口服药锭制造设备及其制造方法与流程
1.本发明涉及一种口服药锭制造设备,尤指一种可有效控制药粉及胶体层数以减少药锭厚度的口服药锭制造设备及其制造方法。
背景技术:
2.目前,市面所见的药锭是药袋中最常见到的类型之一,现有药锭的作法,是将混合好的药粉进入压锭机器自上方的漏斗滑落,进入粉槽及落入一组组的打锭模具中,模具中的空间大小即决定这一颗锭剂的体积与厚度,进入模具后的粉体会先依模具的形状有了初步的外观,结构松散,且厚度约为最后成品的2~3倍,接着由上方及下方的模具互相挤压,将原本松散的药粉压成可耐碰撞的坚固锭剂,最后下方的模具会往上将药锭推出模具。由设计模具的形状可决定药锭外观、大小,再通过机器的充填、挤压、出模回转的制造历程,便可于短时间内制造出数以万计的相同锭片,此传统药锭制作方式,不仅必须将药的成分及比例先混和完成,再以模具方式制作,因此一种药锭就需要一种压模制具,由于压模制具会有损耗的问题所以必须备有多组同一种压模制具,也因此导致整体费用高昂,当特殊药锭制造量不高时则导致药锭单价无法降低的问题产生,而且现有药锭制作方式的厚度及面积所形成的体积由模具所限定,并无法依照需求随时调整其药锭体积。
3.因此,现有技术中需要一种新的技术方案解决上述问题。
技术实现要素:
4.本发明的主要目的在于提供一种可有效控制药粉及胶体层数以减少药锭厚度的口服药锭制造设备;
5.本发明的次要目的在于制造快速且减少模具开发制作成本的口服药锭制造设备;
6.本发明的次要目的在于提供一种可有效控制药粉及胶体层数以减少药锭厚度的口服药锭制造方法;
7.本发明的次要目的在于制造快速且减少模具开发制作成本的口服药锭制造方法。
8.为达上述目的,本发明的技术方案为:
9.一种口服药锭制造设备,包括
10.一药锭制造区,其包括一药锭喷涂装置,该药锭喷涂装置具有一滚轮及一压电式喷头,一药粉填充容器连通该压电式喷头,该药粉填充容器容装复数药粉,所述药粉通过该压电式喷头进行喷印作业,再通过该滚轮对所述药粉进行压粉及推平作业,以令所述药粉形成一药锭;
11.一微控制单元,其设于该压电式喷头内,该微控制单元具有一储存模组及一执行操控模组,该储存模组用以储存一药锭喷涂讯息,该执行操控模组通过该药锭喷涂讯息操控所述药锭喷涂装置;
12.及一捡料区,相邻所述药锭制造区,该捡料区用以收集所述药锭。
13.进一步,所述药锭制造区及捡料区处于一密封腔体内。
14.进一步,更具有一胶体填充容器连通所述压电式喷头,该胶体填充容器容装一胶体并通过该压电式喷头进行喷印作业。
15.进一步,更具有一过渡区相邻所述捡料区,所述药锭由所述捡料区经由一单向阀体开启后传送至该过渡区。
16.进一步,所述药锭喷涂讯息包括有药粉成分、药粉层数、胶体成分、胶体层数及药锭面积。
17.一种口服药锭制造方法,包括如下步骤:
18.s1:提供一具有滚轮及压电式喷头的药锭喷涂装置;
19.s2:将复数药粉及一胶体分别填充于一药粉填充容器及一胶体填充容器,并令该药粉填充容器及该胶体填充容器连通所述压电式喷头;
20.s3:提供一具有储存模组及执行操控模组的微控制单元,该执行操控模组通过该储存模组内的一药锭喷涂讯息操控所述药锭喷涂装置,以令所述药粉及胶体通过该压电式喷头进行喷印作业,再通过该滚轮对所述药粉及胶体进行压粉及推平作业;
21.s4:反覆不断喷印、压粉及推平所述药粉及胶体,以形成一药锭。
22.进一步,所述药粉至少包含有水合氯醛、苯二氮类药物、佐匹克隆、唑吡呾及赋形剂。
23.进一步,所述药粉至少包含有苯妥英、卡马西平、拉莫三嗪、丙戊酸、氯硝西泮、奥卡西平、乐命达、妥泰、镇顽颠、赦癫易及赋形剂。
24.进一步,所述药粉至少包含有西地那非、他达拉非、微晶纤维素、交联羧甲纤维素钠、硝酸甘油及赋形剂。
25.进一步,所述赋形剂可为微晶纤维素、磷酸钙聚乙烯吡咯烷酮、关华豆胶、延胡索硬脂酸钠、木糖醇、葡萄糖酸钠、偏铝酸镁、麦芽糖、甘露醇、微晶纤维素、聚醋酸乙烯酯、山梨糖醇其中之一或其组合。
26.采用上述技术方案的本发明能够带来如下有益效果:
27.1.可有效控制药粉及胶体层数以减少药锭厚度;
28.2.制造快速且减少模具开发制作成本。
附图说明
29.图1为本发明口服药锭制造设备第一实施例的立体示意图;
30.图2为本发明口服药锭制造设备第一实施例的另一角度立体示意图;
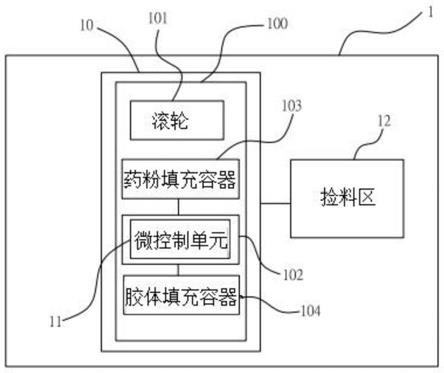
31.图3a为本发明口服药锭制造设备第一实施例的方块图;
32.图3b为本发明压电式喷头的方块图;
33.图3c为本发明压电式喷头的示意图;
34.图4为本发明口服药锭制造设备第二实施例的方块图;
35.图5为本发明口服药锭制造方法的步骤流程图。
36.图中,1-口服药锭制造设备、10-药锭制造区、100-药锭喷涂装置、101-滚轮、102-压电式喷头、103-药粉填充容器、104-胶体填充容器、11-微控制单元、110-储存模组、111-执行操控模组、12-捡料区、13-过渡区、14-单向阀体、15-风机过滤模组、16-中控单元、s1~s4-步骤。
具体实施方式
37.请参阅图1、图2、图3a、图3b、图3c,为本发明口服药锭制造设备第一实施例的立体示意图及方块图以及压电式喷头的方块图及示意图,如图所示,一种口服药锭制造设备1,包括一药锭制造区10、一微控制单元11及一捡料区12,该药锭制造区10包括一药锭喷涂装置100,该药锭喷涂装置100具有一滚轮101及一压电式喷头102,一药粉填充容器103连通该压电式喷头102,该药粉填充容器103容装复数药粉,并所述药粉通过该压电式喷头102进行喷印作业,再通过该滚轮101对所述药粉进行压粉及推平作业,以令所述药粉形成一药锭,另外,该药锭喷涂装置100更具有一胶体填充容器104,该胶体填充容器104同样也是连通所述压电式喷头102,该胶体填充容器104容装一胶体并通过该压电式喷头102进行喷印作业,换句话说,该压电式喷头102于作业时,反覆交替地喷洒药粉及胶体,以令层叠后的药粉及胶体形成所述药锭。
38.所述微控制单元11设于该压电式喷头102内,该微控制单元11具有一储存模组110及一执行操控模组111,该储存模组110用以储存一药锭喷涂讯息,该执行操控模组111通过该药锭喷涂讯息操控所述药锭喷涂装置100,需说明的是,其中所述药锭喷涂讯息包括有药粉成分、药粉层数、胶体成分、胶体层数及药锭面积等。
39.前述捡料区12相邻所述药锭制造区10,该捡料区12用以收集所述药锭,所述药锭制造区10及捡料区12处于一密封腔体内,进以防止药锭制造区10及捡料区12遭受外部污染。
40.需特别说明的是,所述口服药锭制造设备1于药锭制造时,先将药粉填充于药粉填充容器103内,其中该药锭若是安眠用药,而其药粉成份至少包含有水合氯醛、苯二氮类药物、佐匹克隆、唑吡呾及赋形剂,若该药锭为抗癫痫用药,其药粉成份至少包含有苯妥英、卡马西平、拉莫三嗪、丙戊酸、氯硝西泮、奥卡西平、乐命达、妥泰、镇顽颠、赦癫易及赋形剂,若该药锭为心血管用药,其药粉成份至少包含有西地那非、他达拉非、微晶纤维素、交联羧甲纤维素钠、硝酸甘油及赋形剂,又其中该赋形剂可为微晶纤维素、磷酸钙聚乙烯吡咯烷酮、关华豆胶、延胡索硬脂酸钠、木糖醇、葡萄糖酸钠、偏铝酸镁、麦芽糖、甘露醇、微晶纤维素、聚醋酸乙烯酯、山梨糖醇其中之一或其组合,另外,将胶体填充于胶体填充容器104内。
41.另外,需说明的是,本发明口服药定制造设备更具有一风机过滤模组15,其用以将所述药锭制造区10、减料区及过渡区13内部形成负压,并可吹除及清洁其内部粉尘。此外,本发明还具有一中控单元16,该中控单元用以控制该口服药定制造设备1的整体运作。
42.因此,当该药粉填充容器103内填充有药粉,及该胶体填充容器104内填充有胶体后,便可通过该微控制单元11控制该药锭喷涂装置100喷涂药粉,且由该执行操控模组111通过该药锭喷涂讯息操控所述药锭喷涂装置100,因此,该执行操控模组111不仅操控该药粉的喷洒量外,也同时操控该胶体的喷洒量,并令所述药粉及胶体反覆交替地喷洒,以令层叠后的药粉及胶体形成所述药锭,进以于所述药锭制造区10上完成指定层数及厚度的药锭,借此,达到有效控制药粉及胶体层数以减少药锭厚度,更同时可达到制造更快速且减少模具开发的制作成本。
43.请参阅图4,为本发明口服药锭制造设备第二实施例的方块图,所述口服药锭制造设备部份元件及元件间的相对应关系与前述口服药锭制造设备相同,故在此不再赘述,唯本口服药锭制造设备与前述最主要的差异为,该口服药锭制造设备1更具有一过渡区13,该
过渡区13相邻所述捡料区12,并该过渡区13与该减料区之间设置有一单向阀体14,所述药锭由所述捡料区12经由该单向阀体14开启后传送至该过渡区13以完成药锭的收取作业。
44.请参阅图5,为本发明口服药锭制造方法的步骤流程图,如图所示,一种口服药锭制造方法包括有:
45.s1:提供一具有滚轮及压电式喷头的药锭喷涂装置100;
46.首先提供一药锭喷涂装置100,该药锭喷涂装置100内设有一滚轮101及一压电式喷头102。
47.s2:将复数药粉及一胶体分别填充于一药粉填充容器及一胶体填充容器,并令该药粉填充容器及该胶体填充容器连通所述压电式喷头;
48.提供一药粉填充容器103及一胶体填充容器104,并该药粉填充容器103及该胶体填充容器104连通所述药锭喷涂装置100的压电式喷头102,该药粉填充容器103容装复数药粉,该胶体填充容器104容装一胶体。
49.s3:提供一具有储存模组及执行操控模组的微控制单元,该执行操控模组通过该储存模组内的一药锭喷涂讯息操控所述药锭喷涂装置,以令所述药粉及胶体通过该压电式喷头进行喷印作业,再通过该滚轮对所述药粉及胶体进行压粉及推平作业;
50.所述该压电式喷头102内设有一微控制单元11,该微控制单元11具有一储存模组110及一执行操控模组111,通过该微控制单元11控制该药粉喷涂装置喷洒药粉,由该执行操控模组111通过一药锭喷涂讯息操控所述药锭喷涂装置100,因此,该执行操控模组111不仅操控该药粉的喷洒量外,也同时操控该胶体的喷洒量,令所述药粉及胶体通过该压电式喷头102进行喷印作业,再通过前述滚轮101对所述药粉及胶体进行压粉及推平作业。
51.s4:反覆不断喷印、压粉及推平所述药粉及胶体,以形成一药锭。所述药粉及胶体反覆交替地喷洒,以令层叠后的药粉及胶体形成所述药锭,进以于所述药锭制造区10上完成指定层数及厚度的药锭。
52.借此,通过本发明的口服药锭制造方法可达到有效控制药粉及胶体层数以减少药锭厚度,更同时可达到制造更快速且减少模具开发的制作成本。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1