插销孔中时,所述卡扣也卡孔相结合从而让所述固定插销与方块固定连接在一起。
27、第三种,所述固定插销与所述方块为一体成型而成,常见的一体成型方式有:注塑成型、压铸成型、冲压成型或者粉末冶金成型等。
28、进一步的技术方案还可以是,还包括切边模,在所述芯线熔化板后,利用所述切边模切除所述裸露末端部边缘所存在的毛刺。
29、一种拉链产品,依照所述拉链产品的加工方法所制造。
30、由于本发明具有上述特点和优点,为此可以应用到拉链产品的加工方法、应用该方法生产的拉链产品中。
- 还没有人留言评论。精彩留言会获得点赞!