支架及支架编织方法与流程
本发明涉及医疗器械,特别是涉及一种支架及支架编织方法。
背景技术:
1、市场上常见的编织支架有cross型和hook型的两类。
2、cross型结构的支架由丝材沿模具圆周方向缠绕编织而成,当丝材达到支架顶端时以一定角度向反方向弯折,支架两端间的线材路径不向反方向弯折。cross型结构的支架优点是易于装配,但是短缩率大(支架从鞘管中释放扩张后长度明显减小),柔顺性差(使支架弯曲所需要的外力越大,支架柔顺性越差,不能适应肠道不同程度弯曲)。
3、hook型结构的支架则以反复弯折的形式由支架的一端缠绕至另外一端,通过弯折形成的“v”形结构连接在一起。hook型结构的支架缺点是不易于装配(因为hook型结构的支架线线相扣的地方存在重叠部分,造成支架的外径增大,导致支架不好放入输送器中,不易于装配),但是优势是短缩率小(支架从鞘管中释放扩张后长度不会明显减小),柔顺性好(使支架弯曲所需要的力越小,柔顺性越好,以适应肠道不同程度的弯曲)。
4、若不易于装配,增加了支架装配进输送器的难度,不易于操作;短缩率较大容易导致术中难以精准定位,增加手术的困难,同时如果定位不当,支架容易移位和堵塞,并且带来一系列的并发症;柔顺性不足的支架无法适应不同程度弯曲的肠道环境,容易导致肠道壁的损伤或引发肠梗阻。
5、因此,开发一种易于装配、短缩率小且柔顺性好的支架是当前要研究的问题。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种可以易于装配、短缩率小且柔顺性好的支架及支架编织方法。
2、一种支架编织方法,所述编织方法采用圆柱形夹具,所述圆柱形夹具沿轴向方向均匀地分成多排且沿圆周方向均匀地分成多列,每排与每列相交形成相交处,在至少部分所述相交处设置供线材缠绕的定位销;所述编织方法包括如下步骤:
3、将设有定位销的相交处称为编织位,以一个所述编织位作为起点,使所述线材以v字形在其中两排之间上下弯折移动,直至编织形成所需长度的支架,且所述线材途经所有所述相交处;
4、其中,所有所述v字形的拐点位于所述编织位且缠绕所述定位销;若一个所述定位销上具有两个反向的v字形,则所述两个反向的v字形互相钩挂;
5、编织过程中,所述线材在已编织路径间上下交织穿过。
6、在其中一实施例中,从所有排的第一排开始,将所有排分为按顺序排列的多个s周期,一个所述s周期的最后一排作为下一个所述s周期的第一排;同时,从所有排的第一排开始,将所有排分为按顺序排列的多个m周期,一个所述m周期的最后一排作为下一个所述m周期的第一排;所述线材包括第一线材和第二线材;
7、所述编织方法包括如下步骤:
8、以一个所述编织位作为所述第一线材编织的起点,使所述第一线材以第一v字形在每个所述s周期的第一排与最后一排之间上下弯折移动,并最终途经所有所述相交处的一半;
9、以另一个所述编织位作为所述第二线材编织的起点,使所述第二线材以第二v字形在每个所述m周期的第一排与最后一排之间上下弯折移动,并最终途经所有所述相交处的剩余一半;
10、其中,一个所述s周期包括n+1排,一个所述m周期包括m+1排;所述第一v字形跨越同一排上的2n+1个所述相交处,所述第二v字形跨越同一排上的2m+1个所述相交处;其中,n、m均为正整数,且m<n。
11、在其中一实施例中,2≤n≤4,1≤m≤3。
12、在其中一实施例中,所述编织方法包括如下步骤:从所有排的第一排开始,将所有排分为按顺序排列的多个周期,一个所述周期的最后一排作为下一个所述周期的第一排,每个周期设有至少2排;
13、步骤110、以第一排与任一列的相交处作为第一周期的起点,使所述线材以v字形在第一周期的第一排与最后一排之间上下弯折移动,直到所述线材回到所述第一周期的起点;
14、步骤120、使线材从所述第一周期的起点沿着第一个已编织的v字形的一半缠绕至第一周期的最后一排形成加强筋;
15、步骤130、以所述线材当前所处的相交处作为第二周期的起点,重复步骤110和步骤120,直至所述线材编织得到的支架达到所需的长度。
16、在其中一实施例中,所述编织方法包括如下步骤:从所有排的第一排开始,将所有排分为按顺序排列的多个周期,一个所述周期的最后一排作为下一个所述周期的第一排,每个周期设有至少2排;
17、步骤210、以起始周期第一排上的任一相交处作为起始周期的起点,使所述线材以v字形在起始周期的第一排与最后一排之间上下弯折移动,直到所述线材移动到所述起始周期的终点一;所述终点一是指,在所述线材回到当前周期的起点之前被途经的,且位于当前周期的最后一排上的与当前周期的起点属于同一个v字形的相交处;所述起始周期为任一周期;
18、步骤220、以所述线材当前所处的相交处作为下一周期的起点,重复步骤210,直至所述线材移动至最后一个周期的终点一;
19、步骤230、使所述线材从所述最后一个周期的终点一依次经过各个在前周期的终点一,直至所述线材回到所述起始周期的终点一;
20、步骤240、使所述线材直接移动到所述起始周期的起点。
21、在其中一实施例中,所述起始周期为第一周期,在所述步骤240结束时,所述线材编织得到的支架达到所需的长度。
22、在其中一实施例中,所述起始周期为第二周期;所述编织方法还包括如下步骤:
23、步骤250、以所述起始周期的起点作为第一周期的起点,使所述线材以v字形在第一周期的第一排与最后一排之间上下弯折移动,直到所述线材回到所述第一周期的起点,所述线材编织得到的支架达到所需的长度。
24、在其中一实施例中,所述起始周期为第三周期至倒数第三个周期之间的任一周期;所述编织方法还包括如下步骤:
25、步骤261、以所述起始周期的起点作为所述起始周期的上一周期的起点,使所述线材以v字形在所述上一周期的第一排与最后一排之间上下弯折移动,直到所述线材移动到所述上一周期的终点二;所述终点二是指,在所述线材回到当前周期的起点之前被途经的,且位于当前周期的第一排上的与当前周期的起点属于同一个v字形的相交处;
26、步骤262、以所述线材当前所处的相交处作为更上一周期的起点,重复步骤261,直至所述线材移动至第一周期的终点二;
27、步骤263、使所述线材从所述第一周期的终点二依次经过各个在后周期的终点二,直至所述线材回到所述起始周期的上一周期的终点二;
28、步骤264、使所述线材直接移动到所述起始周期的上一周期的起点。
29、在其中一实施例中,所述编织方法包括如下步骤:从所有排的第一排开始,将所有排分为按顺序排列的多个周期,一个所述周期的最后一排作为下一个所述周期的第一排,每个周期设有至少2排;
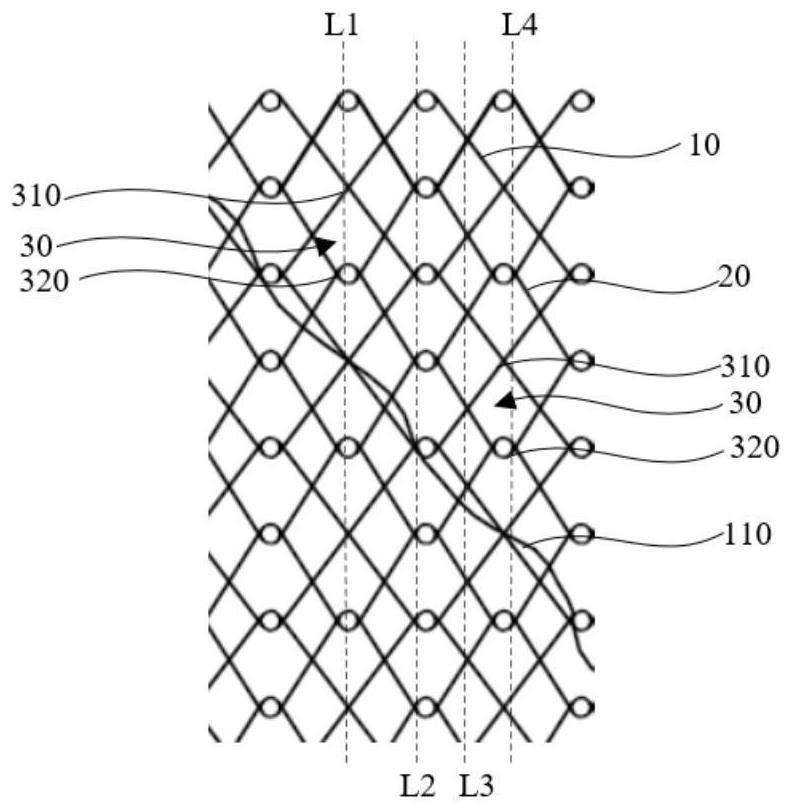
30、步骤310、以起始周期中的任一相交处作为起始周期的起点,使所述线材以v字形在起始周期的第一排与最后一排之间上下弯折移动,直到所述线材移动到所述起始周期的终点三;所述终点三是指,在所述线材回到当前周期的起点之前被途经的,且位于当前周期的最后一排上的与当前周期的起点属于不同v字形的相交处;所述起始周期为任一周期;
31、步骤320、以所述线材当前所处的相交处作为下一周期的起点,重复步骤310,直至所述线材移动至倒数第二个周期最后一排上的终点三;
32、步骤330、以所述线材当前所处的相交处作为最后一个周期的起点,使所述线材以v字形在最后一个周期的第一排与最后一排之间上下弯折移动,直到所述线材回到所述最后一个周期的起点;
33、步骤340、以所述线材当前所处的相交处作为倒数第二个周期的回程起点,使所述线材以v字形在倒数第二个周期的第一排与最后一排之间上下弯折移动,直到所述线材回到倒数第二个周期的起点;
34、步骤350、以所述线材当前所处的相交处作为倒数第三个周期的回程起点,重复步骤340,直至所述线材移动至所述起始周期的起点。
35、在其中一实施例中,所述起始周期为第一周期,在所述步骤350结束时,所述线材编织得到的支架达到所需的长度。
36、在其中一实施例中,所述起始周期为第二周期;所述编织方法还包括如下步骤:
37、步骤360、以所述起始周期的起点作为第一周期的起点,使所述线材以v字形在第一周期的第一排与最后一排之间上下弯折移动,直到所述线材回到所述第一周期的起点,所述线材编织得到的支架达到所需的长度。
38、在其中一实施例中,所述起始周期为第三周期至倒数第三个周期之间的任一周期;所述编织方法还包括如下步骤:
39、步骤371、以所述起始周期的起点作为所述起始周期的上一周期的起点,使所述线材以v字形在所述上一周期的第一排与最后一排之间上下弯折移动,直到所述线材移动到所述上一周期的终点四;所述终点四是指,在所述线材回到当前周期的起点之前被途经的,且位于当前周期的第一排上的与当前周期的起点属于不同v字形的相交处;
40、步骤372、以所述线材当前所处的相交处作为更上一周期的起点,重复步骤371,直至所述线材移动至第二周期第一排上的一个相交处;
41、步骤373、以所述线材当前所处的相交处作为第一周期的起点,使所述线材以v字形在第一周期的第一排与最后一排之间上下弯折移动,直到所述线材回到所述第一周期的起点;所述线材编织得到的支架达到所需的长度;
42、步骤374、以所述线材当前所处的相交处作为第二周期的回程起点,使所述线材以v字形在第二周期的第一排与最后一排之间上下弯折移动,直到所述线材回到第二周期的起点;
43、步骤375、以所述线材当前所处的相交处作为第三周期的回程起点,重复步骤374,直至所述线材移动至所述起始周期的起点;
44、其中,若所述起始周期为第三周期,则在所述步骤374结束编织;若所述起始周期为第四周期至倒数第三个周期之间的任一周期,则在所述步骤375结束编织。
45、在其中一实施例中,所述起始周期为第三周期至倒数第三个周期之间的任一周期;所述编织方法还包括如下步骤:
46、步骤271、以所述起始周期的起点的相交处作为所述起始周期的上一周期的起点,使所述线材以v字形在所述上一周期的第一排与最后一排之间上下弯折移动,直到所述线材移动到所述上一周期的终点四;所述终点四是指,在所述线材回到当前周期的起点之前被途经的,且位于当前周期的第一排上的与当前周期的起点属于不同v字形的相交处;
47、步骤272、以所述线材当前所处的相交处作为更上一周期的起点,重复步骤371,直至所述线材移动至第二周期第一排上的一个相交处;
48、步骤273、以所述线材当前所处的相交处作为第一周期的起点,使所述线材以v字形在第一周期的第一排与最后一排之间上下弯折移动,直到所述线材回到所述第一周期的起点;所述线材编织得到的支架达到所需的长度;
49、步骤274、以所述线材当前所处的相交处作为第二周期的回程起点,使所述线材以v字形在第二周期的第一排与最后一排之间上下弯折移动,直到所述线材回到第二周期的起点;
50、步骤275、以所述线材当前所处的相交处作为第三周期的回程起点,重复步骤274,直至所述线材移动至所述起始周期的起点;
51、其中,若所述起始周期为第三周期,则在步骤274结束编织;若所述起始周期为第四周期至倒数第三个周期之间的任一周期,则在步骤275结束编织。
52、在其中一实施例中,所述起始周期为第三周期至倒数第三个周期之间的任一周期;所述编织方法还包括如下步骤:
53、步骤381、以所述起始周期的起点作为所述起始周期的上一周期的起点,使所述线材以v字形在所述上一周期的第一排与最后一排之间上下弯折移动,直到所述线材移动到所述上一周期的终点二;所述终点二是指,在所述线材回到当前周期的起点之前被途经的,且位于当前周期的第一排上的与当前周期的起点属于同一个v字形的相交处;
54、步骤382、以所述线材当前所处的相交处作为更上一周期的起点,重复步骤261,直至所述线材移动至第一周期的终点二;
55、步骤383、使所述线材从所述第一周期的终点二依次经过各个在后周期的终点二,直至所述线材回到所述起始周期的上一周期的终点二;
56、步骤384、使所述线材直接移动到所述起始周期的上一周期的起点。
57、一种支架,采用所述的编织方法编织而成。
58、上述支架及支架编织方法,至少具有以下优点:
59、通过将线材以v字形在其中两排相交处之间上下弯折移动,直至编织形成所需长度的支架,且所述线材途经所有所述相交处,v字形的拐点位于编织位且缠绕编织位的定位销;若一个所述定位销上具有两个反向的v字形,则所述两个反向的v字形互相钩挂;编织过程中,所述线材在已编织路径间上下交织穿过,可得到具有多个菱形网格的支架,该支架采用特定的编织方法,使钩挂结构和交织结构更好地结合,因此使得支架同时兼具易于装配、短缩率小且柔顺性好的优点。
- 还没有人留言评论。精彩留言会获得点赞!