蒸汽传递筒和呼吸治疗系统的制作方法
蒸汽传递筒和呼吸治疗系统
1.本技术是名称为“蒸汽传递筒”、国际申请日为2017年10月18 日、国际申请号为pct/us2017/057096、国家申请号为201790001522.0 的实用新型专利申请的分案申请。
技术领域
2.本技术要求于2016年10月20日提交的美国专利申请 no.15/298,712的优先权,所述美国专利申请的全部内容通过引用并入本文中。
背景技术:
3.可以利用呼吸辅助装置(例如,将补充呼吸气体输送至患者的装置)治疗患有呼吸系统疾病的患者。这样的装置可以使用高流量治疗 (hft)将气体输送至患者。hft装置经由比如鼻套管的接口将高流速的呼吸气体输送至患者,以便增加患者的吸入氧气分量(fio2)、减少患者的呼吸功或者两者兼顾。这些装置中的一个种类使用膜来加湿输送至患者的气体。具体地,通过使气体穿过蒸汽传递筒内的带有膜的纤维来加湿气体(例如,氧气),所述蒸汽传递筒填充有液体(例如,水)。该膜可以为可渗透气体的,但是为不可渗透液体的。因此,允许水蒸气渗透膜,而液态水则不被允许。气体的加湿效率取决于膜的表面面积。
4.使可用的纤维表面面积最优化的需求必须与容纳纤维的蒸汽传递筒的尺寸和几何约束相平衡,因为患者舒适度考虑因素以及预先存在的系统禁止简单地增加筒的尺寸来允许更多的纤维。另外,模制的单件式蒸汽传递筒不能具有恒定的内径,因为由工具加工的部件要求从该部件的中心逐渐增加的直径以便防止工具被困住。因此,最小化的内部横截面面积限制了可以被包含于筒中的纤维的数量和尺寸。进一步加重空间约束的是对减弱和引导供给至蒸汽传递筒中的水的力的需求。例如,当水以确保其循环所必需的压力和方向供给至壳体中时,如果水压太高,则毗邻水的进入点的纤维可能被损坏。减弱水的一种技术是在蒸汽传递筒中包括内部挡板,所述内部挡板被设计成在入口端口处部分地阻挡或分散水,这可能在各个点处进一步限制蒸汽传递筒的横截面面积。随着内部横截面面积下降,只有更少的纤维才能够配合在受约束的蒸汽传递筒中,结果是加湿速率受损。
5.此外,作为单个挤制物的蒸汽传递筒的制造可能使得难以获得精确长度的筒,并且可能无法形成所需的特征部。例如,当以单个挤制单元制造筒时,无法在筒的侧壁上形成用于气体和水的端口。结果,必须在制造筒之后添加端口从而导致制造费用增加,或者必须考虑替代的制造选择。具有不准确尺寸的筒可能无法在预定位置处安装至气体加热和加湿治疗单元上的预先存在的联接件上,从而导致额外的制造成本或者需要重新设计现有的系统。
技术实现要素:
6.本文公开一种蒸汽传递筒,所述蒸汽传递筒包括:中心管,所述中心管具有第一端部、第二端部和连续的内径;第一集管部件,所述第一集管部件构造成盖并且具有围绕内圆
周的第一通道,其中所述中心管的所述第一端部配合到所述第一集管部件中,并且其中所述第一集管部件的所述第一通道联接至所述中心管的所述第一端部;在所述第一集管部件的侧部上的至少一个端口;定位在所述至少一个端口处的第一挡板;第二集管部件,所述第二集管部件具有第二通道,其中所述中心管的所述第二端部配合到所述第二集管部件中,并且其中所述第二集管部件的所述第二通道联接至所述中心管的所述第二端部;和多根纤维,所述多根纤维通过所述第二集管部件被插入至所述中心管中。
7.所述第一集管部件的所述至少一个端口与所述第二集管部件的至少一个端口对准。
8.所述多根纤维包括足以填充所述中心管并进入到所述中心管的第二端部中的一定数量的纤维。
9.足以填充所述中心管的所述一定数量的纤维为250
‑
700根纤维。
10.以六方密堆积(hcp)填充结构将所述多根纤维定位于所述中心管中。
11.所述第一集管部件还包括位于所述第二集管上的出口端口处的第二挡板。
12.将灌封材料注射到所述第一集管部件和所述第二集管部件中的至少一者中。
13.所述蒸汽传递筒进行离心,以使得所述灌封材料沉积在所述中心管的毗邻所述第一集管部件的第一侧处并且沉积在所述中心管的毗邻所述第二集管部件的第二侧处。
14.第一端盖联接至所述第一集管部件的端部,并且第二端盖联接至所述第二集管部件的端部。
15.所述第一端盖包括气体入口端口,所述第二端盖包括气体出口端口。
16.本文还公开一种呼吸治疗系统,所述呼吸治疗系统包括:基本单元,所述基本单元构造成输出呼吸气体和加热的流体;蒸汽传递单元,所述蒸汽传递单元构造成利用所述基本单元交换所述呼吸气体和所述加热的流体,所述蒸汽传递单元包括:多根纤维,所述多根纤维利用所述加热的流体加湿所述呼吸气体;和挡板,所述挡板构造成在所述蒸汽传递单元内分散所述加热的流体;输送管,所述输送管连接到所述基本单元并且构造成从所述基本单元运送加湿的呼吸气体;和套管,所述套管用于将所述加湿的呼吸气体从所述输送管输送至患者的鼻部。
17.所述基本单元包括:气体出口、气体入口、流体出口、流体入口;气体源,所述气体源构造成引入呼吸气体;鼓风机,所述鼓风机构造成将所述呼吸气体从所述气体源运送至所述气体出口;加热器,所述加热器构造成加热流体;泵,所述泵构造成将所述流体运送至所述流体出口;和输送端口,所述输送端口构造成联接至所述输送管。
18.所述蒸汽传递单元包括:中心管,所述中心管容纳沿所述中心管的纵向轴线定位的多根纤维并且具有第一端部和第二端部;第一集管部件,所述第一集管部件联接至所述中心管的所述第一端部并且包括第一端口;第二集管部件,所述第二集管部件联接至所述中心管的所述第二端部并且包括第二端口;第一端盖,所述第一端盖联接至所述第一集管部件并且包括第三端口;和第二端盖,所述第二端盖联接至所述第二集管部件并且包括第四端口,其中所述挡板定位于所述第一端口处。
19.所述第一端口构造成联接至所述流体出口;所述第二端口构造成连接至所述流体入口;所述第三端口构造成联接至所述气体出口;和所述第四端口构造成联接至所述气体入口。
20.所述蒸汽传递单元构造成配合到所述基本单元的腔中。
21.所述蒸汽传递单元构造成可拆卸地固定至所述基本单元。
22.所述蒸汽传递单元还包括传感器,所述传感器构造成检测所述蒸汽传递单元相对于所述基本单元的合适位置。
23.所述多根纤维对于气体是可渗透的而对于液体是不可渗透的。
24.所述蒸汽传递单元构造成放置在所述患者的近侧。
25.所述加湿的呼吸气体具有大于或等于8升每分钟的流率。
26.本文还公开了一种呼吸治疗系统,所述呼吸治疗系统包括:基本单元,所述基本单元具有加热器和空气压缩机,所述空气压缩机构造成产生呼吸气体的流;加湿单元,所述加湿单元构造成:联接至所述基本单元以接收来自所述空气压缩机的所述呼吸气体的流;容纳由所述基本单元的所述加热器加热的流体;和利用所述流体加湿所述呼吸气体的流;其中所述加湿单元包括通道,所述通道构造成将所述呼吸气体的流从所述基本单元的气体出口端口引导至所述加湿单元的发生加湿的中空空间中。
27.所述呼吸治疗系统还包括输送管和用于将加湿的气体输送到患者的套管,所述输送管构造成能够流体连通地将加湿的呼吸气体输送到所述套管。
28.所述输送管构造成联接至所述基本单元的呼吸气体出口。
29.所述加湿单元构造成可拆卸地联接至所述基本单元。
30.所述加湿单元构造成配合到所述基本单元的腔中。
31.罐或氧气浓缩器被构造成联接至所述基本单元。
32.所述加湿单元包括集管部件,所述集管部件具有用于联接至所述基本单元的一个或多个端口。
33.所述加湿单元包括流体入口端口,所述流体入口端口用于接收所述流体的流。
34.所述加湿单元构造成提供湿度处于26至56毫克每升的范围内的呼吸气体。
35.加湿的呼吸气体具有大于或等于8升每分钟的流率。
36.因此,本文公开用于制造和组装蒸汽传递筒的系统、方法以及装置,所述蒸汽传递筒允许将最大数量的纤维配合至筒中,以用于在实施加湿的呼吸气体治疗中使用。例如,通过以至少三个分立的部件制造蒸汽传递筒(其中每个部件被设计成用于特定的功能),增加了组装好的蒸汽传递筒的内部横截面面积。例如,制造带有三个部件的蒸汽传递筒允许形成带有恒定且最大化的内部横截面面积的中心管。两个集管部件被设计成减弱和引导供给至蒸汽传递筒中的水的力,同时确保适当的循环。最大化数量的纤维通过提供纤维的足够的表面面积以及一致的润湿而允许所述筒有效地加湿气体。
37.另外地或替代地,所述系统、方法以及装置可以被精确设计以便在组装时适配现有系统。例如,蒸汽传递筒可以被用于需要特定的形状和尺寸的现有的基本单元中,因为三件式制造允许模块化调节来精确地对准部件以及调整所述部件的尺寸。例如,通过使中心管与集管分离,中心管的尺寸在组装蒸汽传递筒之前不需要那么严格。此外,通过设计带有通道连接部的集管,可以遵循不那么严格的公差。例如,挤制的中心管可以“浮动”于所述通道内并且在所选择的位置处粘合以便获得所需的长度和位置。同样地,通过在组装期间固定来完成蒸汽传递筒上的端口的对准以便精确地对准端口。
38.另外,将集管设计成单独的部件允许使用在入口端口处结合至集管设计中的低剖
面挡板,以防止高的水压力损坏纤维、防止不一致地润湿纤维,并且适当地引导水在整个筒各处的分配,而同时不会限制可以配合至筒中的纤维的数量。例如,结合至集管设计中的挡板引导流体流通过整个筒,并且防止高压水在进入筒时直接地撞击纤维。
39.在一个方面中,蒸汽传递筒包括中心管、第一集管部件、第二集管部件以及多根纤维。所述中心管沿着第一轴线从第一端部延伸至第二端部,并且在整个长度各处具有连续的内径。所述连续的内径允许可以配合至中心管中的纤维的数量被最大化,以用于有效地加湿呼吸气体。第一集管部件被构造成盖并且联接至所述中心管的第一端部。第一集管部件包括围绕所述集管部件的内圆周的通道、第一端口以及挡板。集管部件中的通道使得中心管能够“浮动”于所述通道中,从而允许在管长度方面的不那么严格的公差并且允许使用各种长度的中心管。第二集管部件联接至中心管的第二端部。所述多根纤维沿着中心管的轴线从所述第一端部至所述第二端部布置。
40.单个集管部件可以包括多个端口和/或多个端口可以散布于多个集管部件和端盖之间。通过将端口分散至所述集管部件和/或端盖,蒸汽传递筒可以与各种基本单元一起使用,而无需修改所述中心管。第二集管部件可以包括第二端口。蒸汽传递筒可以包括联接至第一集管部件的第一端盖以及联接至第二集管部件的第二端盖。第一端盖包括第三端口并且第二端盖包括第四端口。在某些实施方式中,第一端口、第二端口、第三端口以及第四端口沿着一纵向轴线对准。由三个分立的部件组装所述蒸汽传递筒允许所述端口能够在组装期间精确地对准和间隔开,以使得所述蒸汽传递筒的端口可以被插入至预先存在的系统中的接收阀或端口中。在某些实施方式中,这些端口附接至基本单元上的水入口、水出口、空气入口以及空气出口。在某些实施方式中,空气入口联接至所述第一端口并且以约8升/分钟(lpm)提供气体。在某些实施方式中,空气出口联接至第二端口,并且第二端口提供带有在26
‑
56mg/l的范围内的湿度的气体。高气体流速和高度加湿的气体允许所述蒸汽传递筒与高流量治疗系统一起使用。
41.在某些实施方式中,所述通道包括使所述中心管对准并且定中的肋。在某些实施方式中,所述中心管浮动于所述肋上以便实现所期望的筒长度。肋的数量可以变化。例如,在某些实施方式中,存在三个或更多个肋。在某些实施方式中,存在十二个或更多个肋。
42.所述挡板可以具有各种形状以便引导水。例如,基于挡板的形状,可以以特定的角度或以特定的速率偏转水。在某些实施方式中,挡板为带有分散盖的十字形挡板。所述十字形挡板可以允许以多个角度偏转水。通过以多个角度偏转水,减小任意单个角度处的以及纤维上的撞击点处的水压力,从而防止损坏纤维。挡板可以不同程度地延伸至所述中心管中。在某些实施方式中,挡板延伸至中心管中约4mm或更小。通过延伸至中心管中约4mm或更小,减小了在插入期间缠绕纤维的风险。此外,通过延伸至中心管中约4mm或更小,增加了中心管的内部空间,从而允许更多的纤维被插入至中心管中。挡板设计还可以帮助确保整个中心管各处的水的输送。在某些实施方式中,挡板提供全向水输送。全向水输送促进了水在整个中心管各处的行进以及纤维的一致润湿而不会损坏靠近所述挡板的纤维。为了降低工具加工的要求以及降低中心管的制造成本,可以将挡板结合至集管部件中。在某些实施方式中,挡板与第一集管部件模制在一起,这增加了内部空间、提供更好的水偏转并且提供更好的水输送。在某些实施方式中,挡板与第一集管部件齐平并且可以在制造之后被推动至所述筒的内腔中,从而增加用于插入纤维的内部空间。在某些实施方式中,第一集管部件和
第二集管部件各自包括靠近所述通道的倾斜的区域,所述倾斜的区域在组装期间将所述多根纤维定中并且引导所述多根纤维。
43.纤维可以具有不同的直径。此外,每根纤维的直径可以为相同的的或可以为不同的。在某些实施方式中,所述多根纤维中的每根纤维具有约0.7mm的直径。给定一致的润湿,约0.7mm的直径提供足够的纤维表面面积以便有效地加湿通过纤维的气体。在某些实施方式中,所述多根纤维为多孔纤维。在某些实施方式中,所述多根纤维为无孔纤维。在某些实施方式中,所述多根纤维为中空纤维管。在某些实施方式中,第一端口在端部处包括卡钩部。所述卡钩部可以允许所述端口与预先存在的系统的水阀相接合。
44.在另一个方面中,一种制造蒸汽传递筒的方法包括将中心管的第一端部配合至第一集管部件中。中心管具有第一端部和第二端部以及连续的内径以便允许最大数量的纤维配合于内部。第一集管部件为带有围绕所述第一集管部件的内圆周的通道的盖。第一集管部件还包括在所述第一集管部件的侧面上的至少一个端口以及构造于所述端口处的挡板。所述方法还包括:将所述第一集管部件的通道联接至中心管的所述第一端部;将中心管的所述第二端部配合至第二集管部件中;将所述第二集管部件的通道联接至中心管的所述第二端部;以及通过第二集管部件将纤维插入至中心管中。
45.在某些实施方式中,所述方法还包括将第一集管部件的至少一个端口与第二集管部件的至少一个端口对准。对准这些端口允许所述蒸汽传递筒配合至现有系统、为手持装置提供舒适的手部位置、和/或改善水输送。在某些实施方式中,将纤维放置于中心管的第二端部中还包括将足以填充中心管的许多根纤维放置至所述中心管的第二端部中。在某些实施方式中,足以填充中心管的许多根纤维为大约250
‑
700 根纤维。在某些实施方式中,以六方密堆积(hcp:hexagonally closepacked)填充结构将纤维放置于中心管的第二端部中。在某些实施方式中,第一集管部件还包括在所述至少一个端口处的挡板。
46.使用中心管和集管部件布置还提供在制造期间将纤维固定于中心管中的益处。例如,在将集管部件组装至中心管上之前,纤维可以被更容易地插入至所述中心管中和/或在所述中心管中排成一线。在某些实施方式中,所述方法还包括将灌封材料注射至第一集管部件和第二集管部件中的至少一个中。在组装期间,所述灌封材料可以使纤维粘合。在某些实施方式中,所述方法还包括使蒸汽传递筒离心,以使得所述灌封材料沉积于中心管的毗邻第一集管部件的第一侧处以及沉积于中心管的毗邻于第二集管部件的第二侧处。在某些实施方式中,所述方法还包括将第一端盖联接至第一集管部件的端部,以及将第二端盖联接至第二集管部件的端部。在某些实施方式中,第一端盖包括气体入口端口并且所述第二端盖包括气体出口端口。
47.所公开的特征可以以任何组合和子组合(包括多个从属组合和子组合)的方式与本文中所描述的一个或多个其它特征一起实施。以上所描述或示出的各个特征(包括其任何构件)可以组合或集成于其它系统中。而且,某些特征可以被省略或不实施。
附图说明
48.通过结合附图考虑以下的具体描述,上述以及其它目的和优点将变得显而易见的,在附图中相同的附图标记始终指代相同的部件,并且其中:
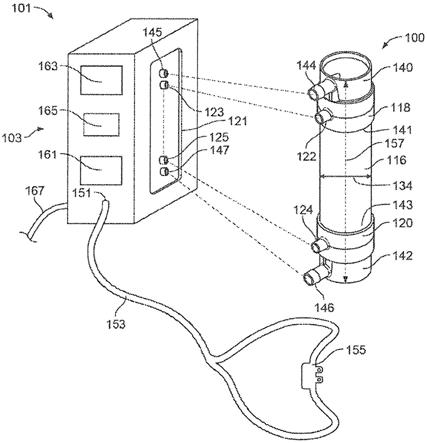
49.图1示出说明性的呼吸治疗系统;
50.图2示出具有三个部件以及恒定内径的说明性的蒸汽传递筒;
51.图3示出具有三个部件且带有端盖的说明性的蒸汽传递筒;
52.图4示出说明性的蒸汽传递筒,其中端口位于蒸汽传递筒的两端;
53.图5示出具有三个部件的蒸汽传递筒的说明性分解视图;
54.图6示出具有三个部件的蒸汽传递筒中的集管部件的说明性视图;
55.图7示出具有三个部件的蒸汽传递筒的说明性横截面视图;
56.图8示出全向挡板的说明性视图;
57.图9示出在蒸汽传递筒内的来自图6的全向挡板的流动模式的说明性视图;
58.图10示出替代的挡板设计的说明性视图;以及
59.图11示出制造具有三个部件的蒸汽传递筒的方法的流程图。
具体实施方式
60.为了提供对本文中所描述的系统、装置以及方法的全面的理解,将描述特定的说明性实施例。虽然本文中所描述的实施例和特征被具体地描述成用于与高流量治疗(hft)系统结合使用,但是应当理解的是,下面所概述的所有的构件和其它特征可以以任何合适的方式彼此组合,并且可以适用且应用于需要气体的加热和/或加湿的其它应用,比如透析器的制造。此外,本文中所描述的加热的和加湿的气体被描述成用于与hft一起使用并且通过套管被分配至患者,但是应当理解的是,加湿的气体可以被用于任何合适类型的呼吸治疗中并且与任何合适的呼吸治疗装置一起使用,其包括低流量氧气治疗、气道持续正压通气治疗(cpap)、机械换气、氧气面罩、文丘里面罩以及气管切开用面罩。
61.本文中所描述的系统、方法以及装置允许将最大数量的纤维配合至筒中,用于在实施加湿的呼吸气体治疗中使用。例如,以至少三个分立的部件制造蒸汽传递筒,使得中心管能够被挤制为可以接收更多纤维的恒定的内径。以三个部件制造筒允许形成具有恒定且最大化的内部横截面面积的筒,使得可以将最大数量的纤维插入至筒中而不会存在限制纤维的数量的最小内径。最大化数量的纤维通过提供具有足够的表面面积以及一致的润湿程度的纤维而使得所述筒能够有效地加湿气体。
62.另外地或替代地,可以精确地组装系统、方法以及装置以便适配现有系统。蒸汽传递筒通常被配合至特定系统,这要求以一定的尺寸制造蒸汽传递筒。例如,蒸汽传递筒可以用于需要特定的形状和尺寸的现有的基本单元中,因为三件式制造允许调节以便精确地对准部件和调整部件尺寸。可以以不那么严格的公差制造挤制的中心管,因为将中心管组装至集管部件上的通道中允许中心管“浮动”于通道内并且允许中心管在一定的位置处粘合以获得所需的长度。通过在组装期间的固定来完成蒸汽传递筒上的端口的对准以便精确地对准端口。在某些情况下,蒸汽传递筒可以被设计成由患者抓持或者放置于患者近侧(“患者近侧”装置)。这样的情况还要求蒸汽传递筒具有一定的尺寸,以为了在抓持装置或使装置靠近患者时的患者的舒适度。
63.另外,端口处的低剖面挡板防止纤维的不一致的润湿并且将水分散于整个筒各处,而同时不限制可以配合至筒中的纤维的数量。在组装蒸汽传递筒期间,低剖面挡板防止纤维钩在挡板上。挡板引导流体流通过整个筒各处,并且防止高压水进入筒时直接地撞击纤维。
64.这些系统、方法以及装置允许在大小有限的筒内实现最大的内径,以便允许可以配合至筒中的纤维的数量被最大化。这有效地加湿用于 hft系统的呼吸气体以及有效地利用空间。制造具有三个或更多个部件的蒸汽传递筒而非增加系统的尺寸的方法使得可用的空间最大化。流体入口和出口端口上的低剖面挡板进一步使可用于纤维的空间最大化并且保护纤维免受流体流影响,同时提供对纤维的一致的润湿以用于加湿呼吸气体。
65.图1示出说明性呼吸治疗系统101,其包括蒸汽传递筒100、基本单元103以及用于将加湿的气体输送至患者的套管155。基本单元103 包括鼓风机161、加热器163、泵165以及气体源167。基本单元103 包括气体出口145、气体入口147、流体出口123以及流体入口125。蒸汽传递筒100包括中心管116、包括有第一端口122的第一集管部件118、包括有第三端口144的第一端盖140、包括有第二端口124 的第二集管部件120以及包括有第四端口146的第二端盖142。中心管116在第一端部141处联接至第一集管部件118。第一集管部件118 联接至第一端盖140。中心管116在第二端部143处联接至第二集管部件120。第二集管部件120还联接至第二端盖142。中心管116包括膜,所述膜可以被构造为纤维(未示出),所述纤维沿着纵向轴线157 从第一端部141至第二端部143排成一线。
66.蒸汽传递筒100被设计成与基本单元103接合。这样,存在必须满足的特定的尺寸以便允许蒸汽传递筒100(特别是水端口和气体端口)与基本单元103之间的成功的联接,例如,通过将所述蒸汽传递筒插入至空腔121中。基本单元103的能力(比如易得到的气体流速或流体流速)可能需要改变蒸汽传递筒100的性质。因为蒸汽传递筒100必须适配基本单元103,所以不能改变蒸汽传递筒100的尺寸。然而,对蒸汽传递筒100的其它改变(比如蒸汽传递筒100中的纤维的数量或尺寸的改变)可以使得能够在蒸汽传递筒100的尺寸约束内增加呼吸治疗系统101的效率。
67.由多个构件制造蒸汽传递筒100而非将蒸汽传递筒100以工具加工成单个元件使得允许中心管116由挤制来制造,并且并非在集管附接的情况下以工具加工中心管116,从而使得能够在整个中心管116 各处使蒸汽传递筒100的内径134最大化。工具加工的蒸汽传递筒在中心管的中心点处具有最小直径,因为直径必须增加以允许工具脱离,这限制了可以插入至管中的纤维的数量。
68.鼓风机161可以替代地为空气压缩机或者可以被省略以被壁式空气源所代替。基本单元103上的气体出口145联接至第三端口144并且将气体提供至蒸汽传递筒100。可以以8升/分钟(lpm)或更高的速率将气体提供至蒸汽传递筒100。可以以10lpm、12lpm、14lpm 或16lpm的速率将气体提供至蒸汽传递筒100。气体源167所提供的气体可以为医疗或医院环境中的供应气体或壁式气体。替代地,气体源167所提供的气体可以由罐或由氧气浓缩器系统供应。气体行进通过蒸汽传递筒100内的纤维并且在第四端口146处离开蒸汽传递筒 100。第四端口146联接至气体入口147。基本单元103上的流体出口 123联接至第一端口122并且将流体提供至蒸汽传递筒100。流体行进通过蒸汽传递筒100并且在第二端口124处离开蒸汽传递筒100。第二端口124联接至基本单元103上的流体入口125。
69.在蒸汽传递筒100中,加热的流体通过膜(未示出)与气体相互作用,从而加热和加湿气体。流体和加湿的气体在气体入口147和流体入口125处从蒸汽传递筒100进入基本单元103。加湿的气体在呼吸气体出口151处离开基本单元103。加湿的气体通过由医疗级管道所组成的气体管153从基本单元103传递至套管155,在所述套管处加湿的气体被施加至患
者。
70.膜可以由布置于蒸汽传递筒100中的多根中空纤维组成。膜可以为多孔的或无孔的。蒸汽传递筒100的恒定的内径134允许将最大数量的纤维插入至蒸汽传递筒100中的可用空间中,以用于利用加热的流体有效且一致地润湿纤维的表面面积,从而有效地加湿纤维内部的气体。通过以多个部件制造来使蒸汽传递筒100的内径134最大化,从而使配合于中心管116中的纤维的数量最大化。这允许在给定的空间约束的情况下有效地加湿气体,比如约束为蒸汽传递筒100必须配合至基本单元103的空腔121中。在某些实施方式中,蒸汽传递筒100 并不直接地联接至基本单元103,而是由患者手持或放置于患者近侧,比如被捆绑至床栏杆。在这样的情况下,为了患者的舒适度,蒸汽传递筒100被制造成维持一定的尺寸。在某些实施方式中,通过改变中心管116的长度可以调节蒸汽传递筒100的长度,以便舒适地适配患者的手。例如,可以为儿童患者制造较短的蒸汽传递筒100,并且可以制造较大的蒸汽传递筒以便适应成人患者。在某些实施方式中,中心管116被挤制成使得可以调节中心管116的长度以便提供较大的蒸汽传递筒100以用于更快地加湿,或者以便适配各种基本单元103。
71.由多个构件制造蒸汽传递筒100允许端口精确地对准以便与基本单元103上的出口、入口或阀接合。第一端口122、第二端口124、第三端口144以及第四端口146在蒸汽传递筒100的侧面上沿着纵向轴线157对准,但是替代地端口可以在蒸汽传递筒100上被布置成适应其它的基本单元103或系统。例如,在某些实施方式中,端口设置于蒸汽传递筒100的两端部处,以便允许流体和气体的流轴向通过蒸汽传递筒100。在某些实施方式中,第三端口144和第四端口146定位于蒸汽传递筒100的两端部上,例如,定位在第一端盖140的和第二端盖142的端部处,而第一端口122和第二端口124定位于于蒸汽传递筒100的侧面上。在某些实施方式中,第一端口122、第二端口124、第三端口144以及第四端口146都定位于第一端盖140的和第二端盖 142的端部处。将端口定位于第一端盖140的和第二端盖142的端部处可以有利于其中由患者抓持蒸汽传递筒100的实施方式,因为将端口定位于端部处防止在处理期间扭结并且允许更容易抓持蒸汽传递筒100。在某些实施方式中,端口可以根据基本单元上的端口或阀的布置而间隔开或对准,从而允许简单地制造多种设计或类型的蒸汽传递筒 100以便适配各种基本单元103。
72.在蒸汽传递筒100上,第一集管部件118与第二集管部件120相同。替代地,在某些实施方式中,第一集管部件118与第二集管部件 120不同,以使得将侧部彼此区分开以便于将蒸汽传递筒100正确放置于基本单元103中。在某些实施方式中,第一集管部件118包括第一端盖140,第二集管部件120包括第二端盖142,而不是单独地制造集管部件和端盖。在某些实施方式中,制造附接有第一集管部件118 的中心管116,并且在插入纤维之后添加第二集管部件120。在某些实施方式中,第一端盖140和第二端盖142中的一个或两个的顶部为半球形。在某些实施方式中,第一端盖140和第二端盖142中的一个或两个的顶部为平坦的。端盖的顶部的形状可以将侧部彼此区分开,以便于将蒸汽传递筒100定位于基本单元103中。在某些实施方式中,传感器(未示出)设置于蒸汽传递筒100或基本单元103上,所述传感器检测蒸汽传递筒100被合适地定位于基本单元103中。
73.蒸汽传递筒100可以从基本单元103拆除并且构造成为一次性的。一次性的蒸汽传递筒100使得基本单元103能够由一个或多个患者重复地使用,同时允许更换含有纤维与膜
的蒸汽传递筒100。虽然无孔膜抵抗细菌的进入,但是通过蒸汽传递筒100的恒定的流体流使得需要定期更换蒸汽传递筒100。为了可易于互换,蒸汽传递筒100包括连接至基本单元103的精确地间隔开的流入端口和流出端口。蒸汽传递筒100的制造必须产生具有特定的长度135的蒸汽传递筒100,其具有精确间隔开的对准的端口。
74.图2示出说明性的蒸汽传递筒200,其包括中心管216、第一集管部件218以及第二集管部件220。与被模制为单个元件的先前的蒸汽传递筒相反,单独地形成中心管216、第一集管部件218以及第二集管部件220。单独地形成部件允许挤制而不是模制中心管216,从而使得降低成本并且允许恒定的内径。被模制成单个元件的蒸汽传递筒在中心管的中心处具有最小直径,以使得工具不会被卡住。然而,在模制的单件式蒸汽传递筒中,该最小直径为决定可以配合至蒸汽传递筒中的纤维的数量的限制因素。单独地形成中心管216、第一集管部件 218以及第二集管部件220提供其中可以配合有最大数量的纤维的恒定的内径234。中心管216被形成为带有恒定的内径234的中空管。通过将中心管216构造成带有恒定的内径的中空管,使其中可以插入有纤维的空间被最大化。第一集管部件218包括第一集管端部217、第二集管端部219、第一通道230、第一端口222以及第一端盖槽226。第一集管部件218在第一集管端部217与第二集管端部219之间被构造成中空管。将第一集管部件218构造成中空管允许通过第一集管部件218将纤维插入至蒸汽传递筒200中。第一通道230在第一集管端部217处围绕第一集管部件218的圆周设置。第一端口222靠近第一集管端部217设置并且提供带有喷嘴的入口,所述喷嘴从第一集管部件的中心径向向外延伸。第一挡板236在第一端口222处设置于蒸汽传递筒200内部。第一端盖槽226设置于第一端口222附近,以作为朝第一集管部件218的第二集管端部219定向的、围绕第一集管部件 218的外部的通道或凹穴。第一通道230被构造成接收中心管216的端部以便将第一集管部件218联接至中心管216。通过将第一通道230 定位于第一集管部件218上,中心管216与第一集管部件218的连接具有较高的公差。第二集管部件220包括第三集管端部227、第四集管端部229、第二通道232、第二端口224以及第二端盖槽228。与第一集管部件218类似,第二集管部件220在第三集管端部227与第四集管端部229之间被构造成中空管。第二通道232在第三集管端部227 处围绕第二集管部件220的圆周设置。第二端口224靠近第三集管端部227设置,并且提供带有喷嘴的出口,所述喷嘴从第二集管部件的中心径向向外延伸。第二挡板238在第二端口224处设置于蒸汽传递筒200内部。第二端盖槽228设置于第二端口224附近,以作为朝第二集管部件220的第四集管端部229定向的、围绕第二集管部件220 的外部的通道或凹穴。第二通道232被构造成接收中心管216的端部以便将第二集管部件220联接至中心管216。第一端盖槽226和第二端盖槽228被构造成接收端盖(未示出),所述端盖包括用于呼吸气体的流入和流出的附加的端口。
75.中心管216、第一集管部件218以及第二集管部件220被制造成三个单独的部件,所述三个单独的部件然后被组装以形成蒸汽传递筒 200。以三个单独的元件形成这些部件允许蒸汽传递筒200能够被构造成特定的尺寸,同时使其中可以插入有纤维的空间最大化以确保有效地加湿气体。可以通过挤制或模制形成中心管216。可以模制第一集管部件218和第二集管部件220。通过单独地制造中心管216、第一集管部件218以及第二集管部件220,中心管216的内径234在中心点处不会受限,并且使可以配合于中心管216的可用的横截面区域中的纤维的数量最大化。中心管216的恒定的内径234可以为约28mm。
76.在某些实施方式中,恒定的内径234为约25mm、26mm、27mm、 28mm、29mm、30mm、35mm、40mm或其它任何合适的内径。
77.在某些实施方式中,挤制的中心管216具有最小内径,该最小内径比具有相同外部尺寸的模制的中心管大多达50%。
78.虽然图2示出没有端盖的蒸汽传递筒,但是图3示出具有附接的端盖的说明性蒸汽传递筒300。蒸汽传递筒300包括中心管316、包括有第一端口322的第一集管部件318、包括有第二端口324的第二集管部件320,包括有第三端口344的第一端盖340以及包括有第四端口346的第二端盖342。中心管316被构造成带有第一端部341和第二端部343并且带有恒定的内径334的中空管。中心管316在第一端部341处联接至第一集管部件318,并且在第二端部343处联接至第二集管部件320。第一集管部件318在与中心管316相联接的相对的端部处联接至第一端盖340。第二集管部件320在与中心管316相联接的相对的端部处联接至第二端盖342。第一端口322包括第一入口 348以及第一加强接合件350。第二端口324包括第一出口364以及第二加强接合件354。第三端口344包括第一入口352、第三加强接合件 370以及第一卡钩部356。第四端口346包括第二出口366、第四加强接合件372以及第二卡钩部368。将加强接合件350、354、370以及 372添加至第一端口322、第二端口324、第三端口344以及第四端口 346的基部,以便稳定端口与集管的联接,特别是在插入至基本单元联接件中以及从基本单元联接件移除期间。通过添加加强接合件350、 354、370以及372,端口更牢固并且在被附接至基本单元时或在被操作时不易折断。在蒸汽传递筒300为患者近侧单元或手持单元的实施方式中,这样的加强接合件使蒸汽传递筒300能够承受在使用中可能发生的额外的冲撞或压力。第一卡钩部356和第二卡钩部368允许蒸汽传递筒300通过与基本单元的入口和出口处的垫圈接合而被牢固地联接至基本单元(例如,图1中的基本单元103)。
79.第一端口322、第二端口324、第三端口344以及第四端口346 沿着蒸汽传递筒300的纵向轴线357对准。第一端口322、第二端口 324、第三端口344以及第四端口346的对准允许蒸汽传递筒能够容易地与基本单元上的入口和出口联接和脱离联接。此外,可以在组装中心管316、第一集管部件318以及第二集管部件320期间调节蒸汽传递筒300的长度335,使得长度335在多个蒸汽传递筒300上是一致的。这样,蒸汽传递筒300被制造成被一次性地使用或者可互换地与基本单元一同使用。
80.虽然图3示出具有沿着蒸汽传递筒的侧面对准的端口的说明性蒸汽传递筒,但是图4示出其中两个气体端口定位于蒸汽传递筒400的相对的两端部处的说明性蒸汽传递筒400。端口可以定位于蒸汽传递筒400的端部处,以便更好地适配现有的基本单元系统或者以便为手持式装置或患者近侧装置提供舒适且安全的配合。蒸汽传递筒400包括中心管416、第一集管部件418、第二集管部件420、第一端盖440 以及第二端盖442。第三端口444设置于蒸汽传递筒400的顶部处的第一端盖440的顶端处,第四端口446设置于蒸汽传递筒400的底部处的第二端盖442的顶端处。第一端口422和第二端口424分别设置于第一集管部件418的侧面以及第二集管部件420的侧面上。
81.在某些实施方式中,第一端口422和第二端口424也与第三端口444和第四端口446一样设置于第一端盖440的端部和第二端盖442 的端部处。将端口中的一个或多个放置于蒸汽传递筒400的端部上可以利用轴向流动模式来将气体和水中的一种或两种提供给蒸汽
传递筒 400中的纤维。将端口从蒸汽传递筒400的侧面移动至端部还可以使更多的纤维能够被配合至空间中,因为挡板被因此放置于蒸汽传递筒 400的端部处而不是侧面处。通过将端口和挡板从蒸汽传递筒400的侧面移动至端部,中心管416和蒸汽传递筒400的内径434被最大化以便配合可能的最大数量的纤维。此外,将挡板移动至蒸汽传递筒400 的端部还防止纤维在被插入至蒸汽传递筒400中期间缠绕于挡板上。
82.在某些实施方式中,可以在第一端盖440和/或第一集管部件418 内构造一个或多个通道(未示出),以便将来自第三端口444的流入物从第一端盖440的端部引导至中心管416的本体中。可以在第二端盖 442和/或第二集管部件420内构造类似的通道。在某些实施方式中,当第三端口444定位于蒸汽传递筒400的端部处时,第一集管部件418 和第一端盖440被构造成单个元件。在某些实施方式中,第一集管部件418和第一端盖440被构造成单独的元件并且在制造期间在不同的时间被附接至蒸汽传递筒400,以便允许纤维或灌封材料能够被插入至蒸汽传递筒400中。在某些实施方式中,第三端口444和第四端口 446中的仅一个被定位于蒸汽传递筒400的端部上。
83.图5示出蒸汽传递筒500的说明性分解图,所述蒸汽传递筒包括中心管516、第一集管部件518以及第二集管部件520。第一集管部件 518包括第一端口522以及用于联接至端盖(未示出)的第一端盖槽 526。第二集管部件520包括第二端口524、第二通道532以及定中肋 576。中心管516具有第一端部541和第二端部543。中心管516具有内径534,该内径在中心管516的整个长度各处为恒定的。蒸汽传递筒500在中心管516中具有其最宽的内径534,并且蒸汽传递筒500 的内径在中心管516与第一集管部件518和第二集管部件520之间的联接部处减小。中心管516中的最大内径534允许插入至中心管516 中的纤维的数量最大化。
84.中心管516在第二端部543处与第二集管部件520的联接(以及在第一端部541处与第一集管部件518的联接,未示出)允许通过中心管516在第二通道532内的稍微的轴向调节来调节蒸汽传递筒500 的长度。在中心管516与第一集管部件518和第二集管部件520联接期间,中心管516的第一端部541被插入至第一通道(例如,图3中的第一通道330)中并且使用聚氨酯或任何类似的合适粘合剂材料将所述第一端部固定于第一通道内。将第一集管部件518保持于适当位置中,然后将中心管516的第二端部543插入至第二通道532中,该第二通道也包括聚氨酯或另一种固定或粘合剂物质。中心管516在定中肋576上延伸,该定中肋将中心管516定中并且使中心管516形成为圆形形状。在定中肋576上将中心管516接合至第一集管部件518 允许中心管516被定中于第一通道中,使得蒸汽传递筒500具有精确的形状和尺寸。此外,定中肋576防止中心管516在第一通道内移动至一侧边。第一通道也包括定中肋(未示出)。
85.中心管516的第二端部543可以插入至第二通道532中,使得第二端部543或多或少地延伸至第二通道532中,从而通过增加或减少中心管516的第二端部543与第二集管部件520之间的重叠部分来增加或减少蒸汽传递筒500的总长度。对中心管516的长度的这种调节允许控制蒸汽传递筒500的总长度,以便配合至基本单元(例如,图 1中的基本单元103)中。可以允许中心管516轴向地“浮动”于第二通道532内,以便提供所需长度的蒸汽传递筒500。使中心管516在组装期间浮动允许中心管能够具有不那么严格的公差,因为可以通过中心管516在第一通道内的关联来解决管长度的微小的变化。在某些实施方式中,在中心管516的长度方面允许+/
‑
1mm的公差,可以通过调节第二端部543延伸至第二集管部件520中
的量来适应所述公差。中心管516的第二端部543可以按照实现蒸汽传递筒500的期望总长度的量而插入至第二通道532中。在组装蒸汽传递筒500期间,可以保持第一集管部件518和中心管516,而使第二集管部件520移动至中心管516的第二端部543上的适当的位置,以便实现蒸汽传递筒500 的期望总长度。中心管516的可调节的长度还允许在长度方面以不那么严格的公差挤制中心管516。
86.在将中心管516与第一集管部件518和第二集管部件520联接期间使第一端口522和第二端口524对准。可以在组装期间通过固定来对准第一端口522和第二端口524。固定第一端口522和第二端口524 确保第一集管部件518上的端口和第二集管部件520上的端口对准。此外,在组装期间的固定确保第一端口522和第二端口524相对于彼此被精确定位。在某些实施方式中,端口不沿着纵向线对准,而是可以以任何合适的顺序定位于蒸汽传递筒500上以便适配现有的基本单元。以多个部件制造蒸汽传递筒500允许端口以各种取向定位,以便适配各种基本单元。
87.图6示出包括有定中肋674的第一集管部件618的说明性视图。第一集管部件618包括第一端盖槽626、第一通道630、定中肋674 以及第一入口648。定中肋674在第一通道630内从第一通道630的第一表面669延伸。定中肋674可以从第一表面669延伸至第一通道 630中约0.5mm。定中肋674可以围绕第一通道630的圆周间隔开。在第一通道630中包括定中肋674允许中心管能够在组装期间在第一集管部件618上被定中,而不是如在没有定中肋674的情况下可能发生的那样偏至一侧或另一侧。精确的定中允许蒸汽传递筒能够具有精确的尺寸和形状以便配合至现有的基本单元中。第一通道630的第一表面669上的定中肋674允许中心管(未示出)在定中肋674上滑动,从而使中心管616定中并且成形,同时还允许将中心管以实现蒸汽传递筒的合适总长度的量插入至第一通道630中。在某些实施方式中,存在三个定中肋674。在某些实施方式中,存在围绕第一通道630的圆周而在第一表面669上间隔开的三个、四个、六个、八个、十个、十二个、十六个或任何合适数量的定中肋674。在某些实施方式中,定中肋674不接触第一通道630的第二表面671。定中肋674允许能够调节中心管的长度以便产生不同长度的蒸汽传递筒,或者允许在中心管的生产期间遵循不那么严格的公差同时仍然实现蒸汽传递筒的精确长度以便适配现有系统。
88.图7示出蒸汽传递筒700的说明性横截面视图,所述蒸汽传递筒包括中心管716、第一集管部件718、第二集管部件720以及纤维778。第一集管部件718包括第一通道730、第一定中肋774、第一端口722 以及第一端盖槽726。第二集管部件720包括第二通道732、第二定中肋776、第二端口724以及第二端盖槽728。第一端口722包括第一加强接合件750以及第一入口748。第一端口722还在第一入口748处、在第一集管部件718内部包括第一挡板736。第一挡板736用来分散在第一入口748处进入蒸汽传递筒700的流体。第二端口724包括第一出口764和第二挡板738。第二挡板738迫使流体从多个方向进入第一出口764并且防止纤维778从第一出口764被吸出。第二挡板738 还可以允许蒸汽传递筒700可逆地联接至基本单元,即,其中第二端口724充当入口而非出口。允许蒸汽传递筒700以多个取向联接至基本单元可以增加蒸汽传递筒700的易用性。
89.第一集管部件718在第一通道730的内边缘处包括第一边缘斜面 775。第一边缘斜面775在纤维778被插入至蒸汽传递筒700中时定中所述纤维。另外,第一边缘斜面775朝中心管716的壁倾斜,以使得在插入纤维778期间,纤维778不会被捕获于第一通道730中。相
反,通过边缘斜面775将纤维778引导至第一集管部件518中。第二集管部件720还可以包括第二边缘斜面777。第一边缘斜面775和第二边缘斜面777可以具有约45
°
的斜率。替代地,第一边缘斜面775和第二边缘斜面777可以具有25
°
、30
°
、45
°
、50
°
、60
°
的斜率或其它任何合适的斜率。在组装蒸汽传递筒700期间,在第一集管部件718和第二集管部件720中的一个或两个联接至中心管716之前,将纤维778 插入至中心管716中。第一边缘斜面775和第二边缘斜面777可以在将第一集管部件718和第二集管部件720放置到中心管716上期间将纤维引导至集管中。
90.通过灌封材料780将纤维778保持于蒸汽传递筒700内的适当的位置,该灌封材料允许气体在纤维778的开口端处进入所述纤维并且沿方向782运动通过纤维778。流体在第一端口722中的第一入口748 处进入蒸汽传递筒700并且被第一挡板沿多个方向分散。流体接触纤维778的外部、与纤维778相互作用,并且流体对穿过纤维778的气体进行加湿。气体继续通过纤维778并且离开蒸汽传递筒700。
91.纤维778被定位于中心管716内,并且沿着纵向轴线557从中心管716的第一端部741至中心管716的第二端部743排成一线。纤维 778以一定的量插入至蒸汽传递筒700中以便填充由中心管716的内径734所决定的可用空间。利用纤维778填充可用空间引起对纤维内的气体的有效加湿,因为具有给定直径的更多的纤维778形成更多的纤维表面面积,加热的水可以通过所述纤维表面面积加湿气体。纤维 778的直径可以为约0.7mm。替代地,纤维778可以具有约0.3mm、 0.5mm、0.7mm、0.9mm的直径或其它任何合适的直径。可以将多达20、50、100、1000根或其它任何合适数量的纤维778插入至蒸汽传递筒700中。在某些实施方式中,将多根纤维778插入至蒸汽传递筒700中,以使得纤维778具有六方密堆积结构。在某些实施方式中,将纤维778插入至蒸汽传递筒700中,以使得纤维778占据中心管716 的横截面面积的大约50%。替代地,在某些实施方式中,将纤维778 插入至蒸汽传递筒700中,以使得纤维778占据中心管716的横截面面积的大约45%、50%、60%、75%或任何合适的百分比。
92.图8示出在蒸汽传递筒的第一端口822的内部处的全向挡板836 的说明性视图。全向挡板836将水一致地扩散于蒸汽传递筒的整个内部各处,而不损坏挡板836附近的纤维878。挡板836包括外部纵向挡板支撑件884、内部纵向挡板支撑件886,第一侧向挡板支撑件888、第二侧向挡板支撑件890以及分散盖892。外部纵向挡板支撑件884、内部纵向挡板支撑件886、第一侧向挡板支撑件888以及第二侧向挡板支撑件890以十字形构造定位,其中外部纵向挡板支撑件884、内部纵向挡板支撑件886、第一侧向挡板支撑件888以及第二侧向挡板支撑件890中的每个从内部表面894朝第一集管部件的内部延伸。外部纵向挡板支撑件884、内部纵向挡板支撑件886、第一侧向挡板支撑件888以及第二侧向挡板支撑件890与第一端口822流体连通地与挡板开口891上方的分散盖892汇合。流体可以通过挡板836中的四个孔从挡板开口891漏出,所述四个孔由内部表面894以及外部纵向挡板支撑件884、内部纵向挡板支撑件886、第一侧向挡板支撑件888 和第二侧向挡板支撑件890限定。由于三件式设计,可以以工具加工挡板836。例如,可以在工具加工第一集管部件期间形成挡板836。挡板836仅仅延伸至蒸汽传递筒的内部中较短的距离,以便不减少可用于纤维878的空间。挡板836可以在没有底切部的情况下形成,并且对可用于纤维878的空间具有最低侵入性。挡板836被构造成不占据蒸汽传递筒的内部空间,并且被进一步构造成防止纤维878在插入至蒸汽传递筒中期间缠绕于挡板836上。挡板836可以延伸至第一集管部件中约4mm或更小的距离。
替代地,挡板836可以延伸至第一集管部件中大约1mm、2mm、4mm、5mm、10mm的距离或任何合适的距离。第一端盖槽826和第一通道830在第一端口822附近通过。
93.制造不占据蒸汽传递筒的内径的全向挡板836允许针对最大数量的纤维878来保持内径。挡板836仅以较小的量延伸至蒸汽传递筒的中心中,使得挡板836不会占据中心管或第一集管部件中的可用空间。另外,挡板836被设计成防止纤维878在插入至蒸汽传递筒中期间发生缠绕。例如,内部纵向挡板支撑件886被构造成使得在将纤维878 插入至蒸汽传递筒期间,纤维878遇到内部纵向挡板支撑件886的光滑边缘并且被围绕挡板836引导而不是缠绕或被推动通过挡板836。
94.在使用期间,流体通过第一端口822进入并且行进至挡板开口 891。流动至蒸汽传递筒中的流体为高速的水流。进入蒸汽传递筒且直接撞击纤维878的高速流体会损坏或破坏纤维878。流体遇到挡板836 的分散盖892并且被引导变成进入蒸汽传递筒中的具有接近360度的流动半径的全向流。流体从挡板836运动离开并且在与纤维878相互作用之前沿着蒸汽传递筒的内部表面894分散于整个蒸汽传递筒各处。可以改变外部纵向挡板支撑件884、内部纵向挡板支撑件886、第一侧向挡板支撑件888、第二侧向挡板支撑件890以及分散盖892的相对大小和位置,以便促进沿特定方向(例如,朝纤维878的端部) 的流动。
95.挡板836的全向流促使流体流动于整个蒸汽传递筒各处,从而有效且一致地润湿纤维878。此外,分散盖892的定位以及所得到的沿着第一集管部件818的内部表面894的全向流阻止流体被主要引导于第一端口822附近的较少纤维878处。纤维878是易碎的并且在受到高流体力(如来自通过第一端口822的直接的水射流)时可能断裂或伸展。挡板836保护纤维878免受流体流的撞击并且将流体分配于整个蒸汽传递筒各处的纤维878上。
96.挡板836也可以被用在出口端口处。如果单根纤维或纤维组878 被流体的流动拉动至出口中,则蒸汽传递筒的出口端口可能被所述单根纤维或纤维组堵塞。挡板836(包括外部纵向挡板支撑件884、内部纵向挡板支撑件886、第一侧向挡板支撑件888、第二侧向挡板支撑件 890以及分散盖892)覆盖出口端口并且防止出口被堵塞。
97.在某些实施方式中,与所描绘的相比,挡板可以具有更多或更少的挡板支撑件。例如,挡板836可以具有三个挡板支撑件,从而在挡板836中形成三个孔而不是四个孔,水通过所述三个孔进入蒸汽传递筒。挡板836可以被构造成具有两个、三个、四个、五个、六个、八个、十二个或任何合适数量的挡板支撑件。在某些实施方式中,挡板支撑件均等地间隔开。挡板支撑件可以被构造成防止纤维缠绕于挡板 836上。分散盖892可以被成形为圆形。替代地,分散盖892可以被成形为椭圆形、正方形、三角形或任何合适的形状。分散盖892的形状被构造成有利于流体沿特定方向扩散。
98.挡板836可以由各种材料制成,所述各种材料包括各种塑料和聚合物。在某些实施方式中,在制造第一集管部件期间以工具加工挡板 836。在某些实施方式中,挡板836位于中心管的侧面或位于第一端盖的侧面或端部中。在某些实施方式中,挡板836为模制的。在某些实施方式中,挡板836为注塑成型的。在某些实施方式中,在制造之后将挡板836添加至第一集管部件。在某些实施方式中,在制造第一集管部件期间部分地形成挡板836并且稍后完成所述挡板。在某些实施方式中,挡板836被部分地形成并且被塑性变形至最终的形状或位置。
99.图9示出蒸汽传递筒900内的来自图8的全向挡板836的流动模式的说明性视图,其
中通过计算流体动力学(cfd)分析确定所述流动模式。图示997中的蒸汽传递筒900包括中心管916、纤维978、第一集管部件918、第一端盖940、第二集管部件920、第二端盖942、第一挡板936以及第二挡板938。气体通过以下方式流动通过蒸汽传递筒900:在第一端盖940中的第三端口944处开始,通过由灌封材料980保持于适当位置的纤维978,在纤维978内通过中心管916,并且离开第二端盖942中的第四端口946。流体通过以下方式流动通过蒸汽传递筒900:在第一集管部件918中的第一端口922处开始,在这里流体遇到第一挡板936。流体被第一挡板936分散,并且围绕中心管916的内部流动,在这里流体与纤维978相互作用,从而加湿纤维978内的气体。流体在第二集管部件920中的第二端口924处结束,其中流体通过穿过第二挡板938而进入第二端口924。
100.图示997包括流动模式913,其示出流体以均匀流速并且在没有形成通道的情况下通过第一端口922进入至蒸汽传递筒900中的流动。水在整个蒸汽传递筒900各处的一致的运动确保所有纤维被润湿并且可以发生有效的加湿。图示997示出这样的流动模式913:该流动模式由于第一挡板936而从第一端口922被分散并且围绕纤维978以及在整个蒸汽传递筒900运动。流动模式913示出流体在第二端口924 处离开蒸汽传递筒900。流动模式913展示了沿着蒸汽传递筒900的长度对纤维978的有效润湿。围绕第二端口924附近的纤维978的减小的流动模式913部分地是由于用来在整个蒸汽传递筒900的长度各处对纤维978中的气体加湿的流体的损失。
101.图10示出替代的挡板1095的说明性视图。替代的挡板1095包括马蹄形穿孔1096以及马蹄形翼板1098。替代的挡板1095可以被构造成第一集管部件的一部分并且在纤维已经被插入之后延伸至蒸汽传递筒的中心中,从而防止纤维缠绕于替代的挡板1095上。替代的挡板1095形成于第一集管部件的内壁1094中,并且在制造期间可以与壁齐平,从而增加用于插入纤维的内部可用空间。可以在制造第一集管部件期间以工具加工替代的挡板1095,或者可以在制造第一集管部件之后将替代的挡板1095冲压至第一集管部件的内壁1094中。替代的挡板1095被定位于第一端口1022的入口处,成形为内壁1094的局部穿孔的马蹄形穿孔1096在制造期间被定位于所述入口处。在制造蒸汽传递筒(例如,图1中的蒸汽传递筒100,图2中的蒸汽传递筒200,图3中的蒸汽传递筒300,图4中的蒸汽传递筒400,图5中的蒸汽传递筒500)之后,并且在纤维已经被放置于蒸汽传递筒内之后,可以沿方向1099朝蒸汽传递筒的中心向内按压马蹄形穿孔1096,使得马蹄形翼板1098延伸至蒸汽传递筒中。马蹄形翼板1098可以在铰链状联接部处附接至壁,所述铰链状联接部允许马蹄形翼板1098在其弯曲至蒸汽传递筒的内部中的同时保持附接至内壁1094。马蹄形翼板1098 至内壁1094的联接部(在所述联接部处替代的挡板1095弯曲至蒸汽传递筒中)可以被穿孔或刻痕,以便有利于弯曲。
102.替代的挡板1095允许纤维(未示出)被插入至蒸汽传递筒中,而不会由于从第一集管部件的内壁1094延伸的挡板而导致纤维的可用空间的任何减少。可以使用蒸汽传递筒中的全部可用空间插入纤维。在插入纤维之后,可以将替代的挡板1095推动至蒸汽传递筒中以便允许流体进入。替代的挡板1095不会从第一集管部件的内壁1094凸出,直至它被沿方向1099推动。因此,可以插入纤维1078而不用担心在插入期间将纤维1078缠绕于凸出的挡板上。替代的挡板1095沿着第一集管部件的内壁1094、在多个方向上分散流体。替代的挡板1095 可以被定向成朝中心管(例如,图1中的中心管116)引导流体。在某些实施方式中,替
代的挡板1095被定向成引导流体远离中心管。
103.替代的挡板1095也可以被用在出口端口(未示出)处。替代的挡板1095防止纤维1078被拉动至出口端口中,在所述出口端口处纤维会阻挡离开蒸汽传递筒的流体的流动。
104.替代的挡板1095位于第一集管部件的侧面中。替代地,在某些实施方式中,替代的挡板1095位于第一端盖的侧面中。在某些实施方式中,替代的挡板1095位于第一端盖的端部中。在某些实施方式中,替代的挡板1095位于中心管内。在某些实施方式中,挡板形成于中心管中。在某些实施方式中,通过将第一集管部件上的端口与中心管的一部分对准而形成挡板,使得通过该端口进入的流体遇到中心管的外边缘并且被向上引导、引导于中心管的端部之上并且被引导至中心管的本体中。使用中心管作为挡板的一部分可以降低制造的复杂性并且进一步防止纤维的缠绕,因为不存在延伸至中心管中的部件。
105.在某些实施方式中,在制造第一集管部件期间制造替代的挡板 1095。替代地,替代的挡板1095可以稍后被添加至第一集管部件。在某些实施方式中,替代的挡板1095被冲压或切割于第一集管部件中。在某些实施方式中,替代的挡板1095被成形为三角形、圆形、正方形、半月形或其它合适的形状。
106.图11示出用于制造蒸汽传递筒的说明性过程1100。过程1100可以用来制造具有恒定的内径的蒸汽筒,比如图1中的蒸汽传递筒100、图2中的蒸汽传递筒200、图3中的蒸汽传递筒300、图4中的蒸汽传递筒400、图5中的蒸汽传递筒500、图7中的蒸汽传递筒700或其它任何合适的蒸汽传递筒。在步骤1102中,将中心管的第一端部配合至模制的第一集管上。该中心管(比如图1中的中心管116、图2中的中心管216、图3中的中心管316、图4中的中心管416、图5中的中心管516、图7中的中心管716或图8中的中心管)被构造成中空管,其具有第一端部和第二端部并且整个具有连续的内径。该连续的内径可以为约28mm。替代地,该连续的内径可以为约25mm、26mm、 27mm、28mm、29mm、30mm、35mm、40mm或其它任何合适的内径。模制的集管(比如图1中的第一集管部件118、图2中的第一集管部件218、图3中的第一集管部件318、图4中的第一集管部件 418、图5中的第一集管部件518、图7中的第一集管部件718或者图 8中的第一集管部件818)被构造成盖,所述盖具有合适的尺寸以便配合于中心管的端部上并且围绕所述中心管的端部配合,并且所述盖具有围绕内圆周的通道。模制的集管在集管的侧面处具有至少一个端口,以及具有构造于所述端口处的挡板。在某些实施方式中,模制的集管可以包括集管部件以及端盖两者,并且因此可以包括两个或更多个端口。
107.在步骤1104中,将第一集管部件的通道联接至中心管的第一端部。使用聚氨酯或类似的粘合剂产品将集管联接至中心管。将聚氨酯放置于第一集管部件的通道中,并且将中心管插入至聚氨酯中以便粘合第一集管部件和中心管。
108.在步骤1106中,将中心管的第二端部配合至模制的第二集管中。在步骤1108中,将第二集管部件的通道联接至中心管。这一点通过将聚氨酯放置于第二集管部件的通道中来实现。中心管可以以可改变的量插入至第二集管部件的通道中,以便控制蒸汽传递筒的总长度。另外,第一集管部件上的一个或多个端口与第二集管部件上的一个或多个端口对准。在某些实施方式中,挡板定位于端口中的每个处。
109.在步骤1110中,通过第一集管部件将纤维放置到中心管中。将足以填充中心管的数量的纤维放置至中心管中。纤维呈束状被插入。在某些实施方式中,纤维被插入于包装纸中,该包装纸随后被移除。在某些实施方式中,纤维的直径为0.7mm。在某些实施方式中,纤
维具有0.3mm、0.5mm、0.7mm、0.9mm的直径或其它任何合适的直径。在某些实施方式中,将大约250
‑
700根纤维插入至中心管中。例如,可以将300、400、500或600根纤维插入至中心管中。在某些实施方式中,插入至中心管中的纤维是如此之多,使得从端部观看,所述纤维形成六方密堆积结构。在某些实施方式中,将纤维778插入至蒸汽传递筒700中,以使得纤维778占据中心管716的横截面面积的大约 50%。替代地,可以将纤维778插入至蒸汽传递筒700中,以使得纤维778占据中心管716的横截面面积的大约45%、50%、60%、75%或任何合适的百分比。在某些实施方式中,将多达20、50、100、1000 根或其它任何合适的数量的纤维插入至中心管中。在某些实施方式中,在将第一集管部件和第二集管部件中的一个或两个联接至中心管之前将纤维插入至中心管中。
110.在某些实施方式中,在将纤维放置于中心管中之后,接着通过灌封材料在第一集管部件和第二集管部件处将纤维保持于适当位置。可以在离心期间或在此之前将灌封材料注射至第一集管部件和第二集管部件中。在注射之后,对蒸汽传递筒的离心将灌封材料分配于第一集管部件和第二集管部件处,在这里所述灌封材料用来将纤维的端部粘合在一起以便将它们保持于适当位置中。灌封材料可以为聚氨酯、环氧树脂、聚酯树脂和/或适于将纤维粘合至彼此并且粘合于适当位置中的任何材料。可以通过切除来移除粘合于灌封材料中的纤维的端部,以便暴露纤维的中空的端部。
111.在某些实施方式中,第一集管部件和第二集管部件还分别联接至第一端盖和第二端盖。第一端盖和第二端盖各自具有端口,所述第一端盖和第二端盖的端口在联接期间与第一集管和第二集管上的端口对准。
112.前述内容仅仅为对本公开的原理的说明,并且所述系统、装置以及方法可以通过所描述的实施例之外的实施例来实践,所描述的实施例是出于示例说明而非限制的目的而提出的。应当理解的是,本文中所公开的系统、装置以及方法虽然被示出为用于在高流量治疗系统中使用,但是它们可以被应用于需要加湿气体的系统、装置以及方法。
113.在查阅本实用新型之后,本领域技术人员将想到变体方案和修改。所公开的特征可以以任何组合和子组合(包括多个从属组合和子组合) 的方式与本文中所描述的一个或多个其它特征一起实施。以上所描述或示出的各个特征(包括其任何构件)可以组合或集成于其它系统中。而且,某些特征可以被省略或不实施。
114.本领域技术人员可以确定改变、代替和变更的示例,并且可以在不脱离本文中所公开的信息的范围的情况下进行这些改变、代替和变更的示例。本文中所引用的所有参考均通过引用而全文并入本文中并且构成本技术的一部分。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1