一种内孔过线式医疗锚钉加工工艺的制作方法
1.本发明涉及医疗器械技术领域,尤其是涉及一种医疗锚钉。
背景技术:
2.人们在运动过程中经常会遇到肌腱或者韧带受伤,当肌腱或者韧带受伤严重时,例如锐器切割或者暴力牵拉,整齐性断裂,腱性组织成撕脱性、断面成马尾状,骨面撕脱骨折;常采用传统的医疗修复法方法,如石膏或绷带外固定法、钢丝缝合法、缝线缝合法、骨开洞后腱性阻止置入固定法等,这些传统方法存在不牢固、时间长且疗效不佳,还会产生关节黏连、僵硬等状况,甚至组织再次产生断裂,以致创伤部位残留疼痛,甚至部分功能丧失。传统的医疗用锚钉通常在后部连接拉紧线,在使用过程中承受的拉力较低,容易将锚钉的后部拉掉,另外传统锚钉上连接的拉紧线通常裸露在外部,使得锚钉在使用过程中容易造成锚钉穿线的搅缠,影响使用效果。申请号为201810761111.2专利公布了一种对抗疏松骨质的锚钉装置及锚钉系统,这种锚钉在中间内部具有穿线结构,使得拉紧线不易搅缠,但是这种锚钉的内部具有开槽和穿孔结构,在使用时不易进行涂层。普通的氟化镁涂层工艺是直接将样品静置在氢氟酸中一段时间。这时氢氟酸没有流动性,锚钉在涂层时,将周围的氢氟酸消耗后会使得氢氟酸在锚钉周围的浓度变低,大大影响锚钉的涂层形成,使得涂层较薄,另外传统的氢氟酸在进行涂层时氢氟酸溶液在涂层过程中温度会处于变化中,影响整个涂层形成的效果。而对于中间具有腔体和开孔结构的锚钉,传统的涂层工艺加工效果较差,很难达到医疗锚钉的使用要求。
技术实现要素:
3.针对上述问题,本发明的目的在于提供一种可以用来对内部结构复杂的锚钉结构进行涂层,可以使得锚钉涂层更加稳定,生产过程更快,使用效果更好的一种内孔过线式医疗锚钉加工工艺。
4.本发明解决技术问题所采用的技术方案是:该一种内孔过线式医疗锚钉加工工艺主要用来加工一种结构复杂的医疗锚钉,该医疗锚钉包括一体加工的头部、身部,所述头部为锥形,所述身部与头部之间圆滑连接,所述身部上加工有螺纹,所述身部中间内部设计两个横向贯穿的过线孔,两个所述过线孔位于身部两侧之间通过凹槽连接,所述身部后半段中间设计有同轴的出线孔,所述出线孔与所述身部内的过线孔连通;其特征在于:所述医疗锚钉的加工步骤为:
5.(一)、选料,使用镁锭作为原材料,通过超声波探伤确定镁锭内部缺陷的位置,通过机械切割除去缺陷部分并加工成直径为35
‑
60mm的镁棒;
6.(二)、原料初加工,将步骤一中加工的镁棒通过不低于二次挤压得到直径为7
‑
10mm镁棒;
7.(三)、原料二次加工,将步骤二中加工得到的通过轧制过程加工成6
‑
7.5mm的镁棒,轧制过程中镁棒温度保持在100
‑
200℃,细化镁棒晶粒尺寸至6微米以下;
8.(四)、加工成型,使用步骤三中得到的镁棒进行切削加工,将镁棒加工成具有所述出线孔和过线孔结构的医疗锚钉;
9.(五)、应力处理,通过200℃10min热处理释放镁棒材料内部的应力;;
10.(六)、抛光处理,采用电化学抛光的方式,使用磷酸
‑
乙二醇混合液对步骤四中成型的锚钉进行表面抛光;
11.(七)、涂层加工,将步骤五中加工后的纯镁锚钉置于氢氟酸液面下20mm
‑
30mm,氢氟酸在涂层过程使用转子搅拌,速度为10r/min,整个涂层装置置于20℃
‑
25℃恒温水浴中,涂层工艺持续72
‑
96h;
12.(八)、风干包装,将步骤六中涂层后的医疗锚钉进行风干,并对风干后的锚钉进行包装。
13.作为优选,所述锚钉采用纯度为99.99%纯镁材料制作。
14.作为优选,所述氢氟酸的纯度为40%
‑
45%。
15.作为优选,步骤一中所述镁棒加工成40mm,所述步骤二中镁棒采用二次挤压的方式进行轧制加工,第一次挤压:直径40mm镁棒
→
直径20mm镁棒,温度100
‑
150℃,压力10
‑
15mpa,挤压比4,得到的20mm镁棒,其平均晶粒尺寸为40微米左右,维氏硬度30,抗拉强度110
‑
120mpa;第二次挤压:直径20mm镁棒
→
直径8mm镁棒,温度150
‑
200℃,压力12
‑
16mpa,挤压比6.25,得到的8mm镁棒,其平均晶粒尺寸为10微米左右。
16.作为优选,将步骤三中的镁棒加工到7mm,晶粒细化到尺寸为5微米。
17.作为优选,使用三滚轧机将8mm挤压态镁棒轧制成7mm轧制态镁棒,温度100
‑
150℃,速度为800r/min。
18.本发明的有益效果在于:该一种内孔过线式医疗锚钉加工工艺主要用来制造加工具有中空结构等内部结构较为复杂的医疗锚钉,这种医疗锚钉由于具有较为复杂的内部结构,使得锚钉在整体截面上其强度较低,同时锚钉在使用时,在身体内部接触面比传统锚钉要大的多,这样才传统加工工艺进行加工,就使得医疗锚钉在人体内停留时间较短,很难达到医疗需要具有的拉伸时间效果。在本工艺中,在选料过程中就通过探伤方式剔除影响锚钉加工的隐患,保证锚钉内部的结构的稳定,同时通过步骤二中对原料进行多次挤压加工,以及步骤三中使用进一步使用轧制加工,使得锚钉原料晶粒更加的细密,进一步提高锚钉强度,在步骤六中,通过电化学抛光,可以保证对复杂结构的锚钉进行全覆盖的表面抛光,保证后续的涂层加工效果,在步骤七中,通过将锚钉置于氢氟酸液面下同时使用转子搅拌,使锚钉处于一个稳定液压的环境,使用转子使整个液体环境处于匀速旋转中,使锚钉和氢氟酸充分接触,这样保证了涂层效果的均匀,使得镁锚钉表面形成致密的表层物质。这样氟化镁涂层与镁锚钉结合牢固,可防止镁锚钉在拧入过程中破坏涂层。通过该工艺的各项加工,强化了这种具有负载内部结构医疗锚钉的整体性能,保证了这种医疗用锚钉在使用时整体的强度,同时也保证了锚钉的表层的涂层效果,使得该锚钉在人体内可以保持足够的时间后才将涂层完全消耗,这样保证了该锚钉整体的使用效果。
附图说明
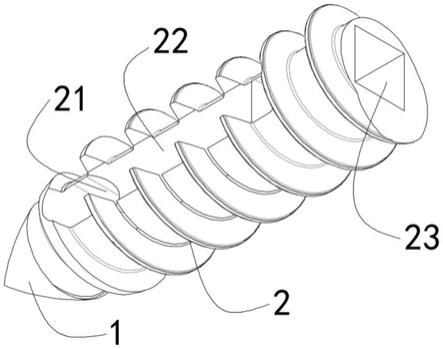
19.图1是内孔过线式医疗锚钉的立体结构示意图。
20.图2是内孔过线式医疗锚钉的正面结构示意图。
具体实施方式
21.下面结合实施例对本发明进一步说明:
22.该一种内孔过线式医疗锚钉加工工艺主要用来加工一种结构复杂的医疗锚钉,该医疗锚钉与传统的一种锚钉结构类似,它包括一体加工的头部1、身部2,所述头部1为锥形,所述身部2与头部1之间圆滑连接,所述身部上加工有螺纹,所述身部中间内部设计两个横向贯穿的过线孔21,两个所述过线孔位于身部两侧之间通过凹槽22连接,所述身部后半段中间设计有同轴的出线孔23,所述出线孔23与所述身部内的过线孔21连通;该锚钉可以将拉线在过线孔中穿过然后通过身部后段中间的出线孔拉出,同时拉线在锚钉上时保持在所述凹槽内,因此该锚钉在使用时拉线不会外漏,同时保证了锚钉在拴拉线位置的强度,使得该锚钉的使用效果远远强于传统的医疗锚钉。
23.该医疗锚钉使用纯度为99.99%纯镁材料制作,其的加工步骤为:
24.(一)、选料,使用镁锭作为原材料,由于原生镁锭内部可能存在缺陷,通过超声波探伤确定镁锭内部缺陷的位置,通过机械切割除去缺陷部分并加工成直径为35
‑
60mm的镁棒;在本实施例中镁锭加工成40mm的镁棒;
25.(二)、原料初加工,将步骤一中加工的镁棒通过不低于二次挤压得到直径为7
‑
10mm镁棒;
26.(三)、原料二次加工,将步骤二中加工得到的通过轧制过程加工成6
‑
7.5mm的镁棒,轧制过程中镁棒温度保持在100
‑
200℃,细化镁棒晶粒尺寸至6微米以下;
27.(四)、加工成型,使用步骤三中得到的镁棒进行切削加工,将镁棒加工成具有所述出线孔和过线孔结构的医疗锚钉;
28.(五)、应力处理,通过200℃10min热处理释放镁棒材料内部的应力;;
29.(六)、抛光处理,采用电化学抛光的方式,使用纯度为40%
‑
45%磷酸
‑
乙二醇混合液对步骤四中成型的锚钉进行表面抛光;
30.(七)、涂层加工,将步骤五中加工后的纯镁锚钉置于氢氟酸液面下20mm
‑
30mm,氢氟酸在涂层过程使用转子搅拌,速度为10r/min,整个涂层装置置于20℃
‑
25℃恒温水浴中,涂层工艺持续72
‑
96h;
31.(八)、风干包装,将步骤六中涂层后的医疗锚钉进行风干,并对风干后的锚钉进行包装。
32.该一种内孔过线式医疗锚钉加工工艺主要用来制造加工具有中空结构等内部结构较为复杂的医疗锚钉,这种医疗锚钉由于具有较为复杂的内部结构,使得锚钉在整体截面上其强度较低,同时锚钉在使用时,在身体内部接触面比传统锚钉要大的多,这样才传统加工工艺进行加工,就使得医疗锚钉在人体内停留时间较短,很难达到医疗需要具有的拉伸时间效果。在本工艺中,在选料过程中就通过探伤方式剔除影响锚钉加工的隐患,保证锚钉内部的结构的稳定,同时通过步骤二中对原料进行多次挤压加工,以及步骤三中使用进一步使用轧制加工,使得锚钉原料晶粒更加的细密,进一步提高锚钉强度,在步骤六中,通过电化学抛光,可以保证对复杂结构的锚钉进行全覆盖的表面抛光,保证后续的涂层加工效果,在步骤七中,通过将锚钉置于氢氟酸液面下同时使用转子搅拌,使锚钉处于一个稳定液压的环境,使用转子使整个液体环境处于匀速旋转中,使锚钉和氢氟酸充分接触,这样保证了涂层效果的均匀,使得镁锚钉表面形成致密的表层物质。这样氟化镁涂层与镁锚钉结
合牢固,可防止镁锚钉在拧入过程中破坏涂层。通过该工艺的各项加工,强化了这种具有负载内部结构医疗锚钉的整体性能,保证了这种医疗用锚钉在使用时整体的强度,同时也保证了锚钉的表层的涂层效果,使得该锚钉在人体内可以保持足够的时间后才将涂层完全消耗,这样保证了该锚钉整体的使用效果。
33.在具体实施时,所述步骤二中镁棒采用二次挤压的方式进行轧制加工,第一次挤压:直径40mm镁棒
→
直径20mm镁棒,温度100
‑
150℃,压力10
‑
15mpa,挤压比4,得到的20mm镁棒,其平均晶粒尺寸为40微米左右,维氏硬度30,抗拉强度110
‑
120mpa;第二次挤压:直径20mm镁棒
→
直径8mm镁棒,温度150
‑
200℃,压力12
‑
16mpa,挤压比6.25,得到的8mm镁棒,其平均晶粒尺寸为10微米左右。这中二次挤压的加工过程可以细化镁金属的晶粒,并且大幅度提高镁棒抗拉强度和硬度。
34.在具体步骤三的轧制过程中,使用三滚轧机将8mm挤压态镁棒轧制成7mm轧制态镁棒,温度100
‑
150℃,速度为800r/min。晶粒细化到尺寸进一步加工到平均为5微米。这样可以将锚钉的抗拉强度提升至200
‑
210mpa,维氏硬度提升至40。
35.以上所述仅为本发明的较佳方式,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1