一种碳纤维金属复合接骨棒材型材的制作方法
1.本实用新型涉及骨科植入材料技术领域,具体提供了一种碳纤维金属复合接骨棒材型材。
背景技术:
2.在医用骨植入材料中,不锈钢、钛合金因其具有优良的力学性能、生物相容性能和耐腐蚀性能成为应用广泛的材料。
3.这类医用金属材料普遍有重量重及金属疲劳等问题,往往满足了力学需求的前提下,接骨螺钉会存在过重或在长期应用下疲劳失效的问题。因此,如果可以开发出具有密度低、比强度高、屈强比高、耐疲劳性优异的医用材料,来制备骨科接骨棒型材,将极大的解决目前所用医用金属材料所面临的应用问题。
技术实现要素:
4.本实用新型提供了一种碳纤维金属复合接骨棒材型材,其目的是提供一种比强度高、屈强比高、疲劳性能优异的轻质碳纤维金属复合接骨棒材型材,该型材经过骨科植入物产品相关加工可适用于骨科植入内固定应用。
5.为了达到上述目的,本实用新型的实施例提供了一种碳纤维金属复合接骨棒材型材,所述碳纤维金属复合接骨棒材型材包括金属管层、碳纤维管层和金属芯棒;
6.所述碳纤维金属复合接骨棒材型材的最外层为金属管层,所述金属管层、碳纤维管层的层数为一层以上,所述金属管层之间、金属管层与金属芯棒之间至少设置有一层碳纤维管层;
7.所述碳纤维管层与金属管层、金属芯棒之间固定连接,所述金属管层与复合有碳纤维管层的金属管层或金属芯棒层之间过盈配合。
8.进一步的,所述金属管层为纯钛管、tc4钛合金管、tc20钛合金管、316l不锈钢管、钴铬合金管中的任意一种,外径为4
‑
20mm,关闭厚度为0.5
‑
3mm。
9.进一步的,所述碳纤维管层为碳纤维/聚酰亚胺材料,外径为2
‑
18mm,壁厚0.1
‑
1mm。
10.进一步的,所述碳纤维管层的碳纤维排布方向与金属管材或棒芯的轴向夹角为
‑
45
°
~+90
°
。
11.进一步的,所述金属棒材为纯钛棒、tc4钛合金棒、tc20钛合金棒、316l不锈钢棒、钴铬合金棒等,芯棒直径为1
‑
6mm。
12.本实用新型的上述方案有如下的有益效果:
13.(1)本实用新型提供的比强度高、屈强比高、疲劳性能优异的轻质碳纤维金属复合接骨棒材型材综合了碳纤维材料和金属材料的优点,其比强度与钛相比可减轻重量20%
‑
40%,耐腐蚀、耐冲击性能、耐扭转性能优异,且可以像常规金属一样进行机械加工,是理想的骨科植入材料。
14.(2)本实用新型中碳纤维金属复合接骨棒材型材抗疲劳性能优异,当材料在人体应用承受频繁应力作用,在金属层发生裂纹并扩展时,受复合材料层中碳纤维搭桥的影响,使得碳纤维金属复合接骨棒型材的金属层内裂纹尖端的实际应力场强度因子低于承受相同外载荷作用的单一金属棒,因此碳纤维复合棒材料的疲劳裂纹扩展速率低于单一金属接骨棒。
15.(3)本实用新型中碳纤维金属复合接骨棒材型材中所用碳纤维管层至少为两层,且碳纤维排布方向与金属管层或金属芯棒的轧制方向成一定夹角,不同层碳纤维材料的碳纤维的排布方向也成一定夹角,这就可以控制碳纤维排布取向实现对材料力学性能的调控,既可加强型材应用时的各向异性,也可消除型材应用时的各向异性。
附图说明
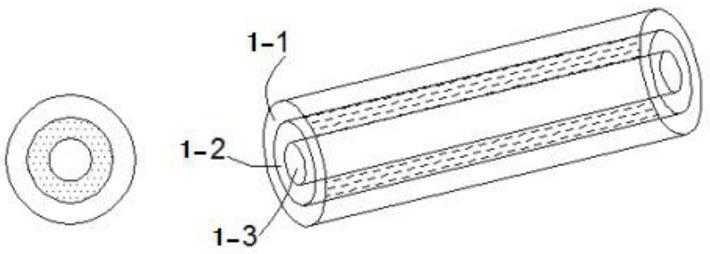
16.图1是本实用新型中实施例1中碳纤维金属复合接骨棒材型材结构示意图;
17.图2是本实用新型中实施例2中碳纤维金属复合接骨棒材型材结构示意图;
18.图3是本实用新型中实施例3中碳纤维金属复合接骨棒材型材结构示意图;
19.图4是本实用新型中实施例4中碳纤维金属复合接骨棒材型材结构示意图;
20.图5是本实用新型中实施例5中碳纤维金属复合接骨棒材型材结构示意图。
21.【附图标记说明】
[0022]1‑
1、金属管层;1
‑
2、碳纤维管层;1
‑
3金属芯棒层;
[0023]2‑
1、金属管层;2
‑
2、2
‑
3、碳纤维管层;2
‑
4金属芯棒层;
[0024]3‑
1、金属管层;3
‑
2、3
‑
3、碳纤维管层;2
‑
4金属芯棒层;
[0025]4‑
1、4
‑
3、金属管层;4
‑
2、4
‑
4、碳纤维管层;4
‑
5金属芯棒层;
[0026]5‑
1、5
‑
4、金属管层;5
‑
2、5
‑
3、5
‑
5、5
‑
6、碳纤维管层;5
‑
7金属芯棒层。
具体实施方式
[0027]
为使本实用新型要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
[0028]
本实用新型提供了一种碳纤维金属复合接骨棒材型材,其目的是提供一种比强度高、屈强比高、疲劳性能优异的轻质碳纤维金属复合接骨棒材型材,该型材经过骨科植入物产品相关加工可适用于骨科植入内固定应用。
[0029]
实施例1
[0030]
如图1所示,本实用新型的实施例提供了一种碳纤维金属复合接骨棒材型材,由金属管层1
‑
1、碳纤维材料管层1
‑
2、金属芯棒层1
‑
3组成,金属管层1
‑
1为一层,碳纤维材料管层1
‑
2为一层,金属芯棒层1
‑
3为一层;其中碳纤维材料管层1
‑
2的碳纤维排布方向与金属管层1
‑
1和金属芯棒层1
‑
3的轧制方向之间的夹角为0
°
;所述金属管层1
‑
1外径为6mm,壁厚为1mm;所述碳纤维材料管层1
‑
2外径为4mm,壁厚为0.5mm。所述金属芯棒层1
‑
3直径为3mm。碳纤维材料管层与金属管层及金属芯棒层间结合通过酸洗金属界面增加复合界面比表面积后,经超高压热定型固定结合。所述金属管层1
‑
1与复合过碳纤维管层1
‑
2的金属芯棒层1
‑
3间通过热胀冷缩套管工艺过盈配合。碳纤维方向的复合材料的抗拉强度较高,该棒材型材具有较高比强度,同时又具有较高的沿碳纤维材料管层1
‑
2中碳纤维方向的断裂强度以及
高疲劳强度,适用于较高单向承载的拉力螺钉医用场景。
[0031]
实施例2
[0032]
如图2所示,本实用新型的实施例提供了一种碳纤维金属复合接骨棒材型材,由金属管层2
‑
1、碳纤维材料管层2
‑
2、2
‑
3金属芯棒层2
‑
4组成,金属管层2
‑
1为一层,碳纤维材料管层2
‑
2、2
‑
3为两层,金属芯棒层2
‑
4为一层。其中碳纤维材料管层2
‑
2的碳纤维排布方向与金属管层2
‑
1和金属芯棒层2
‑
4的轧制方向之间的夹角为0
°
;其中碳纤维材料管层2
‑
3的碳纤维排布方向与金属管层2
‑
1和金属芯棒层2
‑
4的轧制方向之间的夹角为90
°
。所述金属管层2
‑
1外径为7mm,壁厚为1mm,所述碳纤维材料管层2
‑
2外径为5mm,壁厚为0.5mm,所述碳纤维材料管层2
‑
3外径为4mm,壁厚为0.5mm,所述金属芯棒层2
‑
4直径为3mm。碳纤维材料管层与金属管层及金属芯棒层间结合通过酸洗金属界面增加复合界面比表面积后,经超高压热定型固定结合,所述金属管2
‑
1与复合过碳纤维管层2
‑
2、2
‑
3的金属芯棒层2
‑
4间通过热胀冷缩套管工艺过盈配合。由于具有这种垂直交叉排布的复合材料管层具有优异的抗冲击性和疲劳性能,以及径向抗扩张性能;因此,此实施方案提供的棒适用于单向承载且具有稳定内聚力的锁紧螺栓医用场景。
[0033]
实施例3
[0034]
如图3所示,本实用新型的实施例提供了一种碳纤维金属复合接骨棒材型材,由金属管层3
‑
1、碳纤维材料管层3
‑
2、3
‑
3金属芯棒层3
‑
4组成,金属管层3
‑
1为一层,碳纤维材料管层3
‑
2、3
‑
3为两层,金属芯棒层3
‑
4为一层。其中碳纤维材料管层3
‑
2的碳纤维排布方向与金属管层3
‑
1和金属芯棒层3
‑
4的轧制方向之间的夹角为+45
°
。其中碳纤维材料管层3
‑
3的碳纤维排布方向与金属管层3
‑
1和金属芯棒层3
‑
4的轧制方向之间的夹角为-45
°
。所述金属管层3
‑
1外径为7mm,壁厚为1mm,所述碳纤维材料管层3
‑
2外径为5mm,壁厚为0.5mm,所述碳纤维材料管层3
‑
3外径为4mm,壁厚为0.5mm,所述金属芯棒层3
‑
4直径为3mm。碳纤维材料管层3
‑
2、3
‑
3与金属芯棒层3
‑
4间结合通过酸洗金属界面增加复合界面比表面积后,经超高压热定型固定结合。所述金属管层3
‑
1与复合过碳纤维管层3
‑
2、3
‑
3的金属芯棒层3
‑
4间通过热胀冷缩套管工艺过盈配合。由于具有这种垂直交叉排布的复合材料管层具有优异的抗冲击性和疲劳性能,以及抗扭转性能;因此,此实施方案提供的棒适用于抗扭力要求高的锁定螺钉的医用场景。
[0035]
实施例4
[0036]
如图4所示,本实用新型的实施例提供了一种碳纤维金属复合接骨棒材型材,由金属管层4
‑
1、4
‑
3为两层,碳纤维材料管层4
‑
2、4
‑
4为两层,金属芯棒层4
‑
5为一层。其中碳纤维材料管层4
‑
2、4
‑
4的碳纤维排布方向与金属管层4
‑
1、4
‑
3和金属芯棒层4
‑
5的轧制方向之间的夹角为0
°
。所述金属管层4
‑
1外径为10mm,壁厚为1mm;所述碳纤维材料管层4
‑
2外径为8mm,壁厚为0.5mm;所述金属管层4
‑
3外径为7mm,壁厚为1mm;所述碳纤维材料管层4
‑
4外径为5mm,壁厚为0.5mm;所述金属芯棒层4
‑
5直径为4mm。碳纤维材料管层与金属管层及金属芯棒层间结合通过酸洗金属界面增加复合界面比表面积后,经超高压热定型固定结合。所述金属管层4
‑
1、4
‑
3,碳纤维管层4
‑
2、4
‑
4与金属芯棒层4
‑
5间通过逐级热胀冷缩套管工艺过盈配合。由于两层碳纤维方向的复合材料的抗拉强度更高;因此,此实施方案提供的棒材型材具有更高比强度,断裂强度以及高疲劳强度,适用于可承载更高单向轴向拉力的拉力螺钉螺钉医用场景。
[0037]
实施例5
[0038]
如图5所示,本实用新型的实施例提供了一种碳纤维金属复合接骨棒材型材,由金属管层5
‑
1、5
‑
4为两层,碳纤维材料管层5
‑
2、5
‑
3、5
‑
5、5
‑
6为四层,金属芯棒层5
‑
7为一层。其中碳纤维材料管层5
‑
2、5
‑
5的碳纤维排布方向与金属管层5
‑
1和金属芯棒层的轧制方向之间的夹角为+45
°
。其中碳纤维材料管层5
‑
3、5
‑
6的碳纤维排布方向与金属管层5
‑
1和金属芯棒层5
‑
7的轧制方向之间的夹角为-45
°
。所述金属管层5
‑
1外径为16mm,壁厚为1.5mm,所述碳纤维材料管层5
‑
2外径为13mm,壁厚为0.5mm,所述碳纤维材料管层5
‑
3外径为12mm,壁厚为0.5mm,所述金属管层5
‑
4外径为11mm,壁厚为1mm。所述碳纤维材料管层5外径为10mm,壁厚为1mm,所述碳纤维材料管层5
‑
6外径为8mm,壁厚为1mm,所述金属芯棒层5
‑
7直径为6mm。碳纤维材料管层与金属管层及金属芯棒层间结合通过酸洗金属界面增加复合界面比表面积后,经超高压热定型固定结合。所述金属管层5
‑
1、5
‑
4,碳纤维管层5
‑
2、5
‑
3、5
‑
5、5
‑
6与金属芯棒层5
‑
7间通过逐级热胀冷缩套管工艺过盈配合。由于这种双层重复垂直交叉排布的复合材料管层具有更优异的抗冲击性和疲劳性能,以及抗扭转性能;因此,此实施方案提供的棒适用于抗扭力要求更高的中空锁定螺钉的医用场景。
[0039]
本实用新型提供的比强度高、屈强比高、疲劳性能优异的轻质碳纤维金属复合接骨棒材型材综合了碳纤维材料和金属材料的优点,其比强度与钛相比可减轻重量20%
‑
40%,耐腐蚀、耐冲击性能、耐扭转性能优异,且可以像常规金属一样进行机械加工,是理想的骨科植入材料。
[0040]
以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1