制备控制释放医疗植入物产品的方法与流程
制备控制释放医疗植入物产品的方法
1.本技术是与母案发明名称相同的分案申请,母案的中国申请号 201380063051.2,国际申请号是pct/us2013/063435,申请日是2013年10月4日。
2.相关专利和申请的交叉引用这一非临时申请根据35 usc
ꢀ§
119(e)基于并要求2012年10月4日申请的序列号61/709,856的共同待审的美国临时专利申请的国内优先权利益,该共同待审的申请全部内容据此通过引用明确并入本文。序列号61/709,856的临时专利申请和在其基础上的这一非临时申请由axxia pharmaceuticals llc (“axxia”)共同拥有。
3.axxia还拥有在先发布的5,633,000; 5,858,388; 和 6,126,956号美国专利以及待审的美国序列号12/738,113; 61/533,131; 13/264,813; 13/606,795; 和 2008/011908的申请,axxia共同拥有的每一项所述在先发布的美国专利以及待审的专利申请的全部内容通过引用明确并入本文。这些axxia在先专利和申请涉及控制释放医疗植入物产品和制备那些产品的各种非3
‑
d印刷方法。根据这些axxia在先专利和申请,植入物(i)可以是非生物可降解的或者生物可降解的;(ii)可以提供几天、几周或几月的药物递送;(iii)可以提供稳定的药物释放而没有“突释(burst)”;并(iv)可以为各种尺寸以适应所需的药物递送计划。重要的是,这些在先的axxia专利或专利申请都没有教导或暗示3
‑
d印刷方法,更不用说本发明的3
‑
d印刷方法。
4.领域本技术提出了新的3
‑
d印刷方法,用于制备皮下医疗植入物产品,该产品提供非麻醉药物以及鸦片(opiate)、阿片样(opioid)和/或其它麻醉药物数天、数周或数月时间的控制释放。这些新方法可被用于制备多种皮下医疗植入物产品,这些产品具有自身包含的控制释放药物,超出了axxia在先专利和申请具体公开的那些。本发明包括以下描述的3
‑
d印刷方法和那些方法制备的产品。
5.尽管本发明在此主要就医疗植入物产品进行描述,但本发明也适用于医疗非植入物产品,例如具有延时释放能力(time release capabilities)和/或包含阿片样产品的片剂。因此,例如,在此关于植入物提出的方法和产品的详细描述容易适用于非植入物产品,这是本领域一般技术人员在阅读本公开内容之后容易理解的。
6.而且,本发明中的药物和非药物材料不限于axxia专利和申请中公开的材料—例如不限于氢吗啡酮药物或eva、tpu或硅酮涂层/基质材料。例如,药物材料可以是麻醉药和/或非麻醉药。同样,非药物材料可以是生物可降解的或非生物可降解的。
7.因此,除了氢吗啡酮,本方法还可用于制备titan pharmaceuticals的probuphine植入物,purdue pharma的植入物和其它公司的植入物产品。参见例如usp no. 8,114,383 和 8,309,060。换言之,本技术包含所有的能够由本发明制备的含有控制释放药物的皮下医疗植入物产品。
8.本方法和那些方法制备的产品可用于至少以下四个应用领域:(1)麻醉药滥用领域;(2)药物依从性领域(麻醉药和非麻醉药);(3)疼痛处理领域;和(4)动物健康领域。
9.背景
喷墨和其它印刷方法已经用于多个领域以制备产品。例如,喷墨印刷方法已经被用于制备lcd和半导体产品。参见例如re.37,682,尽管其涉及不相关的技术领域,但通过引用整体结合于本文中。
10.另外,印刷方法(例如丝网印刷和低温流延技术(lowtemperaturecastingtechniques))已经是制备其它医疗(非植入物医疗器械或非自身包含的药物植入物)产品所考虑的课题。参见例如“印刷进展:用于活组织的喷墨(printingevolves:aninkjetforlivingtissue)”,2012年9月18日公开于wallstreetjournal的d1和d3页;以及axxia专利/申请。
11.此外,非印刷方法已经被用于通过常规方法产生医疗植入物产品。这些非印刷方法尤其包括热熔流延(hot
‑
meltcasting)、挤出、收缩包装(shrink
‑
wrap)和溶剂基方法。
12.尽管一些现有技术的方法具有商业上的优点并且它们可用作本文所述发明的部分,但本发明人认为仅仅用这些现有技术的方法(即在没有至少一个3
‑
d印刷方法步骤的情况下使用现有技术的方法)不能实现本3
‑
d印刷发明设法提供给控制释放皮下医疗植入物器械和医疗非植入物产品的优点中的至少一个或多个。例如,可产生自本3
‑
d印刷发明的部分列举的优点据信包括至少以下一些:1.植入物或非植入物产品的非药物部分的结构可被相当精确地设计和控制,这是由于(i)每个3
‑
d喷嘴沉积了小而精确量的材料以及(ii)3
‑
d印刷的很薄或超薄的层加的构建方法;和2.由于同样的原因,植入物或非植入物的药物释放模式可通过使用3
‑
d喷嘴精确调节,以层加地产生所述产品;和3.例如通过使用3
‑
d印刷喷嘴沉积非永久性的材料,可以按需要改变植入物或非植入物的形状和构造,所述非永久性的材料可以通过蚀刻、激光、机械、化学或其它已知的方式容易地去除;和4.本发明可避免切割或以其它方式修整挤出材料所导致的不规则性;和5.本发明有时可避免单独的将药物材料加载至植入物或非植入物内的步骤,因为例如基质核心中药物材料和非药物材料的精确比例可被精确地调节,植入物或非植入物器械内药物材料在基质核心中向开口的释放路径和释放速率可被精确地设计;和6.本发明在药物材料和非药物材料二者的选择和使用上可提供很大的灵活性,而例如某些先前已知的方法限制了塑性/热塑性/药物材料的商业选择;和7.大量的植入物或非植入物可一次和/或快速产生,使得例如总产率增加;和8.本发明可提供在含药物的基质和植入物或非植入物其它部分(例如涂层)之间改善的结合/粘附;和9.可获得高产率—例如接近高达约90
‑
95%的产率。因此,例如,对于大约$12,000/kg的氢吗啡酮成本,这可以是重要的竞争优势,特别是在发展中世界的市场。
13.但是,应理解本发明并不要求本发明范围和主旨涵盖的每一个方法或产品都实现所有这些优点。
14.概述总体上,本发明涉及计算机控制的3
‑
d印刷方法,(完全或部分地)用于制造控制释放的医疗植入物或非植入物产品。一种类型的3
‑
d印刷有时称为熔融沉积成型(fdm)。本发
明不限于任何一种类型的3
‑
d印刷。而且,如此前所述,本发明包含植入物和非植入物方法和产品。为了提供本发明的详细描述,该描述将着重于植入物方法和产品。但是,那些方法也适用于生产非植入物产品,这是本领域一般技术人员在阅读该说明后容易理解的。
15.这些皮下植入物提供了自身包含的药物(无论是麻醉药或非麻醉药)至少几周时间的控制释放。在本发明的一个实施方案中,控制释放的时间是30天或更长。但是,控制释放的时间实际上也可以是较短的时间,例如3, 7, 14 或 21天。尽管稳定的控制释放经常是理想的,但释放速率也可以随时间而改变。另外,按本发明制备的植入物可以释放超过一种药物。
16.该3
‑
d印刷方法可由3
‑
d喷嘴阵列完成,该喷嘴以很小的精确的部分沉积材料(例如塑性材料、热塑性材料、涂层材料、含药物的基质材料、不含药物的基质材料、结合材料、生物可降解的材料和/或其它类似材料)。所述材料可以液体、粉末、片材或其它形式沉积。
17.例如,所述喷嘴阵列可用于将这些材料的一种或多种以薄或超薄的层的层加方式沉积,以产生/构建最终的控制释放的医疗植入物产品。尽管3
‑
d喷嘴可以小滴的形式沉积材料,使用喷嘴阵列通常将导致在每一层/片的非小滴形状。在一个实施方案中,对于每一层的至少一个部分有单独阵列的3
‑
d喷嘴。
18.但是,3
‑
d喷嘴的单独阵列的数量可被最小化,只要该方法中3
‑
d喷嘴能够以不同时间沉积超过一种类型的材料。因为目前这对于一些材料可能是在商业上不实际的,因此这可能并非总是优选的方法特征。但是,这样的修改不能避开本发明的范围。
19.关于axxia在先专利和申请中公开的axxia产品的制造,本发明的3
‑
d喷嘴阵列能够在产品构建过程中至少一个层加步骤的至少一部分中沉积一种或多种类型的材料。任何一层沉积中由所述阵列沉积的不同类型材料的数量尤其取决于最终产品的组成和几何设计。当超过一种材料沉积在特定的层上,不同的材料可以同时沉积(作为混合物沉积或由分离的喷嘴沉积)或依次沉积。
20.如果依次沉积,在该层中一部分之前沉积的材料可以在随后沉积其它材料之前通过例如蚀刻、激光或其它公知方法等技术去除。该去除方法对于药物材料的沉积和/或植入物产品中开口的产生可能是有利的。
21.另外,去除的部分可以包含一层或多层其它材料,以便可以产生涂层材料的开放的壳,可通过3
‑
d或其它方法将含药物的基质核心沉积在其中。在该情况下,例如,含药物的基质核心可通过3
‑
d印刷以层加的方式沉积在外面涂层结构的开放外壳内,然后沉积植入物产品的顶涂层。在该情况下,基质核心尤其可以通过如下方式产生:使一个或多个3
‑
d喷嘴(i)沉积药物和非药物材料的混合物;(ii)分别沉积药物和非药物材料;或(iii)沉积超高压二氧化碳作为非药物材料的部分以产生原位发泡材料,该材料可提高互连微孔率。所述药物/非药物材料可均匀混合或非均匀混合。
22.或者,不是在涂层材料的开放壳内产生基质核心,而是可以单独地产生基质核心,再将基质核心以机械的方式或其它方式插在开放的壳内。
23.而且,基质核心结构和/或其药物释放模式可通过以下方式增强(相对于一个或多个层加的沉积):首先只沉积非含药物的材料,然后去除部分该材料,再沉积含药物材料。在该情况下,基质核心材料和/或开口材料可被依次沉积。例如,这些材料之一或二者可在另一种中间或临时材料已被沉积并再被去除之后被沉积。该方法具有以下潜在优点:通过基
质核心内的微通道和植入物器械内的开口更加精确地控制麻醉药物释放模式。
24.在本发明另一实施方案中,可使用生物可快速降解材料形成植入物器械中开口的全部或部分。这可能具有改善卫生产品和/或控制初始药物突释(如果例如某人想在植入几天之后开始药物释放)的优点。
25.类似的,生物可降解材料可用于形成植入物的全部或部分,这使得例如不再需要物理地去除用过的植入物。而且,生物可降解材料可用于形成核心的非药物部分的全部或部分。这可用于改善药物材料从核心的控制释放。
26.本发明还涵盖高速且有成本效益的基于3
‑
d印刷的生产方法,用于将递增的组分构建成成品药物递送植入物平台。该方法包含相同或不同的功能性材料的多程(multiple pass)或相继沉积,所述材料包括活性药物成分,其中一些或所有层的至少部分可使用紫外(uv)照射或使用其它方式形成最终的物理产品状态。
27.更具体地,这种照射可即时地交联功能性层而无需热辅助,从而允许进行高速操作,同时消除热分解为组分材料的可能性。在该方面,uv固化系统与热固化或干燥箱相比是小的,便携的,高效的和便宜的。uv可交联制剂100%的固体液体进入印刷过程。没有溶剂是必须的,因此不需要产生回收或燃烧这种方法助剂(aide)的花费,这种花费最后不会成为最终产品的部分,也不会为最终产品增加任何价值。
28.另外,本发明包含以下情况:(a)该方法包括仅使用3
‑
d印刷方法或(b)该方法包括使用3
‑
d印刷方法结合(i)非3
‑
d的喷墨方法,(ii)非喷墨方法,(iii)那两种方法的组合或(iv)那些方法的一种或多种与一种或多种其它非印刷方法(例如挤出)的组合。例如,在所述组合的情况下,可优选使用喷雾印刷机方法沉积某些材料并使用非喷雾印刷机方法(或非印刷方法)沉积其它材料。
29.如上所述,本发明包括以下情况:3
‑
d印刷方法用于产生控制释放的医疗植入物产品的全部或仅仅部分。因而,本发明涵盖以下情况:一层或多层或者层的一个或多个部分由非3
‑
d方法产生。例如,基质核心的全部或部分可通过3
‑
d印刷产生,而核心、涂层和/或开口的全部或部分由其它方法产生。
30.而且,应理解所述方法可用于沉积具有相同或不同厚度的多层。在该方面,医疗植入物器械的尺寸可广泛变化。
31.但是,本发明涵盖的植入物器械可以是大约衬衫纽扣大小或者更小。因此,大致的尺寸为大约0.5 至 25 mm高,长度/直径大约3 至 130 mm。但是,对于大的患者(例如马),高度和/或长度/直径的尺寸可以大得多。参见例如“这些尺寸的影响的讨论(the discussion of the effects of these dimensions)”,见上述axxia的在先专利和专利申请。
32.另外,3
‑
d印刷可用于产生不透射频(radio opaque)的标记物(参见序列号2008/011908的axxia在先专利申请中的概述)。
33.通过使用本3
‑
d发明,通过3
‑
d印刷机沉积的单个层的厚度可以薄至约0.01mm或更薄。市售的工业3
‑
d印刷设备和软件的实例可容易地通过互联网获得。参见例如网站stratasys, organo holdings, 3d systems, fortus, daussault systems, autodesk及其它。
34.本发明不限于任何具体的3
‑
d印刷机或软件。换言之,没有优选的3
‑
d设备或软件。
35.仅作为举例,仅就上述axxia在先专利/申请中公开的最终产品而言,植入物具有不可渗透的外涂层包围药物/非药物基质核心。植入后,药物材料以受控制的方式通过涂层材料中的一个或多个开口释放至哺乳动物(人或动物)患者。
36.因而,本植入物的一层可只含有一种类型的材料(例如涂层材料)以及开口。但是,本植入物的另一层可含有多种类型的材料(例如涂层、eva 或 tpu和药物材料)以及开口。
37.换言之,本发明的方法不仅可用于产生axxia专利/申请中所述的植入物的核心(内部的含药物的基质材料),而且可用于产生核心内的开口和/或微通道,它们组合起来促进药物从基质核心释放至一个或多个开口中,所述开口通向植入物的外部,药物从所述开口释放。
38.据信本方法一个潜在重要特征可为在涂层和基质核心材料之间产生强或改善的结合(通过化学、机械和/或其它方式)。因此,例如,单独的结合材料可用于外面的涂层材料和基质核心之间。
39.或者,可通过3
‑
d印刷(同时或依次)形成涂层材料和非含药物的基质材料组成的很薄或超薄的层或层部分。这些材料可通过不同的喷嘴分别沉积或者它们可作为混合物通过喷嘴一起沉积。这可导致强或改善的结合。
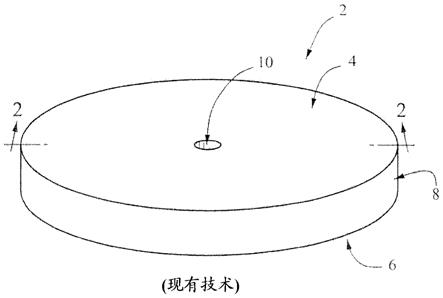
40.附图简单描述图1是本发明方法制备的产品的例证性实施方案的透视图。夸大了产品的大小和尺寸以便说明。
41.图2是图1的产品沿线2
‑
2的横截面图。夸大了产品的大小和尺寸以便说明。
42.图3a, 3b, 3c, 3d 和 3e以沿线2
‑
2的横截面部分视图说明了制造图1和2产品所需的一些(但不一定是全部)处理步骤。同样,夸大了大小和尺寸以便说明。另外,夸大了3
‑
d印刷喷嘴的大小、位置和数量以便说明。
43.图4说明了使用模具(可以是或不是可重复使用的)作为各植入物器械之间的边界。该图中模具的尺寸也被夸大了,以便说明。
44.图5说明了植入物的产生,其中不仅核心含有超过一种药物。
45.详细描述本发明包含多种3
‑
d印刷方法,可用于产生几乎任何植入物或非植入物器械。因此,选择和描述特定的植入物/非植入物器械或特定的3
‑
d方法以便说明并非是为了限制本发明的范围。
46.在该方面,图1和2的植入物器械是现有技术,参见axxia usp 6,126,956。该植入物结构仅用于说明目的,不是为了限制本发明的范围,因为本发明涵盖全部或部分地通过3
‑
d印刷方法生产的任何植入物器械。
47.参考图1,制止滥用(abuse deterrent)的皮下植入物2允许自身包含的药物材料的控制释放。自身包含的药物植入物是指在植入患者前所有的药物材料位于植入物中。
48.该短语是为了区别以下的医疗器械(例如泵):在器械植入患者后通过该器械将另外的药物引入患者。
49.植入物2通常具有顶部4、底部6和外壁8。尽管图1说明了纽扣状或圆柱形的植入物2,但如果需要,可构建几乎任何几何形状。开口10允许药物的控制释放,无论是麻醉药还是非麻醉药。
50.尽管图1显示了一个开口10,对于含有具有不同释放速率的多于一种药物的植入物也可以使用一个或多个开口。但通常,对于多于一种药物的释放可使用一个开口。参见以下图5。
51.另外,开口10的全部或部分可含有可去除的材料。例如,开口可含有生物可快速降解物质,使得直至插入人或动物之后开口才完全,在插入人或动物之后,该生物可快速降解材料将在人或动物内被吸收或以其它方式消失。这种生物可快速降解材料的实例尤其包括“治疗脑瘤的生物可降解聚合物植入物(biodegradable polymer implants to treat brain tumors),
”ꢀ
journal of controlled release 74 (2001) 63
‑
67; 和
ꢀ“
作为植入物材料的生物可降解聚合物介绍(an introduction to biodegradable polymers as implant materials),”来自 inion oy 的white paper (2005)。
52.如果用生物可快速降解材料在植入物2的顶部和底部及附近的开口16的部分产生临时的塞,可能希望用不同的生物可快速降解材料例如水或盐水填充开口的其余部分。在该情况下,生物可快速降解材料的塞部分可选自适当的材料,使得塞在植入后快速降解—但不在正常的生产、运输或处理期间降解。
53.当然,所述开口或者可以在3
‑
d生产过程中用非生物可降解材料填充,只要那些材料在被植入患者前去除。
54.图2显示图1的产品沿线2
‑
2的横截面图。顶部、底部和侧壁产生不可渗透的涂层12。在涂层12中,是含有药物和非药物材料的控制释放基质核心14。通过3
‑
d印刷,该基质核心的结构及其释放模式可被很精确地控制。基质核心14在植入物2内具有未涂覆的壁16,邻接开口10,以允许所需的药物至患者的控制释放。
55.涂层12可由一种或多种材料组成。涂层材料的一些实例包括但不限于聚合物、塑性材料、热塑性材料、eva、tpu和硅酮。
56.涂层12应该在至少两种意义上是不可渗透的。第一,其必须不可渗透,以禁止药物材料从基质核心14不经设计的开口流动。
57.第二,其必须不可渗透,以具有高的破裂强度。usp 8,114,383说明破裂强度应为至少500 n。但是,相信较低的破裂强度(例如约250 n)仍然是足够高的,从而在商业上可接受。
58.另外,本发明还包含任选在涂层12和基质核心14之间使用结合材料。这些结合材料是公知的,它们优选在涂层和核心材料的基础上选择。
59.如果涂层和非药物基质核心材料由eva、 tpu和/或硅酮组成,可选择任何合适的材料。而且,结合材料可由涂层材料和基质核心材料的混合物产生。
60.如果结合材料是足够地不可渗透,则涂层12不需要是不可渗透的。
61.如上所述,基质核心14含有药物和非药物材料。在药物滥用领域,药物将包含麻醉药。参见usp 8,114,383, 2栏45行至5栏32行,列举了部分麻醉药。
62.在药物依从、疼痛处理和动物健康领域,药物可以是麻醉药和/或非麻醉药。
63.目前优选的方法包括仅使用3
‑
d印刷方法(但不排除使用一些非3
‑
d印刷步骤)。因此,图3a 至 3e说明了仅使用3
‑
d印刷机方法制备医疗植入物器械。
64.图3a说明了3
‑
d印刷方法优选实施方案的第一步。在该优选实施方案中,整个植入物2只通过3
‑
d印刷构建。但是如上所述,本发明只要求植入物器械的一层的至少一部分通
过3
‑
d印刷制成。因此,本发明包含使用3
‑
d印刷方法连同其它方法制备植入物。
65.台10是产品构建平台,通过很薄或超薄的层加3
‑
d印刷沉积方法在上面构建医疗植入物2器械。如本发明所涵盖的,有至少三次层加沉积。
66.台10可以是固定的。如果台10是固定的,则一种3
‑
d方法设计包含使用多阵列喷嘴用于材料的层加沉积。在该情况下,固定产品构建台10使用能够沉积每一层或每一层的一部分的多个可移动阵列喷嘴。因此,每个单独阵列的喷嘴可被设计为沉积一层或多层材料以构建植入物器械。
67.尽管可想到可使用单阵列喷嘴通过该单阵列中的一个或多个喷嘴沉积不同材料,目前认为使用多阵列喷嘴更加是商业上可接受的,例如考虑到当在层加构建方法不同的层步骤通过单个喷嘴沉积多于一种材料时可出现的潜在问题。
68.目前,非固定台10是优选的。在该情况下,可通过沿具有多于一个阵列喷嘴的路径移动它来以层加的方式构建产品。该产品构建路径可由一个室(chamber)或多于一个室组成。
69.为了保证高度的产品纯度,可能需要使用多个“清洁”室。因此,例如,可能需要单独的室用于(a)层加地构造底涂层/开口/涂层,(b)层加地构造涂层/核心/开口/核心/涂层和(c)层加地构造顶涂层/开口/涂层。
70.而且,对于任选的结合层可能需要单独的室,所述结合层位于(i)底涂层的顶层和基质核心的底层以及(ii)顶涂层的底层和基质核心的顶层之间。参见图3b和3d。
71.图3a还说明了植入物2器械的底涂层12沉积在台10上。底涂层12含有一种或多种不可渗透的涂层材料14。另外,该层含有开口16或开口材料(随后会在生产过程中被完全或部分去除以产生开口)。在优选实施方案中,底涂层12通过3
‑
d印刷喷嘴18的阵列产生,其中仅一些示于图3a中。
72.如上所述,控制释放医疗植入物2的大小可改变。例如,植入物可为衬衫纽扣大小或更小。但是,植入物可以更大,取决于特定的应用、所需的控制释放速率和/或患者的大小(例如大马)。
73.使用3
‑
d印刷方法允许沉积在具体层上的材料的厚度相当大的变化,也允许沉积的不同层的厚度相当大的变化。因此,例如,图3a所示第一次层加沉积,底涂层12具有一种厚度,开口16没有厚度。
74.类似的,底涂层12可在一次或多次层加沉积中被构建。如果有多于一次这样的沉积,该沉积可以有相同或不同的厚度。如果超过一层被沉积,则涂层材料及其组成%的选择可不同。
75.图3b说明了以下情况:涂层12的一层或多层被沉积,从而获得了涂层材料的所需厚度。图3b也说明了下一不同的方法步骤,其中沉积任选的结合层20。
76.尽管结合层20可以是不同于涂层材料12或基质核心材料22的单一材料,图3说明了以下情况:结合层由涂层材料和基质核心材料构成。更具体地,在优选实施方案中,结合材料是涂层材料14和非药物基质核心材料22的混合物。图3b显示该混合物通过3
‑
d印刷机喷嘴同时沉积。但是,也认为喷嘴18可以分别沉积涂层和基质核心材料(同时或依次)。
77.或者,结合材料可以全部或部分地由不同材料组成,只要结合材料确保涂层材料14和基质核心材料20之间有足够的粘附。
78.如同该方法中的所有层,结合材料层的厚度可根据植入物2器械的设计需要而改变。图3b说明了仅一层结合材料的沉积。但是,可使用超过一层。如果沉积超过一层,则结合材料及其组成%的选择可变。
79.图3c说明了基质核心24的第一层的沉积。基质核心22由设计植入物2的组成和结构时选择的基质核心材料22制成。在优选的实施方案中,基质核心材料24通过3
‑
d喷嘴18以药物和非药物材料混合物的形式(例如axxia在先专利和申请中公开的材料混合物所述)沉积。该混合物的特定的%组成可改变以满足植入物2的所需规定。而且,这些材料可均匀或非均匀地沉积,取决于所需微通道的设计。
80.但是,还认为形成基质核心的药物和非药物材料可通过只沉积这些材料之一的喷嘴18分别沉积。认为这种沉积方法的总的基质核心结构可提供潜在提高的药物释放曲线,因为可通过这样的沉积方法设计具体限定的微通道。
81.图3c还显示了任选的结合层20。
82.图3d说明了以下情况:一层或多层基质核心材料20已被沉积,实现了基质核心22所需的厚度。图3d还说明了下一不同的方法步骤,其中沉积另一任选的结合层20。关于图3b的评述总体上适用于此处。
83.图3d显示任选的结合层20通过3
‑
d印刷机喷嘴沉积。结果,任选的结合层20包围基质核心22。如果沉积多于一层,则结合材料及其组成%的选择可变。
84.图3e说明了以下情况:涂层材料14的一层或多层已通过3
‑
d印刷方法沉积,从而产生了涂层12的顶部。如果沉积超过一层,则涂层材料及其组成%的选择可变。
85.如上所述,优选实施方案在植入物器械2生产过程中产生开口16。但是,本发明也包含以下情况:在3
‑
d生产过程期间临时或暂时地将材料插入开口16。但是,如这里所解释的,这些材料通常在将器械植入患者之前被完全去除。
86.因此,对于非生物可降解材料,所有那些材料应在植入前通过例如蚀刻、机械方法(例如穿孔或钻孔)、化学方法、激光等公知的方法去除。目前,发明人认为,化学方法显得商业可行性最低,因为它们可能具有以下的潜在影响:干扰基质核心22中的药物材料和/或干扰控制的药物释放。
87.或者,生物可快速降解材料可用于开口中。这些材料可通过上述方法完全去除。
88.但是,也认为小部分的生物可快速降解材料可留在开口16中,使得这部分在植入患者后快速消失。剩余的生物可快速降解材料可以是开口末端的薄塞和/或沿开口侧壁的薄涂层的形式。
89.本发明另一实施方案中,可以通过使每一层产生于现有的外模具或类似物中来构造医疗植入物或非植入物的外形。这对于球形、非圆柱形和/或非平面形可能是有利的。
90.图4说明了以下情况:外模具26可被用于促进大量植入物的快速生产。在模具26的一个实例中,基质模具具有弯曲的模具壁28,辅助构建大量植入物。
91.在此优选的实施方案中,该模具是可重复使用的,各植入物器械2产生于模具26的各个壁28内。模具26的壁可以设计为使得它们产生植入物适当的形状。另外,壁28可涂有适当的材料使得在从台10去除时容易从模具去除植入物(例如通过重力去除)。
92.或者,所述模具可以是不可重复使用的。例如,可产生薄模具壁,使其成为生产的植入物的部分。然后,在3
‑
d方法完成后,可通过使用激光或其它切割方法去除所有或部分
模具将各个植入物彼此分开。
93.在该情况下,模具26可在3
‑
d印刷方法前产生。另一方面,也认为可用喷嘴18在植入物生产过程中产生/构建这样的不可重复使用的模具。
94.因此,认为与在处理中一次产生大量单个半导体的半导体生产相同,可以通过本发明以很大的数量产生植入物12。接着,如上所述,可用机械方法(例如通过激光或刀片装置切割)或其它方法(例如通过化学蚀刻或以其它方式去除不需要的部分)将单个的植入物分开。另外,如上所述,可重复使用的或不可重复使用的基体(matrices)可用于产生大量的植入物。
95.尽管图3优选的实施方案没有利用任何非3
‑
d印刷步骤,但本发明并不要求只使用3
‑
d印刷步骤制备医疗植入物或非植入物器械。而是只要求用3
‑
d印刷方法制备所述器械的一层或多层的至少部分。
96.其实例包括以下情况:涂层材料14的片材铺在台10上。参见图3a。涂层材料可以是底涂层12的部分或全部。此后,按照图3b至3e一般地构建植入物器械12。因此,当许多植入物构建在该材料片材上,可以通过激光或其它方法将单个植入物彼此分开。类似的,当实施本发明时,可通过(a)激光或其它方法或者(b)非沉积在开口区域产生开口。
97.另一实例是基质核心材料全部或部分通过3
‑
d印刷制备。该基质核心可用涂层包埋,该涂层由任何数量的方式制成,例如3
‑
d印刷、挤出、收缩包装、喷雾等。此后,可通过这里描述的或其它本领域一般技术人员已知的任何方法产生开口。
98.另外,应理解任何特定层(例如涂层和基质核心层)的材料可在该层内变化,这是由于3
‑
d印刷方法薄和很薄的特性。
99.此外,如上所述,该植入物可含有超过一种药物。图5说明了这种植入物的一个实例。该实施方案显示“双板(double decker)”植入物设计。植入物2具有基本包围两个核心14的涂层12。植入物2还具有开口19,开口19具有未涂覆的壁16。在该实施方案中,不同的药物材料30, 32包含在两个核心14中。当然,可通过例如具有超过两个核心而在植入物中具有超过仅两种药物。
100.如医疗植入物或非植入物器械制造领域技术人员可以容易理解的,本发明可以按这里具体公开的以外的方式实施。因此,尽管已经就某些优选实施方案一般性地描述了本发明,应理解可以进行前述及其它改进和改变,而不偏离本发明的范围或主旨。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1