用于成型骨和牙科替代物的非断裂长丝的制作方法
1.本发明涉及材料领域,优选地涉及用于增材制造的材料领域。更准确地说,本发明涉及用于成型骨替代物的非断裂长丝,所述长丝包含聚合物基质和硅酸三钙。
2.本发明还涉及用于制备所述长丝的方法。本发明还涉及所述长丝的用途,例如在牙科领域;特别是在提供骨替代物中的用途。
背景技术:
3.用于口腔外科、牙周病或种植牙科学的骨替代物旨在重建骨量,以克服骨高度和/或厚度的不足。
4.如今,使用骨替代物是自体骨移植有吸引力的替代方法。实际上,植入骨替代物对病人来说更舒服。与自体移植相比,它避免了术后供体部位的疼痛和副作用,例如感染并发症。
5.今天,总是需要开发新的制造骨替代物的方法,这些方法更容易实施,并且与待填充的骨缺陷以更高的精度匹配。
6.最近几年,由于3d打印技术易于实施且范围非常广泛,人们对它们的兴趣已大大提高。在这些技术当中,熔丝沉积(ffd)因其可负担性以及其能够以非常高的精度水平打印物体而被越来越多地使用。
7.然而,根据使用ffd的应用领域,有必要调整相应的原材料。
8.结果是为了通过如ffd的3d打印技术制造骨替代物需要提供合适的原材料,这些原材料具有(i)3d打印的良好处理特性和(ii)旨在植入人体的成型物体的良好的生物和物理化学特性。特别地,要在ffd中使用,原材料必须为长丝的形式,该长丝可以缠绕在旨在进料至ffd打印机的卷周围。因此,所述长丝必须是柔韧的并且当缠绕在卷周围时不能断裂。
9.对于制造骨替代物或牙科替代物,需要较高的矿物质含量。但是在3d打印领域,已知增加有机长丝中的矿物质含量会导致所述长丝的强度增加。因此,预计长丝中的高矿物质含量会提供容易断裂且不适用于ffd的长丝。
10.出人意料的是,申请人证明了包含长丝总重量50重量%至99重量%的聚合基质;和1重量%至50重量%的硅酸三钙的长丝具有不易碎的特性,并且可以以长丝卷的形式储存。此外,申请人显示了本发明的长丝可以成功地用于长丝沉积打印机中,用于制造骨替代物或牙科替代物。有利地,在将替代物植入患者体内的过程中,用于制造本发明长丝的方法是无水分的,以保持由硅酸钙水合产生的生物力学性能的全部潜力,硅酸钙呈颗粒形式或任何其他技术人员熟知的合适形式。
技术实现要素:
11.因此,本发明涉及长丝,其包含:
[0012]-长丝总重量的50重量%至99重量%的聚合物基质;和
[0013]-1重量%至50重量%的硅酸三钙。
[0014]
根据一个实施方案,本发明的长丝还包含硅酸二钙。根据一个实施方案,本发明的长丝还包含硅酸二钙、铝酸三钙、氧化钙、石膏和/或波特兰水泥。
[0015]
根据一个实施方案,聚合物基质由至少一种生物相容性的聚合物制成;优选地选自聚(乳酸)或聚(丙交酯)(pla)、聚(乙醇酸)或聚(乙交酯)(pga)、聚(丙交酯-共-乙交酯)(plga)、聚己内酯(pcl)、聚-(d,l)-丙交酯(pdlla)、聚二氧环己酮(pdo)、聚乙烯醇(pva)、聚醚醚酮(peek)、聚醚酰亚胺(pei)及其任何混合物;更优选plga。
[0016]
根据一个实施方案,聚合物基质由至少一种生物相容性的聚合物制成;优选地选自聚(乳酸)或聚(丙交酯)(pla)、聚(乙醇酸)或聚(乙交酯)(pga)、聚(丙交酯-共-乙交酯)(plga)、聚己内酯(pcl)、聚-(d,l)-丙交酯(pdlla)、聚二氧环己酮(pdo)、聚乙烯醇(pva)、聚醚酮酮(pekk)、聚醚醚酮(peek)、聚醚酰亚胺(pei)及其任何混合物;更优选plga。
[0017]
根据一个实施方案,硅酸三钙的量为1重量%至30重量%;优选10重量%至20重量%。
[0018]
根据一个实施方案,聚合物基质的量为70重量%至99重量%;优选80重量%至90重量%。
[0019]
根据一个实施方案,本发明的长丝还包含不透射线剂,优选地选自氧化锌、氧化锆、氧化钇、氧化锡、硫酸钡、氧化钨、氧化铋和氧化钡。
[0020]
根据一个实施方案,本发明的长丝包含:
[0021]-70重量%至99重量%的plga;和
[0022]-1重量%至30重量%的硅酸三钙。
[0023]
根据一个实施方案,本发明的长丝包含:
[0024]-70重量%至99重量%的plga或peek;和
[0025]-1重量%至30重量%的硅酸三钙。
[0026]
根据一个实施方案,本发明的长丝具有1mm至10mm、优选1mm至5mm、更优选1.5mm至2.5mm的直径。
[0027]
本发明还涉及长丝卷,其中长丝为上述定义的长丝。
[0028]
本发明还涉及用于制造上述定义的长丝的组合物,所述组合物包含:
[0029]-聚合物总重量的50重量%至99重量%的至少一种生物相容性聚合物;优选地选自聚(乳酸)或聚(丙交酯)(pla)、聚(乙醇酸)或聚(乙交酯)(pga)、聚(丙交酯-共-乙交酯)(plga)、聚己内酯(pcl)、聚-(d,l)-丙交酯(pdlla)、聚二氧环己酮(pdo)、聚乙烯醇(pva)、聚醚醚酮(peek)、聚醚酰亚胺(pei)及其任何混合物;更优选plga;和
[0030]-1重量%至50重量%的硅酸三钙。
[0031]
本发明还涉及用于制造上述定义的长丝的组合物,所述组合物包含:
[0032]-组合物总重量的50重量%至99重量%的至少一种生物相容性聚合物;优选地选自聚酯、聚醚酯、聚乙烯醇(pva)、聚芳醚酮(paek)和聚醚酰亚胺(pei);更优选地选自聚(乳酸)或聚(丙交酯)(pla)、聚(乙醇酸)或聚(乙交酯)(pga)、聚(丙交酯-共-乙交酯)(plga)、聚己内酯(pcl)、聚(d,l)-丙交酯(pdlla)、聚二氧环己酮(pdo)、聚乙烯醇(pva)、聚醚醚酮(peek)、聚醚酮酮(pekk)、聚醚酰亚胺(pei)及其任何混合物;更优选plga或peek;前提是所述生物相容性聚合物未成型为三维材料;和
[0033]-1重量%至50重量%的硅酸三钙。
[0034]
根据一个实施方案,本发明的组合物为棒、团粒或颗粒的形式。
[0035]
本发明还涉及用于制造上述定义的长丝的方法,所述方法包括:
[0036]-将如上定义的组合物进料到连接至毛细管模具的挤出机,优选连接至具有1mm至5mm直径的毛细管模具的单螺杆挤出机;
[0037]-在50℃至250℃,优选90℃至200℃的温度下;和在5mm/s至150mm/s;优选10mm/s至100mm/s的速度下挤压长丝。
[0038]
本发明还涉及如上定义的长丝用于3d打印;优选用于使用熔丝沉积打印机的3d打印的用途。
[0039]
本发明还涉及通过3d打印使用以上述定义的长丝进料的熔丝沉积打印机获得的成型体。
[0040]
本发明还涉及包含上述定义的成型体的骨替代物。
[0041]
本发明还涉及如上定义的长丝、如上定义的长丝卷、如上定义的组合物用于制造骨替代物的用途。
[0042]
定义
[0043]
在本发明中,下列术语具有下列含义:
[0044]-数字前面的“约”表示该数字的加10%或减10%。
[0045]
‑“
生物相容性”:是指在给定生物体中引起很少或没有免疫反应的任何材料,或者能够与特定细胞类型或组织整合的任何材料。
[0046]
‑“
可生物降解的”:是指在生理环境中相互作用时可生物再吸收和/或通过机械降解被降解和/或通过机械降解被分解成可代谢或可排泄的组分的材料。
[0047]
‑“
骨”:是指构成脊椎动物内骨骼一部分的硬的器官。例如,术语“骨”包括骨、下颌骨、海绵骨、皮质骨和膜骨。
[0048]
‑“
骨替代物”是指适合植入人体以通过加强骨结构或通过填充外伤和/或骨科来源的骨丢失来进行骨修复的任何人、植物或合成来源的材料。
[0049]
‑“
3d打印”或“增材制造”:是指从数字文件制造3d实体对象的任何过程。
[0050]
‑“
长丝”是指细丝。特别地,术语“长丝”是指具有大于0mm至约10mm直径的细丝。
[0051]
‑“
熔丝沉积成型(fdm)”或“熔丝沉积(ffd)”或“熔丝制造(fff)”:是指增材制造技术,其包括在其上印刷物体的印刷板、用作打印材料的长丝卷,和挤出头也称为挤出机;所述技术包括将长丝熔化并挤出,然后将长丝逐层沉积在印刷板上以逐渐形成物体。
[0052]
‑“
paek”或“聚芳醚酮”是指包含一系列非常稳定的芳香环(称为“ar”)的半结晶热塑性聚合物家族,这些芳香环由通过氧原子(芳香醚ar-o-ar)和/或羰基(芳香酮:ar-co-ar)连接的经取代或未经取代的苯环组成。paek家族包括聚醚醚酮(peek)和聚醚酮酮(pekk)。
[0053]
‑“
pcl”或聚(己内酯)”:是指由己内酯聚合获得的任何聚合物。
[0054]
‑“
pdlla”或“聚(d,l-乳酸)”或“聚(d,l-丙交酯)”:是指由d-丙交酯和l-丙交酯的外消旋混合物聚合或由d-乳酸和l-乳酸的外消旋混合物聚合获得的任何聚合物。
[0055]
‑“
pdo”或“聚二氧环己酮”:是指通过对二氧环己酮的开环聚合获得的任何聚合物。
[0056]
‑“
peek”或“聚醚醚酮”是指属于上述定义的paek的半结晶热塑性聚合物家族,其
中重复单元基于以下序列(-o-ar-o-ar-co-ar-),其中ar代表经取代或未经取代的芳基;o为氧原子,co是羰基官能团。
[0057]
‑“
pekk”或“聚醚酮酮”是指属于上述定义的paek的半结晶热塑性聚合物家族,其中重复单元基于以下序列(-o-ar-co-ar-co-ar-),其中ar代表经取代或未经取代的芳基;o为氧原子,co是羰基官能团。
[0058]
‑“
pei”或“聚醚酰亚胺”是指其中重复单元既包含酰亚胺键又包含醚键的任何聚合物。
[0059]
‑“
pga”或“聚(乙醇酸)”或“聚(乙交酯)”:指由乙醇酸或环酯二酯乙交酯聚合获得的任何聚合物。
[0060]
‑“
plga”或“聚(乳酸-共-乙醇酸)”或“聚(丙交酯-共-乙交酯)”:是指由乙交酯与丙交酯共聚或由乙醇酸与乳酸共聚获得的任何聚合物。
[0061]
‑“
聚合物”:指具有高分子量并且由一个或多于一个重复单元(单体)的多次重复产生的任何链或材料,所述单体彼此共价连接。
[0062]
‑“
聚合物基质”:是指包含或组成为聚合物的任何网络。
[0063]
‑“
pva”或“聚(乙烯醇)”:指以下式-(ch
2-ch(oh))
n-的聚合物,其中n是大于2的正整数。pva是由聚(乙酸乙烯酯)的碱性水解获得的。
[0064]
‑“
硅酸三钙”:指化学式为ca3sio5的化合物。
具体实施方式
[0065]
长丝
[0066]
本发明涉及材料,优选地涉及长丝物质。根据一个实施方案,本发明涉及用于3d打印的长丝。
[0067]
根据一个实施方案,长丝包含或组成为聚合物基质和矿物化合物。根据一个实施方案,用于3d打印的长丝包含或组成为聚合物基质和矿物化合物。
[0068]
根据一个实施方案,本发明的长丝是无水分的。根据一个实施方案,无水分的长丝包含非水合的硅酸钙,优选非水合的硅酸三钙。
[0069]
根据一个实施方案,本发明的长丝不包含任何孔。根据一个实施方案,本发明的长丝不包含任何多孔聚合物基质。根据一个实施方案,本发明的长丝不是从包含多孔和/或硬化的聚合物基质的组合物中获得的。根据一个实施方案,本发明长丝内的聚合物基质仅在成型为长丝时处于硬化形式。根据一个实施方案,当最初与本发明的组合物中的硅酸钙混合时,聚合物基质处于未硬化的聚合物基质的形式;并且当本发明的组合物成型为长丝时处于硬化形式。
[0070]
聚合物基质
[0071]
根据一个实施方案,聚合物基质包含或组成为至少一种聚合物;优选地包含或组成为至少一种生物相容性和/或生物可吸收的聚合物。根据一个实施方案,聚合物基质是无水分的。根据一个实施方案,在用作原料和/或成型为长丝形式之前,通过技术人员熟知的任何干燥技术干燥聚合物基质。
[0072]
根据一个实施方案,聚合物基质包含或由非生物可吸收和/或生物相容性的聚合物制成。根据一个实施方案,聚合物基质包含或由生物可吸收聚合物和非生物可吸收聚合
物的混合物制成。
[0073]
根据一个实施方案,聚合物基质包含或由至少一种选自聚酯、聚醚酯、聚乙烯醇(pva)、聚醚醚酮(peek)、聚醚酮酮(pekk)和聚醚酰亚胺(pei)的生物相容性聚合物制成。
[0074]
根据一个实施方案,聚合物基质包含或由至少一种生物相容性聚合物制成,所述生物相容性聚合物选自聚酯,例如聚(乳酸)(pla)、聚-(d,l)-丙交酯(pdlla)、聚乙醇酸(pga)、聚(丙交酯-共交酯)(plga)或聚己内酯(pcl);聚醚酯,例如聚二氧环己酮(pdo);聚乙烯醇(pva);聚芳醚酮(paek),例如聚醚醚酮(peek)或聚醚酮酮(pekk);和聚醚酰亚胺(pei)。
[0075]
根据一个实施方案,聚合物选自聚酯和/或醚-酯单元的聚合物(称为“聚(醚酯)”)。
[0076]
根据一个实施方案,聚合物选自聚酯,优选脂肪族聚酯,更优选热塑性脂肪族聚酯。
[0077]
根据一个实施方案,聚合物是脂肪族聚酯。根据一个实施方案,聚合物是通过具有二醇官能团的单体与具有两个羧酸官能团的单体之间的缩聚反应获得的脂肪族聚酯。根据一个实施方案,聚合物是通过内酯(例如但不限于丙交酯、乙交酯或己内酯)的开环聚合反应获得的脂肪族聚酯。根据一个实施方案,脂肪族聚酯是聚(α-羟基酸),优选地选自聚(乳酸)、聚(乙醇酸)或其任何共聚物。根据一个实施方案,脂肪族聚酯是聚(β-羟基烷酸酯),优选地选自聚(3-羟基丁酸脂)(phb)、聚(3-羟基戊酸酯)(phv)或其任何共聚物。
[0078]
根据一个实施方案,聚酯选自聚(乳酸)或聚(丙交酯)、聚(乙醇酸)或聚(乙交酯)、聚羟基脂肪酸酯(pha)、聚羟基丁酸酯(phb)、聚己内酯(pcl)、聚酯酰胺和其任何共聚物;优选地,聚酯是聚(乳酸)(pla)、聚-(d,l)-丙交酯(pdlla)、聚乙醇酸(pga)、聚(丙交酯-共-乙交酯)(plga)或聚己内酯(pcl)。
[0079]
根据一个实施方案,聚合物是醚-酯单元的聚合物,优选聚二氧环己酮(pdo),更优选聚(对二氧六环)。
[0080]
根据一个实施方案,聚合物通过缩聚或通过开环聚合获得。
[0081]
根据一个实施方案,聚合物是聚乙烯醇(pva)。
[0082]
根据一个实施方案,聚合物基质由至少一种生物相容性和/或生物可吸收的聚合物制成;优选地选自聚(乳酸)或聚(丙交酯)(pla)、聚(乙醇酸)或聚(乙交酯)(pga)、聚(丙交酯-共-乙交酯)(plga)、聚己内酯(pcl)、聚-(d,l)-丙交酯(pdlla)、聚二氧环己酮(pdo)、聚乙烯醇(pva)或其任何混合物;更优选plga。
[0083]
根据一个实施方案,非生物可吸收且生物相容性的聚合物选自聚醚醚酮(peek)、聚醚酮酮(pekk)和聚醚酰亚胺(pei)。根据一个实施方案,聚醚酰亚胺(pei)为由sabic innovative plastics制造的产品ultem
tm
amhu1010f。
[0084]
根据一个实施方案,聚合物基质不包含或不是由选自以下的聚合物制成:多糖、糖胺聚糖、多肽和蛋白质。根据一个实施方案,聚合物基质不包含或不是由选自以下的聚合物制成:壳聚糖、甲壳质、海藻酸盐、胶原蛋白、透明质酸、明胶或其任何共聚物。
[0085]
根据一个实施方案,聚合物基质不是多孔的。根据一个实施方案,组合物中的聚合物基质是连续相,优选连续相、液体或糊剂,其中分散有硅酸钙,优选为颗粒形式。根据一个实施方案,组合物中的聚合物基质是连续相、液体或糊剂,其中均匀分散有硅酸钙,优选为
颗粒形式。
[0086]
根据一个实施方案,聚合物基质的聚合物具有4000g/mol至240000g/mol的重均分子量(mw)。根据一个实施方案,聚合物基质的聚合物具有4000g/mol至240000g/mol的数均分子量(mn)。
[0087]
无机化合物
[0088]
根据一个实施方案,无机化合物是硅酸盐,优选硅酸钙,更优选地选自硅酸三钙、硅酸二钙或其任何混合物,更优选硅酸三钙。
[0089]
根据一个实施方案,无机化合物是非改性的硅酸钙,优选非水合的硅酸钙,更优选非水合的硅酸三钙。根据一个实施方案,在用作原料和/或成型为长丝形式之前,通过技术人员熟知的任何干燥技术干燥硅酸钙。
[0090]
根据一个实施方案,硅酸钙是硅酸三钙(c3s)。根据一个实施方案,硅酸三钙选自化学式ca3sio5(也称为“c3s”)的化合物。根据一个实施方案,硅酸二钙是化学式ca2sio4(也称为“c2s”)的化合物。根据一个实施方案,本发明的长丝包含硅酸三钙,优选硅酸三钙和硅酸二钙的混合物。根据一个实施方案,本发明的长丝还包含波特兰水泥和/或三氧化矿物骨料(mta)。
[0091]
根据一个实施方案,硅酸钙,优选硅酸三钙和/或硅酸二钙可以是存在于波特兰水泥和/或三氧化矿物骨料(mta)中的硅酸钙。
[0092]
根据一个实施方案,无机化合物呈颗粒形式。根据一个实施方案,无机化合物可以是技术人员熟知的任何合适的形式。根据一个实施方案,本发明的长丝包含或组成为聚合物基质和硅酸钙颗粒。根据一个实施方案,本发明的长丝包含或组成为聚合物基质和硅酸三钙颗粒。根据一个实施方案,本发明的长丝包含或组成为技术人员熟知的任何合适形式的聚合物基质和硅酸钙。
[0093]
根据一个实施方案,颗粒可以通过它们的粒度分布来表征,特别是通过它们的d
10
、d
50
和/或d
90
尺寸来表征。根据一个实施方案,通过激光衍射测量d
10
、d
50
和d
90
尺寸。
[0094]
根据一个实施方案,颗粒的粒度适合用于3d打印机而不堵塞其出口喷嘴。
[0095]
根据一个实施方案,颗粒的d
90
尺寸为0.1μm至小于200μm,优选1μm至小于200μm、10μm至小于200μm、20μm至小于200μm、30μm至小于200μm、40μm至小于200μm、50μm至小于200μm、60μm至小于200μm、70μm至小于200μm、80μm至小于200μm、90μm至小于200μm、100μm至小于200μm、110μm至小于200μm、120μm至小于200μm、130μm至小于200μm、140μm至小于200μm、150μm至小于200μm、160μm至小于200μm、170μm至小于200μm、180μm至小于200μm、190μm至小于200μm。
[0096]
根据一个实施方案,颗粒的d
90
尺寸为0.1μm至190μm,优选0.1μm至190μm、0.1μm至180μm、0.1μm至170μm、0.1μm至160μm、0.1μm至150μm、0.1μm至140μm、0.1μm至130μm、0.1μm至120μm、0.1μm至110μm、0.1μm至100μm、0.1μm至90μm、0.1μm至80μm、0.1μm至70μm、0.1μm至60μm、0.1μm至50μm、0.1μm至40μm、0.1μm至30μm、0.1μm至20μm、0.1μm至10μm、0.1μm至1μm。
[0097]
根据一个实施方案,颗粒的d
90
尺寸为1.4μm至6.0μm,优选1.4μm至5.0μm,更优选1.4μm至3.5μm。在一个实施方案中,颗粒的d
90
尺寸为1.4μm至5.9μm、1.4μm至5.8μm、1.4μm至5.7μm、1.4μm至5.6μm、1.4μm至5.5μm、1.4μm至5.4μm、1.4μm至5.3μm、1.4μm至5.2μm、1.4μm至5.1μm、1.4μm至5.0μm、1.4μm至4.9μm、1.4μm至4.8μm、1.4μm至4.7μm、1.4μm至4.6μm、1.4μ
m至4.5μm、1.4μm至4.4μm、1.4μm至4.3μm、1.4μm至4.2μm、1.4μm至4.1μm、1.4μm至4.0μm、1.4μm至3.9μm、1.4μm至3.8μm、1.4μm至3.7μm、1.4μm至3.6μm、1.4μm至3.5μm、1.4μm至3.4μm、1.4μm至3.3μm、1.4μm至3.2μm、1.4μm至3.1μm、1.4μm至3.0μm、1.4μm至2.9μm、1.4μm至2.8μm、1.4μm至2.7μm、1.4μm至2.6μm、1.4μm至2.5μm、1.4μm至2.4μm、1.4μm至2.3μm、1.4μm至2.2μm、1.4μm至2.1μm、1.4μm至2.0μm、1.4μm至1.9μm、1.4μm至1.8μm、1.4μm至1.7μm、1.4μm至1.6μm、1.4μm至1.5μm。
[0098]
根据一个实施方案,颗粒的d
50
尺寸为0.1μm至小于200μm,优选1μm至小于200μm、10μm至小于200μm、20μm至小于200μm、30μm至小于200μm、40μm至小于200μm、50μm至小于200μm、60μm至小于200μm、70μm至小于200μm、80μm至小于200μm、90μm至小于200μm、100μm至小于200μm、110μm至小于200μm、120μm至小于200μm、130μm至小于200μm、140μm至小于200μm、150μm至小于200μm、160μm至小于200μm、170μm至小于200μm、180μm至小于200μm、190μm至小于200μm。
[0099]
根据一个实施方案,颗粒的d
50
尺寸为0.1μm至190μm,优选0.1μm至190μm、0.1μm至180μm、0.1μm至170μm、0.1μm至160μm、0.1μm至150μm、0.1μm至140μm、0.1μm至130μm、0.1μm至120μm、0.1μm至110μm、0.1μm至100μm、0.1μm至90μm、0.1μm至80μm、0.1μm至70μm、0.1μm至60μm、0.1μm至50μm、0.1μm至40μm、0.1μm至30μm、0.1μm至20μm、0.1μm至10μm、0.1μm至1μm。
[0100]
根据一个实施方案,颗粒的d
50
尺寸为0.7μm至2.9μm,优选0.7μm至2.0μm,优选0.7μm至1.5μm。根据一个实施方案,颗粒的d
50
尺寸为0.7μm至2.8μm、0.7μm至2.7μm、0.7μm至2.6μm、0.7μm至2.5μm、0.7μm至2.4μm、0.7μm至2.3μm、0.7μm至2.2μm、0.7μm至2.1μm、0.7μm至2.0μm、0.7μm至1.9μm、0.7μm至1.8μm、0.7μm至1.7μm、0.7μm至1.6μm、0.7μm至1.5μm、0.7μm至1.4μm、0.7μm至1.3μm、0.7μm至1.2μm、0.7μm至1.1μm、0.7μm至1.0μm、0.7μm至0.9μm、0.7μm至0.8μm。
[0101]
根据一个实施方案,颗粒的d
10
尺寸为0.1μm至小于200μm,优选1μm至小于200μm、10μm至小于200μm、20μm至小于200μm、30μm至小于200μm、40μm至小于200μm、50μm至小于200μm、60μm至小于200μm、70μm至小于200μm、80μm至小于200μm、90μm至小于200μm、100μm至小于200μm、110μm至小于200μm、120μm至小于200μm、130μm至小于200μm、140μm至小于200μm、150μm至小于200μm、160μm至小于200μm、170μm至小于200μm、180μm至小于200μm、190μm至小于200μm。
[0102]
根据一个实施方案,颗粒的d
10
尺寸为0.1μm至190μm,优选0.1μm至190μm、0.1μm至180μm、0.1μm至170μm、0.1μm至160μm、0.1μm至150μm、0.1μm至140μm、0.1μm至130μm、0.1μm至120μm、0.1μm至110μm、0.1μm至100μm、0.1μm至90μm、0.1μm至80μm、0.1μm至70μm、0.1μm至60μm、0.1μm至50μm、0.1μm至40μm、0.1μm至30μm、0.1μm至20μm、0.1μm至10μm、0.1μm至1μm。
[0103]
根据一个实施方案,颗粒的d
10
尺寸小于0.7μm,优选为0.1μm至0.7μm;优选0.2μm至0.6μm;优选0.3μm至0.55μm;0.35μm至0.5μm;0.4μm至0.5μm。
[0104]
颗粒也可以通过比表面积来表征。根据一个实施方案,通过bet(brunauer,emmett和teller技术)测量的颗粒的比表面积为0.5m2/g至13m2/g;优选3m2/g至9m2/g;优选4m2/g至8m2/g,更优选5m2/g至7m2/g。根据一个实施方案,通过bet测量的颗粒的比表面积为4m2/g至11m2/g、5m2/g至11m2/g、6m2/g至11m2/g、7m2/g至11m2/g、8m2/g至11m2/g、9m2/g至11m2/g、10m2/g至11m2/g。根据一个实施方案,通过bet测量的颗粒的比表面积为3m2/g至9m2/g;优选
3m2/g至8m2/g、3m2/g至7m2/g、3m2/g至6m2、3m2/g至5m2或3m2/g至4m2。根据一个实施方案,通过bet测量的颗粒的比表面积为约3m2/g、约4m2/g、约5m2/g、约6m2/g、约7m2/g、约8m2/g、约9m2/g、约10m2/g或约11m2/g。
[0105]
长丝的特性
[0106]
根据一个实施方案,相对于长丝的总重量,无机化合物(优选硅酸三钙)的量为1重量%至50重量%,优选1重量%至30重量%;更优选10重量%至20重量%。
[0107]
根据一个实施方案,相对于长丝的总重量,无机化合物(优选硅酸三钙)的量为5重量%至50重量%;优选10重量%至50重量%、15重量%至50重量%、20重量%至50重量%、25重量%至50重量%、30重量%至50重量%、35重量%至50重量%、40重量%至50重量%或45重量%至50重量%。
[0108]
根据一个实施方案,相对于长丝的总重量,无机化合物(优选硅酸三钙)的量为1重量%至45重量%;优选1重量%至40重量%、1重量%至35重量%、1重量%至30重量%、1重量%至25重量%、1重量%至20重量%、1重量%至15重量%、1重量%至10重量%或1重量%至5重量%。
[0109]
根据一个实施方案,相对于长丝的总重量,无机化合物(优选硅酸三钙)的量为5重量%至40重量%,优选10重量%至30重量%。
[0110]
根据一个实施方案,相对于长丝的总重量,无机化合物(优选硅酸三钙)的量为约1重量%、约2重量%、约3重量%、约4重量%、约5重量%、约6重量%、约7重量%、约8重量%、约9重量%、约10重量%、约11重量%、约12重量%、约13重量%、约14重量%、约15重量%、约16重量%、约17重量%、约18重量%、约19重量%、约20重量%、约21重量%、约22重量%、约23重量%、约24重量%、约25重量%、约26重量%、约27重量%、约28重量%、约29重量%、约30重量%、约31重量%、约32重量%、约33重量%、约34重量%、约35重量%、约36重量%、约37重量%、约38重量%、约39重量%、约40重量%、约41重量%、约42重量%、约43重量%、约44重量%、约45重量%、约46重量%、约47重量%、约48重量%、约49重量%或约50重量%。
[0111]
根据一个实施方案,相对于长丝的总重量,聚合物基质的量为50重量%至99重量%;优选70重量%至99重量%;更优选80重量%至90重量%。
[0112]
根据一个实施方案,相对于长丝的总重量,聚合物基质的量为55重量%至99重量%;优选60重量%至99重量%、65重量%至99重量%、70重量%至99重量%、75重量%至99重量%、80重量%至99重量%、85重量%至99重量%或90重量%至99重量%。根据一个实施方案,相对于长丝的总重量,聚合物基质的量为50重量%至90重量%;优选50重量%至85重量%、50重量%至80重量%、50重量%至75重量%、50重量%至70重量%、50重量%至65重量%、50重量%至60重量%、50重量%至55重量%。根据一个实施方案,相对于长丝的总重量,聚合物基质的量为约50重量%、约51重量%、约52重量%、约53重量%、约54重量%、约55重量%、约56重量%、约57重量%、约58重量%、约59重量%、约60重量%、约61重量%、约62重量%、约63重量%、约64重量%、约65重量%、约66重量%、约67重量%、约68重量%、约69重量%、约70重量%、约71重量%、约72重量%、约73重量%、约74重量%、约75重量%、约76重量%、约77重量%、约78重量%、约79重量%、约80重量%、约81重量%、约82重量%、约83重量%、约84重量%、约85重量%、约86重量%、约87重量%、约88重量%、约89重量%、
约90重量%、约91重量%、约92重量%、约93重量%、约94重量%、约95重量%、约96重量%、约97重量%、约98重量%或约99重量%。
[0113]
根据一个实施方案,本发明的长丝包含或组成为:
[0114]-50重量%至99重量%的至少一种生物相容性聚合物,优选地选自聚(丙交酯-共-乙交酯)(plga)、聚己内酯(pcl)、聚(d,l)-丙交酯(pdlla)、聚二氧环己酮(pdo)、聚乙烯醇(pva)或其混合物;优选plga;以及
[0115]-1重量%至50重量%的硅酸钙;优选硅酸三钙。
[0116]
根据一个实施方案,本发明的长丝包含或组成为:
[0117]-50重量%至99重量%的至少一种生物相容性聚合物,优选地选自聚酯、聚醚酯、聚乙烯醇(pva)、聚芳醚酮(paek)例如聚醚醚酮(peek)或聚醚酮酮(pekk)和聚醚酰亚胺(pei);更优选地选自聚醚醚酮(peek)、聚(丙交酯-共-乙交酯)(plga)、聚己内酯(pcl)、聚(d,l)-丙交酯(pdlla)、聚二氧环己酮(pdo)、聚乙烯醇(pva)或其混合物;优选plga;和
[0118]-1重量%至50重量%的硅酸钙;优选硅酸三钙。
[0119]
根据一个实施方案,优选用于3d打印的长丝包含或组成为:
[0120]-70重量%至99重量%的脂肪族聚酯,优选地选自plga、pdlla、pda和pcl;和
[0121]-1重量%至30重量%的硅酸钙;优选硅酸三钙。
[0122]
根据一个实施方案,长丝包含或组成为:
[0123]-95重量%的至少一种生物相容性聚合物,优选地选自聚醚醚酮(peek)、聚(丙交酯-共-乙交酯)(plga)、聚己内酯(pcl)、聚(d,l)-丙交酯(pdlla)、聚二氧环己酮(pdo)、聚乙烯醇(pva)或其混合物;优选plga;以及
[0124]-5重量%的硅酸钙;优选硅酸三钙。
[0125]
根据一个实施方案,优选用于3d打印的长丝包含或组成为:
[0126]-90重量%的脂肪族聚酯,优选地选自plga、pdlla、pda和pcl;和
[0127]-10重量%的硅酸钙;优选硅酸三钙。
[0128]
根据一个实施方案,优选用于3d打印的长丝包含或组成为:
[0129]-80重量%的脂肪族聚酯,优选地选自plga、pdlla、pda和pcl;和
[0130]-20重量%的硅酸钙;优选硅酸三钙。
[0131]
根据一个实施方案,优选用于3d打印的长丝包含或组成为:
[0132]-90重量%的peek;和
[0133]-10重量%的硅酸钙;优选硅酸三钙。
[0134]
根据一个实施方案,优选用于3d打印的长丝包含或组成为:
[0135]-80重量%的peek;和
[0136]-20重量%的硅酸钙;优选硅酸三钙。
[0137]
根据一个实施方案,优选用于3d打印的长丝包含或组成为:
[0138]-70重量%的peek;和
[0139]-30重量%的硅酸钙;优选硅酸三钙。
[0140]
根据一个实施方案,长丝还包含至少一种添加剂,优选地选自不透射线剂、抗炎剂、抗菌剂和离子掺杂剂。根据一个实施方案,抗菌剂是双氯苯双胍己烷。根据一个实施方案,抗炎剂是非甾体抗炎剂,优选甘草次酸。根据一个实施方案,抗炎剂为甾体抗炎剂,优选
皮质类固醇,更优选地塞米松。
[0141]
根据一个实施方案,不透射线剂选自氧化锌、氧化锆、氧化钇、氧化锡、硫酸钡、氧化钨、氧化铋和氧化钡;优选氧化锆。
[0142]
根据一个实施方案,抗菌剂是耐高温抗菌剂,优选抗菌剂耐高于40℃;优选高于50℃、高于60℃、高于70℃、高于80℃、高于90℃或高于100℃的温度。根据一个实施方案,抗菌剂是抗生素,优选地选自青霉素、妥布霉素、呋喃妥因、庆大霉素、万古霉素、头孢唑啉和四环素。根据一个实施方案,抗菌剂选自青霉素、妥布霉素、呋喃妥因、庆大霉素、万古霉素、头孢唑啉、四环素、壳聚糖、碘、铜和银。
[0143]
根据一个实施方案,离子掺杂剂选自锶掺杂剂、镁掺杂剂、硅掺杂剂、锌掺杂剂、碘掺杂剂、银掺杂剂和铜掺杂剂。
[0144]
根据一个实施方案,锶掺杂剂是锶盐,优选地选自硝酸锶、磷酸氢锶和碳酸锶。
[0145]
根据一个实施方案,镁掺杂剂是镁盐,优选地选自氯化镁、碳酸镁和硝酸镁。
[0146]
根据一个实施方案,硅掺杂剂是原硅酸盐,例如但不限于原硅酸四乙酯。
[0147]
根据一个实施方案,锌掺杂剂是锌盐,优选地选自硝酸锌、硫酸锌和氯化锌。
[0148]
根据一个实施方案,长丝具有取决于在其制造过程中使用的挤出设备的平均直径,所述设备是技术人员熟知的。
[0149]
根据一个实施方案,长丝具有1mm至10mm、优选1mm至5mm、更优选1.5mm至2.5mm的平均直径。根据一个实施方案,长丝具有约1.75mm的平均直径。
[0150]
根据一个实施方案,长丝具有1mm至9mm、优选1mm至8mm、1mm至7mm、1mm至6mm、1mm至5mm、1mm至4mm、1mm至3mm、或1mm至2mm的平均直径。根据一个实施方案,长丝具有1mm至3mm、优选1.1mm、1.2mm、1.3mm、1.4mm、1.5mm、1.6mm、1.7mm、1.8mm、1.9mm、2.0mm、2.1mm、2.2mm、2.3mm、2.4mm、2.5mm、2.6mm、2.7mm、2.8mm、2.9mm或3.0mm的平均直径。根据一个实施方案,长丝具有约1mm、约2mm、约3mm、约4mm、约5mm、约6mm、约7mm、约8mm、约9mm或约10mm的平均直径。
[0151]
根据一个实施方案,本发明的长丝具有0.1gpa至10gpa、优选1gpa至6gpa的杨氏模量,其中杨氏模量由仪器mts criterion c45测定。根据一个实施方案,本发明的长丝具有约0.1gpa、约0.2gpa、约0.3gpa、约0.4gpa、约0.5gpa、约0.6gpa、约0.7gpa、约0.8gpa、约0.9gpa、约1gpa、约2gpa、约3gpa、约4gpa、约5gpa、约6gpa、约7gpa、约8gpa、约9gpa或约10gpa的杨氏模量,其中杨氏模量由仪器mts criterion c45测定。
[0152]
根据一个实施方案,本发明的长丝具有与皮质骨相同范围的杨氏模量(即7gpa至30gpa)。根据一个实施方案,本发明的长丝具有与海绵骨相同范围的杨氏模量(即0.1gpa至4.5gpa)。
[0153]
根据一个实施方案,本发明的长丝具有与骨头相同范围的杨氏模量(即0.1gpa至30gpa),其中杨氏模量由仪器mts criterion c45测定。
[0154]
根据一个实施方案,本发明的长丝具有10gpa至150gpa、优选15gpa至80gpa的抗拉强度,其中抗拉强度由仪器mts criterion c45测定。根据一个实施方案,本发明的长丝具有约1mpa、约2mpa、约3mpa、约4mpa、约5mpa、约6mpa、约7mpa、约8mpa、约9mpa、约10mpa、约15mpa、约20mpa、约25mpa、约30mpa、约35mpa、约40mpa、约45mpa、约50mpa、约55mpa、约60mpa、约65mpa、约70mpa、约75mpa、约80mpa、约85mpa、约90mpa、约95mpa、约100mpa、约
110mpa、约120mpa、约130mpa、约140mpa或约150mpa的抗拉强度;其中抗拉强度由仪器mts criterion c45测定。
[0155]
根据一个实施方案,本发明的长丝具有与皮质骨相同范围的抗拉强度(即50mpa至150mpa)。根据一个实施方案,本发明的长丝具有与海绵骨相同范围的抗拉强度(即10mpa至20mpa)。根据一个实施方案,本发明的长丝具有与骨头相同范围的杨氏模量(即10mpa至150mpa)。
[0156]
根据一个实施方案,本发明的长丝具有1mpa至230mpa、优选2mpa至150mpa的抗压强度,其中抗压强度通过拉伸试验机测定,优选通过zwick型号z100的设备测定。根据一个实施方案,本发明的长丝具有约1mpa、约2mpa、约3mpa、约4mpa、约5mpa、约6mpa、约7mpa、约8mpa、约9mpa、约10mpa、约15mpa、约20mpa、约25mpa、约30mpa、约35mpa、约40mpa、约45mpa、约50mpa、约55mpa、约60mpa、约65mpa、约70mpa、约75mpa、约80mpa、约85mpa、约90mpa、约95mpa、约100mpa、约110mpa、约120mpa、约130mpa、约140mpa、约150mpa、约160mpa、约170mpa、约180mpa、约190mpa、约200mpa、约210mpa、约220mpa、或约230mpa的抗压强度;其中抗压强度通过拉伸试验机测定,优选通过zwick型号z100的设备测定。
[0157]
根据一个实施方案,本发明的长丝具有与皮质骨相同范围的抗压强度(即100mpa至230mpa)。根据一个实施方案,本发明的长丝具有与海绵骨相同范围的抗压强度(即2mpa至12mpa)。根据一个实施方案,本发明的长丝具有与骨头相同范围的抗压强度(即2mpa至230mpa)。
[0158]
根据一个实施方案,本发明的长丝是生物相容性和/或生物可吸收性的。
[0159]
有利地,无机化合物(特别是硅酸三钙)均匀分布在本发明的长丝中,优选均匀分布在所述长丝的整个外表面和/或内部。
[0160]
有利地,本发明的长丝在以诸如长丝卷的卷起形式储存时是不可断裂的。因此,本发明还涉及包含如上文所定义的本发明的长丝的长丝卷。
[0161]
有利地,本发明的长丝可通过增材制造技术,例如熔丝沉积打印。
[0162]
组合物
[0163]
本发明还涉及用于制造如上文所定义的本发明的长丝的组合物。
[0164]
根据一个实施方案,本发明的组合物包含或组成为至少一种如上定义的聚合物,和如上定义的无机化合物。根据一个实施方案,本发明的组合物包含或组成为至少一种如上定义的聚合物和如上定义的无机化合物;所述聚合物处于非硬化形式和/或未成型为三维材料。
[0165]
根据一个实施方案,本发明的组合物包含或组成为至少一种如上定义的聚合物基质,和如上定义的无机化合物。根据一个实施方案,术语“组合物”是指作为分散介质的至少一种聚合物与均匀分散在分散介质中的硅酸钙颗粒、优选硅酸三钙颗粒的混合物。根据一个实施方案,术语“组合物”指的是以下的混合物:(i)如上定义的聚合物或聚合物基质,优选非多孔的和/或未硬化的,所述聚合物基质是分散介质;(ii)硅酸钙颗粒,优选硅酸三钙颗粒,其均匀分散在分散介质中。
[0166]
根据一个实施方案,本发明的组合物包含或组成为如上定义的至少一种聚合物,和如上定义的无机化合物的混合物。根据一个实施方案,本发明的组合物不包含多孔聚合物基质与硅酸钙例如硅酸三钙的任何混合物。根据一个实施方案,本发明的组合物不包含
硬化的聚合物或聚合物基质与硅酸钙例如硅酸三钙的任何混合物。根据一个实施方案,本发明的组合物不包含硬化的聚合物或聚合物基质与硅酸钙溶液例如硅酸三钙溶液的任何混合物。
[0167]
根据一个实施方案,本发明的组合物不包含先前3d成型的聚合物或聚合物基质与硅酸钙例如硅酸三钙的任何混合物。
[0168]
根据一个实施方案,相对于组合物的总重量,无机化合物(优选硅酸三钙)的量为1重量%至50重量%,优选1重量%至30重量%;更优选10重量%至20重量%。
[0169]
根据一个实施方案,相对于组合物的总重量,无机化合物(优选硅酸三钙)的量为5重量%至50重量%;优选10重量%至50重量%、15重量%至50重量%、20重量%至50重量%、25重量%至50重量%、30重量%至50重量%、35重量%至50重量%、40重量%至50重量%或45重量%至50重量%。
[0170]
根据一个实施方案,相对于组合物的总重量,无机化合物(优选硅酸三钙)的量为1重量%至45重量%;优选1重量%至40重量%、1重量%至35重量%、1重量%至30重量%、1重量%至25重量%、1重量%至20重量%、1重量%至15重量%、1重量%至10重量%或1重量%至5重量%。
[0171]
根据一个实施方案,相对于组合物的总重量,无机化合物(优选硅酸三钙)的量为约1重量%、约2重量%、约3重量%、约4重量%、约5重量%、约6重量%、约7重量%、约8重量%、约9重量%、约10重量%、约11重量%、约12重量%、约13重量%、约14重量%、约15重量%、约16重量%、约17重量%、约18重量%、约19重量%、约20重量%、约21重量%、约22重量%、约23重量%、约24重量%、约25重量%、约26重量%、约27重量%、约28重量%、约29重量%、约30重量%、约31重量%、约32重量%、约33重量%、约34重量%、约35重量%、约36重量%、约37重量%、约38重量%、约39重量%、约40重量%、约41重量%、约42重量%、约43重量%、约44重量%、约45重量%、约46重量%、约47重量%、约48重量%、约49重量%或约50重量%。
[0172]
根据一个实施方案,相对于组合物的总重量,聚合物的量为50重量%至99重量%;优选70重量%至99重量%;更优选80重量%至90重量%。
[0173]
根据一个实施方案,相对于组合物的总重量,聚合物的量为55重量%至99重量%;优选60重量%至99重量%、65重量%至99重量%、70重量%至99重量%、75重量%至99重量%、80重量%至99重量%、85重量%至99重量%或90重量%至99重量%。根据一个实施方案,相对于组合物的总重量,聚合物的量为50重量%至90重量%;优选50重量%至85重量%、50重量%至80重量%、50重量%至75重量%、50重量%至70重量%、50重量%至65重量%、50重量%至60重量%、50重量%至55重量%。根据一个实施方案,相对于组合物的总重量,聚合物的量为约50重量%、约51重量%、约52重量%、约53重量%、约54重量%、约55重量%、约56重量%、约57重量%、约58重量%、约59重量%、约60重量%、约61重量%、约62重量%、约63重量%、约64重量%、约65重量%、约66重量%、约67重量%、约68重量%、约69重量%、约70重量%、约71重量%、约72重量%、约73重量%、约74重量%、约75重量%、约76重量%、约77重量%、约78重量%、约79重量%、约80重量%、约81重量%、约82重量%、约83重量%、约84重量%、约85重量%、约86重量%、约87重量%、约88重量%、约89重量%、约90重量%、约91重量%、约92重量%、约93重量%、约94重量%、约95重量%、约96重量%、约97
重量%、约98重量%或约99重量%。
[0174]
根据一个实施方案,用于制造本发明的长丝的组合物包含:
[0175]-组合物总重量的50重量%至99重量%的生物相容性的聚合物,其选自聚(丙交酯-共-乙交酯)(plga)、聚己内酯(pcl)、聚-(d,l)-丙交酯(pdlla)、聚二氧环己酮(pdo)、聚乙烯醇(pva)或其混合物;以及
[0176]-1重量%至50重量%的硅酸三钙。
[0177]
根据一个实施方案,用于制造本发明的长丝的组合物包含:
[0178]-组合物总重量的50重量%至99重量%的生物相容性的聚合物,其选自聚(丙交酯-共-乙交酯)(plga)、聚己内酯(pcl)、聚-(d,l)-丙交酯(pdlla)、聚二氧环己酮(pdo)、聚乙烯醇(pva)、聚醚醚酮(peek)、聚醚酮酮(peek)或其混合物;以及
[0179]-1重量%至50重量%的硅酸三钙。
[0180]
根据一个实施方案,组合物包含或组成为:
[0181]-70重量%至99重量%的脂肪族聚酯,优选地选自plga、pdlla、pda和pcl;和
[0182]-1重量%至30重量%的硅酸钙;优选硅酸三钙。
[0183]
根据一个实施方案,组合物包含或组成为:
[0184]-70重量%至99重量%的脂肪族聚酯,优选地选自plga、pdlla、pda和plc;或70重量%至99重量%的聚芳醚酮(paek),优选地选自聚醚醚酮(peek)或聚醚酮酮(pekk);以及
[0185]-1重量%至30重量%的硅酸钙;优选硅酸三钙。
[0186]
根据一个实施方案,组合物包含或组成为:
[0187]-90重量%的脂肪族聚酯,优选地选自plga、pdlla、pda和pcl;和
[0188]-10重量%的硅酸钙;优选硅酸三钙。
[0189]
根据一个实施方案,组合物包含或组成为:
[0190]-90重量%的脂肪族聚酯,优选地选自plga、pdlla、pda和plc;或70重量%至99重量%的聚芳醚酮(paek),优选地选自聚醚醚酮(peek)或聚醚酮酮(pekk);以及
[0191]-10重量%的硅酸钙;优选硅酸三钙。
[0192]
根据一个实施方案,组合物包含或组成为:
[0193]-80重量%的脂肪族聚酯,优选地选自plga、pdlla、pda和pcl;和
[0194]-20重量%的硅酸钙;优选硅酸三钙。
[0195]
根据一个实施方案,组合物包含或组成为:
[0196]-80重量%的脂肪族聚酯,优选地选自plga、pdlla、pda和plc;或70重量%至99重量%的聚芳醚酮(paek),优选地选自聚醚醚酮(peek)或聚醚酮酮(pekk);以及
[0197]-20重量%的硅酸钙;优选硅酸三钙。
[0198]
根据一个实施方案,组合物还包含至少一种添加剂,优选地选自不透射线剂、抗菌剂和离子掺杂剂。根据一个实施方案,所述组合物还包含硅酸二钙、铝酸三钙、氧化钙、石膏、不透射线剂,例如氧化锌、氧化锆、氧化钇、氧化锡、硫酸钡、氧化钨、氧化铋或氧化钡;和/或波特兰水泥。
[0199]
根据一个实施方案,不透射线剂选自氧化锌、氧化锆、氧化钇、氧化锡、硫酸钡、氧化钨、氧化铋、氧化钡;优选氧化锆。
[0200]
根据一个实施方案,抗菌剂是耐高温抗菌剂,优选抗菌剂耐高于40℃;优选高于50
℃、高于60℃、高于70℃、高于80℃、高于90℃或高于100℃的温度。根据一个实施方案,抗菌剂是抗生素,优选自青霉素、妥布霉素、呋喃妥因、庆大霉素、万古霉素、头孢唑啉和四环素。根据一个实施方案,抗菌剂选自青霉素、妥布霉素、呋喃妥因、庆大霉素、万古霉素、头孢唑啉、四环素、壳聚糖、碘、铜和银。
[0201]
根据一个实施方案,离子掺杂剂选自锶掺杂剂、镁掺杂剂、硅掺杂剂、锌掺杂剂、碘掺杂剂、银掺杂剂和铜掺杂剂。
[0202]
根据一个实施方案,锶掺杂剂是锶盐,优选选自硝酸锶、磷酸氢锶和碳酸锶。
[0203]
根据一个实施方案,镁掺杂剂是镁盐,优选选自氯化镁、碳酸镁和硝酸镁。
[0204]
根据一个实施方案,硅掺杂剂是原硅酸盐,例如但不限于原硅酸四乙酯。
[0205]
根据一个实施方案,锌掺杂剂是锌盐,优选选自硝酸锌、硫酸锌和氯化锌。
[0206]
根据一个实施方案,组合物呈糊剂、棒、团粒或颗粒的形式。
[0207]
有利地,本发明的组合物有助于模塑或成型本发明的长丝。
[0208]
本发明的长丝的制造方法
[0209]
本发明还涉及用于制造长丝物质的方法,优选用于制造如上定义的长丝。
[0210]
根据一个实施方案,制造如上定义的长丝的方法包括使用如上定义的组合物。根据一个实施方案,制造如上定义的长丝的方法是无水的或干燥的。
[0211]
根据一个实施方案,制造如上定义的长丝的方法包括步骤(i),向挤出机进料如上定义的组合物。根据一个实施方案,挤出机连接至毛细管模具。根据一个实施方案,挤出机为单螺杆挤出机。根据一个实施方案,挤出机为双螺杆挤出机。根据一个实施方案,聚合物基质和无机化合物在双螺杆挤出机中混合以提供如上定义的组合物。根据一个实施方案,聚合物基质和无机化合物在层流气流下混合。
[0212]
根据一个实施方案,为了制造本发明的长丝,将如上定义的组合物引入单螺杆挤出机中。或者,为了制造本发明的长丝,将聚合物基质和无机化合物在双螺杆挤出机或单螺杆挤出机中直接混合。
[0213]
根据一个实施方案,用于制造长丝的方法包括初步干燥步骤,优选在使用之前对聚合物基质和/或无机化合物进行的干燥步骤。
[0214]
根据一个实施方案,制造长丝的方法包括用于制备如上定义的组合物的初步步骤。
[0215]
根据一个实施方案,干燥步骤在10℃至200℃,优选25℃至160℃的温度下进行。根据一个实施方案,聚合物基质的干燥步骤在30℃至40℃的温度下进行。根据一个实施方案,无机化合物的干燥步骤在约150℃的温度下进行。
[0216]
根据一个实施方案,干燥步骤在10℃至400℃,优选25℃至160℃的温度下进行。根据一个实施方案,聚合物基质的干燥步骤在30℃至150℃的温度下进行。根据一个实施方案,聚合物基质的干燥步骤在150℃的温度下进行。
[0217]
根据一个实施方案,挤出机具有1mm至10mm、优选1mm至5mm、更优选1.5mm至2.5mm的出口直径。根据一个实施方案,挤出机具有约1.75mm的出口直径。
[0218]
根据一个实施方案,挤出机具有1mm至9mm、优选1mm至8mm、1mm至7mm、1mm至6mm、1mm至5mm、1mm至4mm、1mm至3mm、或1mm至2mm的出口直径。根据一个实施方案,挤出机具有1mm至3mm、优选1.1mm、1.2mm、1.3mm、1.4mm、1.5mm、1.6mm、1.7mm、1.8mm、1.9mm、2.0mm、
2.1mm、2.2mm、2.3mm、2.4mm、2.5mm、2.6mm、2.7mm、2.8mm、2.9mm或3.0mm的出口直径。根据一个实施方案,挤出机具有约1mm、约2mm、约3mm、约4mm、约5mm、约6mm、约7mm、约8mm、约9mm或约10mm的出口直径。
[0219]
根据一个实施方案,用于制造如上定义的长丝的方法还包括用于将如上定义的组合物挤出成长丝形式的步骤(ii)。
[0220]
根据一个实施方案,提供长丝的挤出步骤(ii)在50℃至250℃;优选90℃至200℃的温度下进行。根据一个实施方案,提供长丝的挤出步骤(ii)在50℃至500℃;优选90℃至400℃的温度下进行。
[0221]
根据一个实施方案,提供长丝的挤出步骤(ii)在优选为50℃至240℃、50℃至230℃、50℃至230℃、50℃至220℃、50℃至210℃、50℃至200℃、50℃至190℃、50℃至180℃、50℃至170℃、50℃至160℃、50℃至150℃、50℃至140℃、50℃至130℃、50℃至120℃、50℃至110℃、50℃至100℃、50℃至90℃、50℃至80℃、50℃至70℃或50℃至60℃的温度下进行。根据一个实施方案,挤出步骤(ii)在优选为70℃至240℃、80℃至240℃、90℃至240℃、100℃至240℃、110℃至240℃、120℃至240℃、130℃至240℃、140℃至240℃、150℃至240℃、160℃至240℃、170℃至240℃、180℃至240℃、190℃至240℃、200℃至20℃、210℃至240℃、220℃至240℃或230℃至240℃的温度下进行。
[0222]
根据一个实施方案,挤出步骤(ii)在50℃至450℃、优选50℃至400℃、50℃至390℃、50℃至380℃、50℃至370℃、50℃至360℃、50℃至350℃、50℃至340℃、50℃至330℃、50℃至320℃、50℃至310℃、50℃至300℃、50℃至290℃、50℃至280℃、50℃至270℃、50℃至260℃或50℃至250℃的温度下进行。挤出步骤(ii)在60℃至450℃、优选70℃至450℃、80℃至450℃、90℃至450℃、100℃至450℃、110℃至450℃、120℃至450℃、130℃至450℃、140℃至450℃、150℃至450℃、160℃至450℃、170℃至450℃、180℃至450℃、190℃至450℃、200℃至450℃、210℃至450℃、220℃至450℃、230℃至450℃、240℃至450℃、250℃至450℃、260℃至450℃、270℃至450℃、280℃至450℃、290℃至450℃、300℃至450℃、310℃至450℃、320℃至450℃、330℃至450℃、340℃至450℃、350℃至450℃、360℃至450℃、370℃至450℃、380℃至450℃、390℃至450℃、400℃至450℃、410℃至450℃、420℃至450℃、430℃至450℃或440℃至450℃的温度下进行。
[0223]
根据一个实施方案,挤出步骤(ii)在5mm/s至150mm/s;优选10mm/s至100mm/s的速度下进行。挤出步骤(ii)在10mm/s至150mm/s;优选20mm/s至150mm/s、30mm/s至150mm/s、40mm/s至150mm/s、50mm/s至150mm/s、60mm/s至150mm/s、70mm/s至150mm/s、80mm/s至150mm/s、90mm/s至150mm/s、100mm/s至150mm/s、110mm/s至150mm/s、120mm/s至150mm/s、130mm/s至150mm/s或140mm/s至150mm/s的速度下进行。
[0224]
根据一个实施方案,挤出步骤(ii)在5mm/s至140mm/s;优选5mm/s至130mm/s、5mm/s至120mm/s、5mm/s至110mm/s、5mm/s至100mm/s、5mm/s至90mm/s、5mm/s至80mm/s、5mm/s至70mm/s、5mm/s至60mm/s、5mm/s至50mm/s、5mm/s至40mm/s、5mm/s至30mm/s、5mm/s至20mm/s或5mm/s至10mm/s的速度下进行。
[0225]
用于成型物体的方法(模塑或3d打印)
[0226]
本发明还涉及用于成型物体的方法;优选用于成型植入物;更优选骨替代物。
[0227]
根据一个实施方案,用于成型物体的方法包括使用如上定义的长丝或组合物。
[0228]
根据一个实施方案,用于成型物体的方法还包括使用模塑和/或增材制造技术,优选熔丝沉积。
[0229]
根据一个实施方案,用于成型物体的方法包括或组成为:
[0230]-将包含本发明的长丝的长丝卷进料至3d打印机;
[0231]-定义3d打印机的打印速度和打印时间以成型目标物体;和/或
[0232]-实施目标物体的3d打印。
[0233]
根据一个实施方案,用于成型物体的过程还包括对要打印的物体(“目标物体”)进行虚拟建模。根据一个实施方案,目标物体的虚拟建模可以通过技术人员已知的任何扫描技术来进行。
[0234]
根据一个实施方案,3d打印可以通过技术人员已知的任何增材制造技术来实施,包括但不限于光固化成型技术(sla)、熔丝沉积(ffd)、数字光处理(dlp)、连续液体界面提取技术(clip)、直接金属激光烧结技术(dmls)、电子束熔融技术(ebm)、粘合剂喷射技术(bj)、叠层实体制造技术(lom)和三重喷射技术(polyjet)。
[0235]
根据一个实施方案,3d打印步骤在-30℃至250℃、优选-20℃至250℃、-10℃至250℃、0℃至250℃、10℃至250℃、20℃至250℃、30℃至250℃、40℃至250℃、50℃至250℃、60℃至250℃、70℃至250℃、80℃至250℃、90℃至250℃、100℃至250℃、110℃至250℃、120℃至250℃、130℃至250℃、140℃至250℃、150℃至250℃、160℃至250℃、170℃至250℃、180℃至250℃、190℃至250℃、200℃至250℃、210℃至250℃、220℃至250℃、230℃至250℃或230℃至250℃;优选-30℃至240℃、-30℃至230℃、-30℃至220℃、-30℃至210℃、-30℃至200℃、-30℃至190℃、-30℃至180℃、-30℃至170℃、-30℃至160℃、-30℃至150℃、-30℃至140℃、-30℃至130℃、-30℃至120℃、-30℃至110℃、-30℃至100℃、-30℃至90℃、-30℃至80℃、-30℃至70℃、-30℃至60℃、-30℃至50℃、-30℃至40℃、-30℃至30℃、-30℃至20℃、-30℃至10℃或-30℃至0℃的温度下实施。
[0236]
根据一个实施方案,包含plga、pdlla和/或pva的长丝的3d打印的步骤在190℃至210℃的温度下实施。根据一个实施方案,包含pdo的长丝的3d打印的步骤在170℃至190℃的温度下实施。根据一个实施方案,包含plc的长丝的3d打印的步骤在60℃至90℃的温度下实施。
[0237]
根据一个实施方案,打印速度取决于所使用的增材制造技术。根据一个实施方案,3d打印步骤在大于0mm/h至200mm/h的打印速度下实施,优选sls、sla或ffd技术。根据一个实施方案,3d打印步骤在10mm/h至200mm/h,优选20mm/h至200mm/h、20mm/h至200mm/h、30mm/h至200mm/h、40mm/h至200mm/h、50mm/h至200mm/h、60mm/h至200mm/h、70mm/h至200mm/h、80mm/h至200mm/h、90mm/h至200mm/h、100mm/h至200mm/h、110mm/h至200mm/h、120mm/h至200mm/h、130mm/h至200mm/h、140mm/h至200mm/h、150mm/h至200mm/h、160mm/h至200mm/h、170mm/h至200mm/h、180mm/h至200mm/h或190mm/h至200mm/h;优选10mm/h至190mm/h、10mm/h至180mm/h、10mm/h至170mm/h、10mm/h至160mm/h、10mm/h至150mm/h、10mm/h至140mm/h、10mm/h至130mm/h、10mm/h至120mm/h、10mm/h至110mm/h、10mm/h至100mm/h、10mm/h至90mm/h、10mm/h至80mm/h、10mm/h至70mm/h、10mm/h至60mm/h、10mm/h至50mm/h、10mm/h至40mm/h、10mm/h至30mm/h或10mm/h至20mm/h的打印速度下实施。根据一个实施方案,3d打印步骤在约5mm/h、约10mm/h、约15mm/h、约20mm/h、约25mm/h、约30mm/h、约35mm/h、
约40mm/h、约45mm/h、约50mm/h、约55mm/h、约60mm/h、约65mm/h、约70mm/h、约75mm/h、约80mm/h、约85mm/h、约90mm/h、约95mm/h、约100mm/h、约110mm/h、约120mm/h、约130mm/h、约140mm/h、约150mm/h、约160mm/h、约170mm/h、约180mm/h、约190mm/h或200mm/h的打印速度下进行。
[0238]
根据一个实施方案,包含plga和/或pdlla的长丝的3d打印步骤在50mm/s至100mm/s的打印速度下实施。根据一个实施方案,包含pva、pdo和/或pcl的长丝的3d打印步骤在10mm/s至30mm/s的打印速度下实施。
[0239]
或者,用于成型物体的方法包括或组成为:模塑本发明的长丝或直接使用本发明的组合物。或者,用于成型物体的方法包括或组成为织入本发明的长丝。
[0240]
通过方法获得的物体
[0241]
本发明还涉及成型物体;优选成型植入物;更优选成型骨替代物或成型牙科替代物。根据一个实施方案,成型物体为牙冠。根据一个实施方案,成型物体为嵌体。根据一个实施方案,成型物体为高嵌体。
[0242]
根据一个实施方案,成型物体可通过如上定义的本发明方法,使用本发明的长丝获得。
[0243]
根据一个实施方案,成型物体具有与海绵骨相同范围的杨氏模量(即0.1gpa至4.5gpa)。
[0244]
根据一个实施方案,成型物体具有10gpa至150gpa;优选15gpa至80gpa的抗拉强度,其中抗拉强度由仪器mts criterion c45仪测定。根据一个实施方案,成型物体具有约1mpa、约2mpa、约3mpa、约4mpa、约5mpa、约6mpa、约7mpa、约8mpa、约9mpa、约10mpa、约15mpa、约20mpa、约25mpa、约30mpa、约35mpa、约40mpa、约45mpa、约50mpa、约55mpa、约60mpa、约65mpa、约70mpa、约75mpa、约80mpa、约85mpa、约90mpa、约95mpa、约100mpa、约110mpa、约120mpa、约130mpa、约140mpa或约150mpa的抗拉强度;其中抗拉强度由仪器mts criterion c45测定。
[0245]
根据一个实施方案,成型物体具有与皮质骨相同范围的抗拉强度(即50mpa至150mpa)。根据一个实施方案,成型物体具有与海绵骨相同范围的抗拉强度(即10mpa至20mpa)。根据一个实施方案,成型物体具有与骨头相同范围的杨氏模量(即10mpa至150mpa)。
[0246]
根据一个实施方案,成型物体具有1mpa至230mpa、优选2mpa至150mpa的抗压强度,其中抗压强度由zwick型号z100测定。根据一个实施方案,成型物体具有约1mpa、约2mpa、约3mpa、约4mpa、约5mpa、约6mpa、约7mpa、约8mpa、约9mpa、约10mpa、约15mpa、约20mpa、约25mpa、约30mpa、约35mpa、约40mpa、约45mpa、约50mpa、约55mpa、约60mpa、约65mpa、约70mpa、约75mpa、约80mpa、约85mpa、约90mpa、约95mpa、约100mpa、约110mpa、约120mpa、约130mpa、约140mpa、约150mpa、160mpa、约170mpa、约180mpa、约190mpa、约210mpa、约220mpa或约230mpa的抗压强度;其中抗压强度通过zwick型号z100测定。
[0247]
根据一个实施方案,成型物体具有与皮质骨相同范围的抗压强度(即100mpa至230mpa)。根据一个实施方案,成型物体具有与海绵骨相同范围的抗压强度(即2mpa至12mpa)。根据一个实施方案,成型物体具有与骨头相同范围的抗压强度(即2mpa至230mpa)。
[0248]
根据一个实施方案,成型物体是生物相容性和/或生物可吸收性的。
[0249]
用途
[0250]
本发明还涉及如上定义的本发明的长丝、组合物或长丝卷的用途。
[0251]
根据一个实施方案,本发明的长丝、组合物或长丝卷可用于成型或制造物体;优选植入物;更优选骨替代物或牙科替代物。根据一个实施方案,本发明的长丝、组合物或长丝卷可用于成型或制造牙冠。
[0252]
根据一个实施方案,本发明的长丝、组合物或长丝卷可用于3d打印;优选使用熔丝沉积打印机进行3d打印。
[0253]
根据一个实施方案,本发明的长丝、组合物或长丝卷可用于模塑物体。
[0254]
本发明还涉及通过使用打印机(优选熔丝沉积打印机)进行3d打印获得的成型体,该打印机装有如上定义的长丝或长丝卷。
[0255]
本发明还涉及骨替代物,包含或组成为由如上定义的成型体。
附图说明
[0256]
图1a是显示缠绕在卷周围的本发明的长丝(具有30%c3s的plga)的照片。图1b是显示缠绕在卷周围的本发明的长丝(具有0%c3s、10%c3s、20%c3s和30%c3s的peek(从底部到顶部))的照片。
[0257]
图2是显示无任何c3s负载(左侧)和具有10重量%、20重量%或30重量%的c3s(从左到右)的长丝的显微镜照片。
[0258]
图3是一组显示图2的长丝截面的显微镜照片。
[0259]
图4是一组显示本发明的长丝(具有30重量%c3s的plga)在浸入pbs溶液两周之前(图4a)和浸入pbs溶液两周之后(图4b)的显微镜照片。
[0260]
图5是显示在1美分硬币旁边使用进料本发明的长丝(由负载10重量%c3s的plga制成)的熔丝沉积打印机通过3d打印制成的立方体支架的照片。
[0261]
实施例
[0262]
本发明还通过以下实施例说明。
[0263]
缩写
[0264]
3d:三维,
[0265]
c3s:硅酸三钙,
[0266]
℃:摄氏度,
[0267]
pbs:磷酸盐缓冲溶液,
[0268]
pcl:聚己内酯,
[0269]
pdlla:聚(d,l-丙交酯),
[0270]
pdo:聚二氧环己酮,
[0271]
peek:聚醚醚酮,
[0272]
plga:聚(丙交酯-共-乙交酯),
[0273]
pva:聚乙烯醇,
[0274]
rpm:转每分钟,和
[0275]
tga:热重分析。
[0276]
第一部分:化学
[0277]
实施例1:制造非断裂和可3d打印的长丝的方法
[0278]
一般方案
[0279]
首先,将颗粒形式或本领域技术人员熟知的任何其他合适形式的c3s在150℃下干燥2小时,聚合物在真空下在30℃至150℃的温度下干燥至少2小时。然后,聚合物和c3s在双螺杆挤出机(设备:thermo scientific的pharma 11)中在层流气流下混合,以限制水分摄入(25℃和30%相对湿度)。最后,以5rpm至25rpm的速度和90℃至400℃的温度实施挤出。在整个挤出过程中检查出口长丝的直径。从一般方案中给出的温度范围开始,技术人员将能够根据所选聚合物调整干燥温度和挤出温度。
[0280]
该一般方案用于制造peek、plga、pva、pcl、pdlla或pdo的长丝,负载c3s量(长丝总重量的1重量%、5重量%、10重量%、20重量%、30重量%或50重量%)。tga分析证实了通过本发明的方法获得的每根长丝的c3s负载。
[0281]
根据如上所述的一般方案,当聚合物和c3s在双螺杆挤出机中混合时,可以添加附加的成分。这样的附加成分可以是例如硅酸二钙、铝酸三钙、氧化钙、石膏、不透射线剂例如氧化锌、氧化锆、氧化钇、氧化锡、硫酸钡、氧化钨、氧化铋或氧化钡;和/或波特兰水泥。
[0282]
实施例2:本发明的长丝的表征
[0283]
研究了由实施例1中描述的方法获得的长丝。目的是评估它们的柔韧性并检查长丝中的c3s分布。
[0284]
2.1.非断裂长丝
[0285]
通常而言,在3d打印领域,聚合物长丝是柔韧的并以长丝卷的形式储存。然而,预期在这种长丝内添加无机化合物(如硅酸三钙)会使结构变硬,从而导致长丝断裂。因此,这样的长丝可能以卷的形式储存,更不用说不在熔丝沉积中使用了。
[0286]
在本实验中,测试了本发明的长丝的柔韧性(负载c3s%,以c3s的重量占长丝总重量的百分比计)。为此,将以下长丝缠绕在卷上并储存,直到用于3d打印:
[0287]
具有1重量%的c3s的plga,
[0288]
具有5重量%的c3s的plga,
[0289]
具有10重量%的c3s的plga,
[0290]
具有20重量%的c3s的plga,
[0291]
具有30重量%的c3s的pdlla,
[0292]
具有10重量%的c3s的peek,
[0293]
具有20重量%的c3s的peek,
[0294]
具有30重量%的c3s的peek,和
[0295]
具有50重量%的c3s的pcl。
[0296]
结果(肉眼可见)表明,所有负载c3s并缠绕在卷上的长丝都没有断裂。图1a显示了由具有10重量%c3s的plga制成的本发明的长丝卷的实例。图1b显示了由具有0重量%的c3s、10重量%的c3s、20重量%的c3s和30重量%的c3s的peek制成的长丝(从底部到顶部);不含任何c3s的peek长丝作为参照。此外,由具有10重量%的c3s的plga制成的长丝卷已成功用于3d打印(参见实施例3)。
[0297]
2.2.c3s分布
[0298]
目的是检查硅酸三钙在长丝内的分布是否均匀,以实现良好的生物和物理化学特
性。
[0299]
在原丝中
[0300]
首先,已经实现了以下的显微镜照片(图2):
[0301]-没有任何c3s负载的长丝(图2左侧);和
[0302]-由分别负载10重量%、20重量%或30重量%c3s的plga制成的本发明的长丝。
[0303]
图2显示了没有任何c3s负载的长丝是半透明的。相反,当c3s量增加时,长丝越来越不透明。这些观察结果通过热重分析得到证实。图2的结果证明c3s分布在长丝的整个外表面上。
[0304]
已经实现这些长丝的部分显微镜照片。图3的结果证实了c3s在本发明长丝内的均匀分布。
[0305]
因此,这两个结果都证明了长丝内c3s的均匀分布。
[0306]
在长丝浸泡在pbs溶液后
[0307]
然后,本发明的长丝(具有c3s负载)在2周内间被置于37℃的pbs溶液中。图4a显示了本发明的长丝(具有30重量%c3s的plga)在其浸入pbs溶液之前的照片,图4b显示了相同的长丝在pbs溶液中两周后的照片。
[0308]
图4b显示了在长丝的整个表面上存在晶体。对这些晶体的x射线分析表明,这些晶体是pbs溶液的磷酸盐与负载长丝上存在的c3s颗粒之间的反应产生的羟基磷灰石。
[0309]
总之,显微镜照片(图4a和图4b)和x射线分析证明本发明的方法提供了具有在本发明的长丝中良好分布的c3s颗粒的长丝。
[0310]
2.3.本发明长丝的其他特征
[0311]
目的是通过模塑或3d打印提供用于制造骨替代物的长丝。为此,长丝必须具有一些接近皮质骨或海绵骨的机械参数。
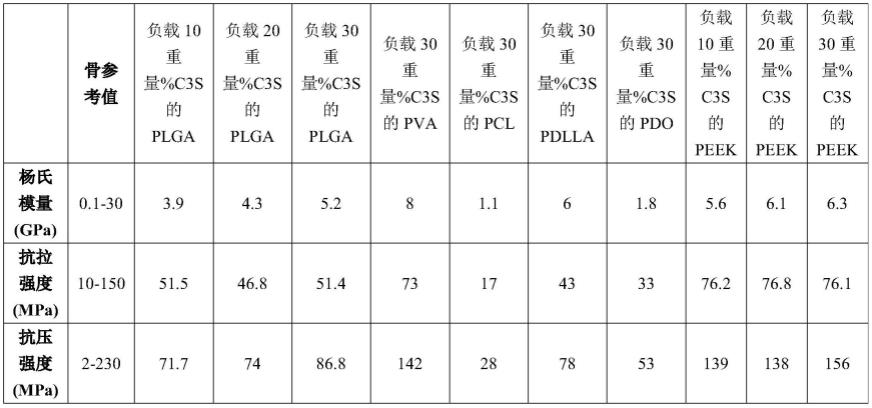
[0312]
在本实验中,确定了长丝的抗压强度、抗拉强度和杨氏模量,并与参考值范围进行了比较。这些参考值范围[“骨参考值”]对应于皮质骨和海绵骨的极限值。
[0313]
结果如表所示:
[0314][0315]
结果表明,所有负载c3s的长丝的杨氏模量、抗拉强度和抗压强度值均在皮质骨和海绵骨的参考值范围内。
[0316]
因此,本发明的长丝具有适用于制造骨替代物的机械参数。
[0317]
第二部分:用途
[0318]
实施例3:通过熔丝沉积(ffd)制造物体
[0319]
本发明的长丝已用于通过长丝熔融沉积来制造物体。
[0320]
目的是精细地制造小尺寸的成型物体。
[0321]
图5显示了使用进料本发明的长丝(由负载10重量%c3s的plga制成)的熔丝沉积打印机,通过3d打印获得的立方体支架。可以注意到,立方体支架具有均匀的直径约为200μm的孔。
[0322]
总之,本实验证明了:
[0323]-本发明的长丝可以储存在长丝卷上而没有任何破损问题并且是可3d打印的;以及
[0324]-可以用本发明的长丝卷成功地3d打印小尺寸的物体。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1