一种鞋帮面制造方法及鞋与流程
本发明涉及鞋类制品,尤其涉及一种鞋帮面制造方法和鞋。
背景技术:
1、当前的鞋材加工过程中需要对鞋面进行定型处理,通常方式为使用热熨烫、热压等方式对平面的布片进行处理,使鞋面材料中的热熔丝或者热熔膜熔化,从而产生稳定的粘接点以保障鞋材后续加工过程中的结构稳定。同时热处理过程中温度超过主体纤维的玻璃化温度后也会对主体部分纱线起到一定的定型作用,从而使得鞋面风格稳定,此种方式一般都是对平面的织片进行处理。
2、但是当鞋款的帮面为鞋底与鞋面一体结构的3d形态时,上述的常用的定型方式则无法实现直接定型,而常用的处理方式是,首先将3d织造的鞋面拆开,在进行定型后再进行拼接缝合。但是,此方式不仅违背3d一体织造节省人工,提升效率的初衷,而且繁杂的工序和额外人工的介入会给造成一定工艺的不确定性,不利于降本增效。
3、因此,如何满足帮面为一体结构定型的同时,提高制作效率,是本领域技术人员目前需要解决的技术问题。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种鞋帮面制造方法,在满足帮面为一体结构定型的同时,提高制作效率;
2、本发明的另一目的在于提供一种具有上述鞋帮面制造方法的鞋。
3、为了实现上述目的,本实发明提供了如下技术方案:
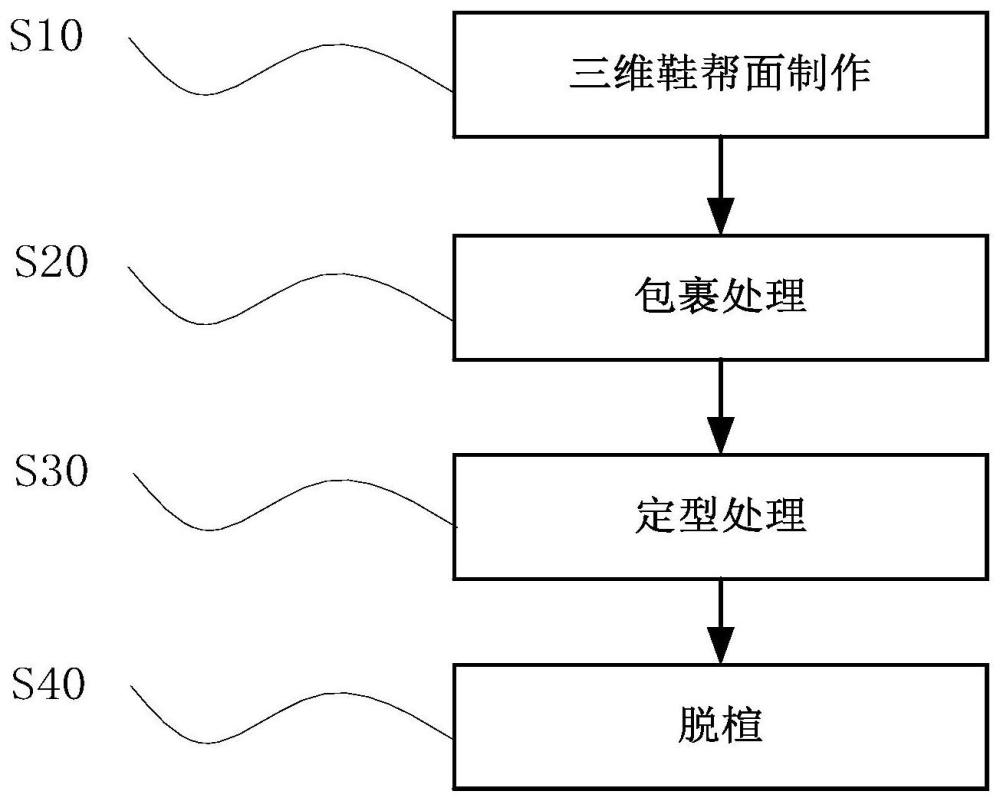
4、一种鞋帮面制造方法,包括:
5、三维鞋帮面制作,制成包括鞋底和鞋面的未定型三维鞋帮面;
6、包裹处理,先将所述未定型三维鞋帮面套设于具有预设形状的楦头上,然后在所述未定型三维鞋帮面的外表面包裹定型膜,且所述定型膜需压紧贴合于所述未定型三维鞋帮面,以得到待加工处理的三维鞋帮面组件;
7、定型处理,在预设时间内,对所述包裹处理步骤得到的所述三维鞋帮面组件在预设温度和预设气压下进行处理;
8、脱楦,将所述定型处理后的所述三维鞋帮面组件移至常温常压下待冷却后,将所述定型三维鞋帮面的外表面上的所述定型膜去除,并使所述定型三维鞋帮面与所述楦头相脱离,以得到定型三维鞋帮面。
9、可选地,在上述鞋帮面制造方法中,所述包裹处理,具体包括步骤:
10、防粘处理,在将所述未定型三维鞋帮面套设于所述楦头之前,在所述楦头的外表面喷涂防粘涂层。
11、可选地,在上述鞋帮面制造方法中,所述包裹处理,还包括步骤:
12、添加标志,在对所述未定型三维鞋帮面包裹之前,先将预设标识添加到所述未定型三维鞋帮面的表面,再通过所述定型膜将所述未定型三维鞋帮面与所述预设标识一同包裹。
13、可选地,在上述鞋帮面制造方法中,在未定型三维鞋帮面的表面覆盖有热熔膜,在所述未定型三维鞋帮面与所述楦头配合完成后,在所述未定型三维鞋帮面的外表面覆盖一层热熔膜后,再通过所述定型膜进行包裹。
14、可选地,在上述鞋帮面制造方法中,所述定型膜为一端封闭,另一端具有开口的袋状结构,在所述包裹处理步骤时,所述定型膜套设于所述未定型三维鞋帮面的外表面,且通过对所述定型膜抽真空方式,使得所述定型膜贴合于所述未定型三维鞋帮面上。
15、可选地,在上述鞋帮面制造方法中,所述三维鞋帮面制作,还包括步骤:
16、清理,在所述未定型三维鞋帮面制成后,对所述未定型三维鞋帮面的表面进行清理,以使所述未定型三维鞋帮面的表面保持洁净。
17、可选地,在上述鞋帮面制造方法中,所述定型处理步骤中,所述预设温度范围为60-200℃,所述预设气压范围为1个标准大气压-3个标准大气压。
18、可选地,在上述鞋帮面制造方法中,所述定型膜的材料采用硅胶、聚四氟膜或者聚对苯二甲酸乙二醇酯类塑料。
19、可选地,在上述鞋帮面制造方法中,所述防粘涂层的材料采用聚硅氧烷、聚四氟乙烯或者聚偏氟乙烯。
20、本发明提供的一种鞋帮面制造方法,用于对鞋底与鞋面为一体结构的鞋帮面进行定型,包括三维鞋帮面制作、包裹处理和定型处理。三维鞋帮面制作的具体步骤将面料制作成包括鞋底和鞋面的未定型三维鞋帮面。包裹处理步骤为先将未定型三维鞋帮面套设于具有预设形状的楦头上,然后在未定型三维鞋帮面的外表面包裹定型膜,并且需要注意的是定型膜需压紧贴合于未定型三维鞋帮面,对整个未定型三维鞋帮面的表面施加压紧力,从而得到待加工处理的三维鞋帮面组件。定型处理步骤为在预设时间内,将三维鞋帮面组件放在预设温度和预设气压下进行处理。最后则为脱楦,将定型处理后的三维鞋帮面组件移至常温常压下待冷却后,并将定型三维鞋帮面的外表面上的定型膜去除,定型三维鞋帮面与楦头相脱离,从而得到了结构稳定的定型三维鞋帮面。
21、与现有技术相比,本发明提供的鞋帮面制造方法在满足对底、面一体结构的鞋帮面定型的同时,避免了拆开定型后在拼接缝合的繁杂工序,又减少了人工的环节的介入操作,提升了整个工艺的稳定性和效率,有助于生产的降本增效。
22、一种鞋,包括鞋帮面,所述鞋帮面通过为如上任一项所述的鞋帮面制造方法制作而成。
23、本发明提供的鞋,由于具有上述鞋帮面制造方法制作的鞋帮面,因此兼具上述鞋帮面制造方法的所有技术效果,本文在此不再赘述。
技术特征:
1.一种鞋帮面制造方法,其特征在于,包括:
2.根据权利要求1所述的鞋帮面制造方法,其特征在于,所述包裹处理,具体包括步骤:
3.根据权利要求1所述的鞋帮面制造方法,其特征在于,所述包裹处理,还包括步骤:
4.根据权利要求1所述的鞋帮面制造方法,其特征在于,在未定型三维鞋帮面的表面覆盖有热熔膜,在所述未定型三维鞋帮面与所述楦头配合完成后,在所述未定型三维鞋帮面的外表面覆盖一层热熔膜后,再通过所述定型膜进行包裹。
5.根据权利要求1所述的鞋帮面制造方法,其特征在于,所述定型膜为一端封闭,另一端具有开口的袋状结构,在所述包裹处理步骤时,所述定型膜套设于所述未定型三维鞋帮面的外表面,且通过对所述定型膜抽真空方式,使得所述定型膜贴合于所述未定型三维鞋帮面上。
6.根据权利要求1所述的鞋帮面制造方法,其特征在于,所述三维鞋帮面制作,还包括步骤:
7.根据权利要求1所述的鞋帮面制造方法,其特征在于,所述定型处理步骤中,所述预设温度范围为60-200℃,所述预设气压范围为1个标准大气压-3个标准大气压。
8.根据权利要求1所述的鞋帮面制造方法,其特征在于,所述定型膜的材料采用硅胶、聚四氟膜或者聚对苯二甲酸乙二醇酯类塑料。
9.根据权利要求2所述的鞋帮面制造方法,其特征在于,所述防粘涂层的材料采用聚硅氧烷、聚四氟乙烯或者聚偏氟乙烯。
10.一种鞋,其特征在于,包括鞋帮面,所述鞋帮面通过为如权利要求1-9任一项所述的鞋帮面制造方法制作而成。
技术总结
本发明公开了一种鞋帮面制造方法,包括:三维鞋帮面制作,制成包括鞋底和鞋面的未定型三维鞋帮面;包裹处理,将未定型三维鞋帮面套设于具有预设形状的楦头上,然后在未定型三维鞋帮面的外表面包裹定型膜,定型膜需压紧贴合于未定型三维鞋帮面,以得到待加工处理的三维鞋帮面组件;定型处理,在预设时间内,对包裹处理步骤得到的三维鞋帮面组件在预设温度和预设气压下进行处理;脱楦,将定型处理后的三维鞋帮面组件移至常温常压下待冷却后,将定型三维鞋帮面的外表面上的定型膜去除,使定型三维鞋帮面与楦头相脱离,以得到定型三维鞋帮面。本发明公开的鞋帮面制造方法提升了整个工艺的稳定性和效率,有助于生产的降本增效。本发明还公开了一种鞋。
技术研发人员:胡荣波,曹雷涛,黄守东,乔楠,杜安·阿斯特尔·劳伦斯,马珺,刘艺龙,胡国勳
受保护的技术使用者:安踏(中国)有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!