用于吸收制品的带孔的挤出涂覆非织造布和包括其的吸收制品的制作方法
用于吸收制品的带孔的挤出涂覆非织造布和包括其的吸收制品
1.相关申请的交叉引用
2.本技术要求2019年4月22日提交的美国临时专利申请62/836,989号的优先权权益,它的全部内容通过引用合并于此。
技术领域
3.本发明涉及用于吸收制品的带孔的挤出涂覆非织造布和包括所述带孔的挤出涂覆非织造布的吸收制品。
背景技术:
4.多种众所周知的吸收制品被构造成吸收体液。这样的吸收制品的实例包括但不限于女性卫生产品如卫生巾、婴儿尿布、成人失禁产品和绷带。典型的吸收制品通常由可渗透流体的面向使用者的顶片、吸收芯和不渗透流体的面向服装或面向外的背片构成,所述顶片可以是三维的、带孔的聚合物薄膜或非织造布或薄膜/无纺布层压材料,所述背片可以是例如固体聚合物薄膜。
5.当由于顶片与吸收制品的穿着者的皮肤接触而希望获得柔软性时,例如在婴儿尿布中,非织造材料经常被用作这样的吸收制品的顶片组件。尽管与由非织造材料制成的顶片相比由聚合物薄膜制成的顶片在用于吸收制品时通常具有更好的流体处理性能特征,由聚合物薄膜制成的顶片可能具有光泽度更高的视觉外观和因此可能比非织造顶片更“具有塑料感”。此外,与非织造顶片相比,聚合物薄膜顶片对穿着者来说可能感觉更“粘”或“发粘”。
6.需要具有可用于吸收制品的轻质幅材,例如作为顶片,其具有与非织造材料更密切相关的柔软度属性和与三维带孔聚合物薄膜更密切相关的性能属性。
7.概述
8.按照本发明的一个方面,提供了可用作吸收制品中顶片的带孔的挤出涂覆非织造布。所述带孔的挤出涂覆非织造布包括具有面向使用者侧和与所述面向使用者侧相对的面向衣服侧的非织造材料。所述非织造材料包括多个纤维。所述带孔的挤出涂覆非织造布还包括在所述非织造材料的面向衣服侧上的聚合物涂层。所述聚合物涂层具有约2gsm-约6gsm的单位面积重量。多个三维孔延伸通过所述非织造材料和所述聚合物涂层。所述多个三维孔中的每一个包含从所述聚合物涂层的面向衣服侧延伸的连续侧壁。当经历0.6psi的压力时所述带孔的挤出涂覆非织造布具有大于5%的开孔面积。
9.在一个实施方案中,在所述0.6psi的压力降低到0.0psi后,所述带孔的挤出涂覆非织造布具有至少原始开孔面积的50%的开孔面积。
10.在一个实施方案中,所述带孔的挤出涂覆非织造布具有约9%-约15%的原始开孔面积。
11.在一个实施方案中,所述非织造材料是纺粘的非织造材料和所述纤维是连续纤
维。
12.在一个实施方案中,所述非织造材料是梳理的非织造材料和所述纤维是短纤维。
13.在一个实施方案中,所述非织造材料具有约8gsm-约20gsm的单位面积重量。在一个实施方案中,所述非织造材料具有约10gsm-约15gsm的单位面积重量。
14.在一个实施方案中,所述聚合物涂层包括聚乙烯。在一个实施方案中,所述聚合物涂层包括高密度聚乙烯。
15.在一个实施方案中,所述聚合物涂层具有约4gsm-约6gsm的单位面积重量。
16.在一个实施方案中,所述三维孔以约5目-约30目的方式排列。在一个实施方案中,所述三维孔以约10目-约15目的方式排列。
17.按照本发明的一个方面,提供了吸收制品,其包括面向使用者的顶片、面向衣服的背片和在所述顶片和所述背片之间的吸收芯。所述顶片包括带孔的挤出涂覆非织造布。所述带孔的挤出涂覆非织造布包括具有面向使用者侧和与所述面向使用者侧相对的面向衣服侧的非织造材料。所述非织造材料包括多个纤维。所述带孔的挤出涂覆非织造布还包括在所述非织造材料的面向衣服侧上的聚合物涂层。所述聚合物涂层具有约2gsm-约6gsm的单位面积重量。多个三维孔延伸通过所述非织造材料和所述聚合物涂层。所述多个三维孔中的每一个包含从所述聚合物涂层的面向衣服侧延伸的连续侧壁。当经历0.6psi的压力时所述带孔的挤出涂覆非织造布具有大于5%的开孔面积。
18.按照本发明的一个方面,提供了用于制备可用作吸收制品中顶片的带孔的挤出涂覆非织造布的方法。该方法包括将具有约2gsm-约6gsm的单位面积重量的聚合物涂层挤出到非织造材料上以形成挤出涂覆非织造布,和针刺穿过所述挤出涂覆非织造布的多个三维孔以形成带孔的挤出涂覆非织造布。所述多个三维孔中的每一个包含从所述聚合物涂层的面向衣服侧延伸的连续侧壁。当经历0.6psi的压力时所述带孔的挤出涂覆非织造布具有大于5%的开孔面积。
19.在一个实施方案中,当非织造材料被供给到围绕具有通过其抽真空的真空槽的圆筒旋转的成形结构上时,所述聚合物涂层被挤出到所述非织造材料上。
20.在一个实施方案中,所述方法包括活化所述带孔的挤出涂覆非织造布。
21.在一个实施方案中,所述方法包括压花所述带孔的挤出涂覆非织造布。
22.本发明的这些和其他方面、特征和特性以及相关结构元件的操作方法和功能、部件的组合和制造的经济性,将在考虑以下参考附图的描述和所附权利要求书后变得更加明显,所有这些都构成本说明书的一部分。然而,应当清楚地理解,所述附图仅用于说明和描述的目的,并不旨在作为对本发明的限制的定义。在说明书和权利要求书中使用的单数形式“一个”、“一种”和“该”包括复数形式,除非上下文另有明确规定。
23.附图简要说明
24.以下附图的组件被说明以强调本公开的一般原理并且不一定按比例绘制。为了一致性和清楚起见,在整个附图中根据需要重复表示相应组件的参考字符。
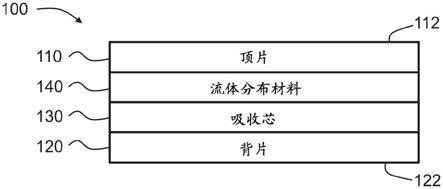
25.图1示意性地图解说明了按照本发明实施方案的包括顶片的吸收制品;
26.图2a图示了带孔的挤出涂覆非织造布的面向使用者侧,所述带孔的挤出涂覆非织造布可以用作用于图1的吸收制品的顶片;
27.图2b图示了图2a的所述带孔的挤出涂覆非织造布的面向衣服侧;
28.图3a是图2a的带孔的挤出涂覆非织造布的面向使用者侧的一部分的放大图;
29.图3b是图2b的带孔的挤出涂覆非织造布的面向衣服侧的一部分的放大图;
30.图4是沿线iv-iv截取的图3a的带孔的挤出涂覆非织造布的横截面示意图;
31.图5a是可以被用作图1的吸收制品顶片的、带孔的挤出涂覆非织造布的面向使用者侧的一部分的放大图;
32.图5b是图5a的带孔的挤出涂覆非织造布的面向衣服侧的一部分的放大图;
33.图6是用于制造按照本发明实施方案的带孔的挤出涂覆非织造布的装置的示意图;
34.图7是可以被用作图1的吸收制品顶片的一系列带孔的挤出涂覆非织造布的开孔面积随所施加的压力变化的图;
35.图8是可以被用作图1的吸收制品顶片的一系列带孔的挤出涂覆非织造布的开孔面积随所施加的压力变化的图;
36.图9是可以被用作图1的吸收制品顶片的一系列带孔的挤出涂覆非织造布的开孔面积随所施加的压力变化的图;
37.图10是可以被用作图1的吸收制品顶片的一系列带孔的挤出涂覆非织造布的开孔面积随所施加的压力变化的图;
38.图11是可以被用作图1的吸收制品顶片的多个系列带孔的挤出涂覆非织造布的渗透时间随涂层单位面积重量变化的图;和
39.图12是可以被用作图1的吸收制品顶片的多个系列带孔的挤出涂覆非织造布的再润湿值随涂层单位面积重量变化的图。
40.详细描述
41.现在将强调本发明的各种实施方案。任何一个实施方案的讨论不意图限制本发明的范围。相反,所述实施方案的各方面旨在强调本发明的广度,无论是否包含在权利要求书中。此外,现在已知的或将来开发的所述实施方案的任何和所有变化也意图落入本发明的范围内。
42.图1示意性地图解说明了按照本发明实施方案的吸收制品100。如所图示的,所述吸收制品100包括具有面向使用者的表面112的顶片110、具有面向衣服的表面122的背片120和位于所述顶片110和所述背片120之间的吸收芯130。所述吸收制品100还任选地包括位于所述顶片110和所述吸收芯130之间的流体分布材料140。所述顶片110(其实施方案被在下面更详细地描述)是流体可渗透的且被构建成面向穿戴所述吸收制品100的使用者并且接触所述使用者的皮肤。顶片110接收来自使用者的流体的灌输,并且所述流体穿过所述顶片110至流体分布材料140(或者在没有流体分布材料140的实施方案中直接到所述吸收芯130)。流体分布材料140也是可渗透的并被构建成接收来自顶片110的流体和将所述流体分布到吸收芯130。包括吸收材料的吸收芯130接收来自流体分布材料140(或者直接来自顶片110)的流体,并且储存所述流体直到所述吸收制品100被弃去。背片120防止吸收芯130内捕获的液体和其他身体渗出物漏出所述吸收制品100,所述背片120是不透液体的且可以呈聚合物薄膜或聚合物薄膜和非织造布的层压材料的形式。所述背片120可以是透气的,使得空气但不是液体可以通过。
43.图2a和2b图示了按照本发明实施方案的带孔的挤出涂覆非织造布200的相对的两
侧,所述带孔的挤出涂覆非织造布200可以被用作图1的顶片110。图2a图示了所述挤出涂覆非织造布200的面向使用者侧210,并且图2b图示了所述带孔的挤出涂覆非织造布200的面向衣服侧220。所述面向使用者侧210包括非织造材料212,并且所述面向衣服侧220包括聚合物涂层222。如所图示的,多个孔230延伸通过所述带孔的挤出涂覆非织造布200。
44.图3a是所述带孔的挤出涂覆非织造布200的面向使用者侧210的放大图,和图3b是所述带孔的挤出涂覆非织造布200的面向衣服侧220的放大图。如所图示的,在所述面向使用者侧210上的非织造材料212包括多个纤维214以及将所述多个纤维214粘合在一起的多个粘合点216。在图2a、2b、3a和3b中图解说明的实施方案中,所述非织造材料212是纺粘的非织造材料,并且所述纤维214是连续纤维。
45.如在图3a中图示的,所述面向使用者侧210还包括在所述多个孔230之间的连续的平台区域240。当使用者穿戴所述包括所述带孔的挤出涂覆的材料200作为顶片110的吸收制品时,所述连续的平台区域240接触所述使用者的皮肤。因为所述连续的平台区域240由所述多个纤维214构成,对所述使用者来说所述带孔的挤出涂覆的材料200将感觉柔软。如在图3b中图示的,所述面向衣服侧220还包括连续的平台区域250,其包括所述聚合物涂层222。所述聚合物涂层222的作用是阻止已经通过所述多个孔230的液体通过所述连续的平台区域250至所述使用者。
46.所述聚合物涂层222附着到所述非织造材料212的、位于所述非织造材料212的面向衣服的表面上或附近的纤维214上。在一个实施方案中,所述聚合物涂层222可以涂覆各个纤维214,使得各个纤维部分的大于50%的圆周表面积被所述聚合物涂层222涂覆。所述聚合物涂层222和所述非织造材料212的纤维214间的这种接合可以提供所述两种材料间的合适粘合,这可以防止在所述挤出涂覆的非织造材料随后如下文进一步详细描述的那样开孔时所述两种材料的分离。
47.图4是所述带孔的挤出涂覆的非织造材料200的示意性剖视图,其沿图3a中的线iv-iv截取。如所图示的,所述多个孔230是三维孔,每个孔具有从所述面向使用者侧210的平台区域240延伸到远侧尖端234的侧壁232,并且所述非织造材料212的纤维214延伸到所述三维孔230中。所述三维孔230为所述带孔的挤出涂覆的非织造材料200提供最终蓬松度fl,该最终蓬松度fl大于在所述材料如下文进一步详细描述的那样被开孔之前所述挤出涂覆的非织造材料的原始蓬松度ol。
48.具有提供大于原始蓬松度ol的最终蓬松度fl的三维孔230的一个潜在优点是,所述三维孔230可以在所述顶片110的面向衣服侧的平台区域250和所述吸收制品100的流体分布材料140或吸收芯130(在不包括流体分布材料140的实施方案中)的顶面之间产生空隙体积。这样的空隙体积可以改善顶片110的流体处理特性,与具有二维孔和与开孔前的原始蓬松度相同的最终蓬松度的顶片相比。
49.图5a和5b图示了按照本发明实施方案的带孔的挤出涂覆非织造布500。图5a图示了所述带孔的挤出涂覆非织造布500的面向使用者侧510,图5b图示了所述带孔的挤出涂覆非织造布500的面向衣服侧520。所述面向使用者侧510包括非织造材料512,其包括多个纤维514。在此实施方案中,所述非织造材料512是梳理的非织造材料,并且所述多个纤维514是短纤维。所述面向衣服侧520包括聚合物涂层522。多个孔530延伸通过所述带孔的挤出涂覆的非织造材料500,并且被在所述面向使用者侧510上的连续的平台区域540和在所述面
向衣服侧520上的连续的平台区域550隔开。
50.所述非织造材料212、512的纤维214、514可以由一种或多种聚烯烃如聚丙烯、聚乙烯和/或它们的组合制成,和/或可以由一种或多种聚酯如聚对苯二甲酸乙二醇酯(“pet”)制成。在一个实施方案中,所述纤维214、514可以由天然材料如棉、麻或竹制成。在一个实施方案中,所述纤维214、514可以由可再生的生物基材料如由甘蔗制成的聚乙烯或聚丙烯或聚乳酸(“pla”)制成。在一个实施方案中,所述纤维214、514可以是所谓的双组分或“bi-co”纤维,其具有由一种材料制成的芯和由与芯材料不同的材料制成的鞘。在一个实施方案中,所述非织造材料212、512可以具有约8克每平方米(“gsm”)至约50gsm的单位面积重量。在一个实施方案中,所述非织造材料212、512可以具有约8gsm-约30gsm的单位面积重量。在一个实施方案中,所述非织造材料212、512可以具有约10gsm-约15gsm的单位面积重量。
51.聚合物涂层222、522可以包括一种或多种聚烯烃,包括但不限于聚乙烯,超低密度聚乙烯,低密度聚乙烯,线性低密度聚乙烯,线性中密度聚乙烯,高密度聚乙烯,聚丙烯,乙烯-醋酸乙烯酯共聚物,茂金属聚合物以及其他聚合物。其他聚合物包括但不限于弹性体聚合物,包括但不限于聚丙烯基弹性体、乙烯基弹性体、共聚酯基弹性体、烯烃嵌段共聚物、苯乙烯嵌段共聚物等,或它们的组合。在一个实施方案中,聚合物涂层222、522可以包括可再生的生物基材料,例如由甘蔗制成的聚乙烯或聚丙烯或聚乳酸(“pla”)。添加剂如表面活性剂、填料、着色剂、遮光剂和/或本领域已知的其他添加剂也可用于所述聚合物涂层222、522。
52.图6示意性地图解说明了装置600,其可以被用于制造本文中描述的本发明实施方案的所述带孔的挤出涂覆的非织造布200、500。如所图示的,在从辊608展开的非织造布606被供给到围绕具有真空槽612的圆筒旋转的成形结构610上的同时,挤出模头602将聚合物熔体帘604挤出到所述非织造布606上,同时通过所述真空槽抽真空。所述成形结构610包括以每线性英寸约5至约120个开孔(即约5-120目)的方式排列的多个开孔。所述聚合物熔体帘604可以包括例如一种或多种聚烯烃材料以及一种或多种添加剂如表面活性剂。随着所述非织造布606和聚合物熔体帘604通过所述真空槽612,所述熔体帘604中的聚合物涂覆所述非织造布606的纤维,并且通过所述真空槽612和成形结构610抽的真空将所述聚合物拉到所述非织造布606上,同时所述聚合物冷却。所得到的具有上述原始蓬松度ol的挤出涂覆非织造布620被剥离辊622从成形结构610上拉下来,并且行进到一个或多个附加辊624并被进料到针刺站630。在一个实施方案中,可以使用浇铸辊代替所述成形结构610和具有真空槽612的圆筒,并且可以在不使用真空的情况下将聚合物熔体帘604施加到所述非织造布606。所图解说明的实施方案不意图以任何方式进行限制。
53.所述针刺站630包括具有从其周围伸出的多个针634的阳辊632和具有被构造成接收阳辊632的针634的互补凹槽的阴辊636。所述多个针634最初接触所述挤出涂覆的非织造布620的、包括所述非织造布的那侧并刺穿所述非织造布和聚合物涂层以在挤出涂覆的非织造布中形成三维孔。在已经形成所述三维孔之后,所得到的具有上述最终蓬松度fl的带孔的挤出涂覆非织造布640可以通过卷绕机642卷绕成卷644。另外的辊和/或其他设备部件可以被用在装置600中。所图解说明的实施方案不意图以任何方式进行限制。
54.例如,在一个实施方案中,如果需要,装置600可以还包括附加设备,例如可用于在机器方向或横向活化所述带孔的挤出涂覆非织造布640的咬合齿轮。可包括在装置600中的
其他设备包括但不限于电晕处理设备、印刷机、饰花设备(festooning equipment)、络纱设备(spooling equipment)和额外的加工设备,这些设备可以压花或提供额外的孔到所述带孔的挤出涂覆的幅材640。在一个实施方案中,一对压花辊可以在线或离线位于所述针刺站630的下游。
55.在一个实施方案中,所述挤出涂覆的非织造布620可以在被进料通过针刺站630之前形成并卷绕成卷,并且随后展开并进料通过不属于装置600的一部分(即,是离线的)的针刺站。换句话说,所述针刺站630可以不与所述挤出模头602和所述成形结构610在一个生产线。在一个实施方案中,所述非织造布不是从辊608展开并进料到成形结构610,而是可以被在所述成形结构610的上游在线制造。所举例说明的实施方案不意图以任何方式进行限制。
实施例
56.使用图6的装置600制备样品以研究聚合物涂层的单位面积重量、用于非织造材料的非织造类型以及挤出涂覆的非织造材料相对于针刺站630的阳辊632和阴辊636的取向的影响。
57.更具体地,将低密度聚乙烯(ldpe)、高密度聚乙烯(hdpe)和包括表面活性剂的色母粒的聚合物共混物以2gsm、4gsm、6gsm、8gsm和10gsm的单位面积重量挤出到具有聚丙烯纤维的10gsm纺粘非织造材料和具有聚丙烯纤维的12gsm梳理非织造材料上。成形结构610具有以每线性英寸约40个开孔(即约40目)的方式排列的多个开孔。使用相同的针刺站630对所得的挤出涂覆的非织造布进行穿孔。针刺站630的阳辊632具有针634的阵列,这些针634间隔开以提供具有每线性英寸约12个孔的孔数(即约12目)的孔排列方式。所述挤出涂覆的非织造布620的一半被以所述非织造材料面向所述阳辊632的方式穿孔,导致所述非织造材料位于所述带孔的挤出涂覆非织造布640的阴侧,并且所述挤出涂覆的非织造布620的另一半被以所述非织造材料面向所述阴辊636的方式穿孔,导致所述非织造材料位于所述带孔的挤出涂覆非织造布640的阳侧。所制造的样品的概述列于下表i中作为实施例1-20。
58.表i:样品概述
[0059][0060]
还使用相同的聚合物共混物和用于带孔的挤出涂覆非织造布样品的成形结构610制备了一个具有22gsm的单位面积重量的对比聚合物薄膜。因为所述成形结构610具有呈约40目的孔排列方式的开孔,在经过针刺站630处理之前所述对比聚合物薄膜具有呈同样的40目排列方式的三维微孔。
[0061]
开孔面积
[0062]“开孔面积”是通过样品的开孔的、与样品总面积相比的百分面积。因为吸收制品100的顶片110经受压力,例如当使用者坐下时,希望顶片110的三维孔230、530在经受压力时尽可能多地保持打开,使得身体渗出物仍然能够穿过顶片110到达吸收芯130。使用包括摄像机、使用24倍放大率的显微镜和测量对比度的成像软件的计算机化视频设备测量每个样品的开孔面积。在观察样品的阴侧时拍摄样品的放大图像,并且能够通过对比度区分穿过样品的开孔与样品的平台区域240、540的摄像机将数据数字化以计算百分(%)开孔面
积。在样品处于0.0psi、0.2psi、0.4psi和0.6psi压力下时测量开孔面积。在释放0.6psi的压力后,再次测量样品的开孔面积以查看多少初始开孔面积恢复。表ii-v总结了对每个带孔的挤出涂覆非织造布样品测量的开孔面积。
[0063]
表ii:在压力下的开孔面积
–
10gsm纺粘非织造布在阴侧(实施例1-5)
[0064][0065]
除了“在压力释放后的开孔面积”外,表ii中列出的结果以及所述对比的22gsm薄膜样品的测量的开孔面积也被显示在图7中。如所图示的,随着施加于样品的压力增加,开孔面积降低。所述结果还表明,在给定压力下,随着聚合物涂层的单位面积重量增加,所述样品的开孔面积通常降低。
[0066]
表iii:在压力下的开孔面积
–
10gsm纺粘非织造布在阳侧(实施例6-10)
[0067][0068]
除了“在压力释放后的开孔面积”外,表iii中列出的结果以及所述对比的22gsm薄膜样品的测量的开孔面积也被显示在图8中。如所图示的,随着施加于样品的压力增加,开孔面积降低,尽管在较高压力下每个实施例的开孔面积基本上持平。所述结果还表明,在给定压力下,随着聚合物涂层的单位面积重量增加,所述样品的开孔面积通常降低。图7和8的比较表明,对于每个聚合物涂层单位面积重量,在带孔的挤出涂覆非织造布的阴侧上具有非织造材料的样品比在带孔的挤出涂覆非织造布的阳侧上具有非织造材料的样品具有更高的开孔面积。
[0069]
表iv:在压力下的开孔面积
–
12gsm梳理非织造布在阴侧(实施例11-15)
[0070][0071]
除了“在压力释放后的开孔面积”外,表iv中列出的结果以及所述对比的22gsm薄膜样品的测量的开孔面积也被显示在图9中。如所图示的,随着施加于样品的压力增加,开孔面积降低。所述结果还表明,尽管具有较高的聚合物涂层单位面积重量的样品的初始开孔面积高于其它样品,具有较低聚合物涂层单位面积重量的样品在0.6psi下的开孔面积较高。
[0072]
表v:在压力下的开孔面积
–
12gsm梳理非织造布在阳侧(实施例16-20)
[0073][0074]
除了“在压力释放后的开孔面积”外,表v中列出的结果以及所述对比的22gsm薄膜样品的测量的开孔面积也被显示在图10中。如所图示的,随着施加于样品的压力增加,开孔面积降低。所述结果还表明,随着聚合物涂层的单位面积重量增加,样品的开孔面积通常降低,特别是在压力下。
[0075]
对于每个所施加的压力以及所述压力被释放后,计算初始开孔面积(即在0.0psi的施加压力时的开孔面积)的百分比。表vi-ix总结了所述计算的结果。
[0076]
表vi:在压力下初始开孔面积的百分比
–
10gsm纺粘非织造布在阴侧(实施例1-5)
[0077][0078]
表vi中列出的结果表明,随着聚合物涂层的单位面积重量增加,所述带孔的挤出涂覆非织造布所保持的开孔面积的量降低。另外,在所施加的0.6psi压力被释放后,随着聚合物涂层的单位面积重量降低,恢复的开孔面积的量增加。
[0079]
表vii:在压力下初始开孔面积的百分比
–
10gsm纺粘非织造布在阳侧(实施例6-10)
[0080][0081]
表vii中列出的结果表明,随着聚合物涂层的单位面积重量增加,所述带孔的挤出涂覆非织造布所保持的开孔面积的量降低。另外,在所施加的0.6psi压力被释放后,随着聚合物涂层的单位面积重量降低,恢复的开孔面积的量通常增加。
[0082]
表viii:在压力下初始开孔面积的百分比
–
12gsm梳理非织造布在阴侧(实施例11-15)
[0083]
[0084]
表viii中列出的结果表明,随着聚合物涂层的单位面积重量增加,在较高压力下所述带孔的挤出涂覆非织造布所保持的开孔面积的量降低。另外,在所施加的0.6psi压力被释放后,随着聚合物涂层的单位面积重量降低,恢复的开孔面积的量通常增加。
[0085]
表ix:在压力下初始开孔面积的百分比
–
12gsm梳理非织造布在阳侧(实施例16-20)
[0086][0087]
表ix中列出的结果表明,随着聚合物涂层的单位面积重量增加,所述带孔的挤出涂覆非织造布所保持的开孔面积的量降低。另外,在所施加的0.6psi压力被释放后,随着聚合物涂层的单位面积重量降低,恢复的开孔面积的量增加。
[0088]
渗透时间和再润湿测试
[0089]
测试实施例1-20中每一个在吸收制品100中用作顶片110的适用性。具体而言,对于每个样品,通过奥地利lenzing technik gmbh&co kg的“lister ac”流体测试设备对三个不同的试样测定作为液体通过顶片110快慢的量度的渗透时间和作为干燥度的量度的再润湿值。现在将描述用于测量渗透时间(“渗透测试方法”)和再润湿(“再润湿测试方法”)的程序,它们分别基于edana测试方法ert150.5-02和ert 151.3-02中概述的原理。下面描述的所有测试样品和吸收基材、滤纸和吸收纸(pickup papers)均在23℃
±
2℃和50%
±
5%相对湿度下调节24小时。
[0090]
关于渗透测试方法,将每个测试样品切成5”x5”(125mm x 125mm)的小块,并放置在呈三(3)张4”x4”滤纸(吸墨纸)的堆叠物形式的吸收基材上。测试样品的取向使得阴面朝上,阳面与所述滤纸接触。将具有100mm x 100mm底部尺寸和孔的500g渗透板放置在所述测试样品的顶部,所述孔带有延伸到其中的电极。将模拟尿液的5ml流体样品从测试样品表面上方30mm的高度分散到所述孔中,该样品由9.0g/l分析级氯化钠在去离子水中的溶液组成并且在23
±
2℃具有70
±
2mn/m的表面张力。所述流体与所述电极构成回路,这启动了计时器。当所述流体完全通过所述孔时,电路断开并且计时器停止,由此记录经过的、以秒为单位的时间或“渗透时间”。每个样品的三个试样的平均渗透时间测试结果列于下表x中。
[0091]
关于“再润湿测试方法”,在来自所述渗透测试方法的初始损伤物(insults)之后,在渗透板仍然在原位的情况下将额外的损伤物分散到所述测试样品的中心。所述额外的损伤物是基于使下面的吸收基材完全饱和所需的总损伤物(包括来自所述渗透测试方法的初始5ml损伤物),并通过将三张滤纸堆叠物(干燥时)的重量乘以所述滤纸的负载系数来计算并确定为10ml。除去渗透板,并将具有100mm x 100mm基脚的4000克再润湿重物放置在所述
测试样品的顶部以允许流体完全扩散到吸收基材中。将两张预先称重的5”x5”吸收纸(吸墨纸)用所述再润湿重物压在所述测试样品的表面上以产生大约0.50psi的压力,以模拟坐在尿布上的幼儿,保持两分钟。将润湿的吸收纸称重。测试样品中的任何残留湿度都会转移到所述吸收纸上,并且预先测量的吸收纸干重与吸收纸的润湿重量之间的差值就是“再润湿值”,单位为克。每个样品的三个试样的平均再润湿值测试结果也列在下表x中。
[0092]
表x:渗透时间和再润湿测试结果
[0093]
实施例渗透时间(sec)再润湿值(g)15.80.1626.10.1136.00.0945.80.0554.90.0466.10.6377.80.1686.60.1194.60.05105.20.06114.02.99123.42.23132.32.28142.01.67151.91.51163.32.98173.52.92183.12.32193.01.04202.10.68
[0094]
渗透时间结果示于图11中,而再润湿值结果示于图12中。具有纺粘非织造材料的实施例1-10具有比具有梳理非织造材料的实施例11-20高的渗透时间和显著更低的再润湿值。此外,对于四种结构中的每一种,再润湿值通常随着聚合物涂层的单位面积重量增加而降低。
[0095]
本文中描述的实施方案代表了多种可能的实现方式和示例,并且不意图将本公开内容必然地限制到任何特定实施方案。相反,如本领域普通技术人员将理解的那样,可以对这些实施方案进行各种修改,并且也可以将本文描述的各种实施方案的不同组合用作本发明的一部分,即使没有明确描述。任何这样的修改都意图被包括在本公开的精神和范围内并被以下权利要求保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1