医用磨钻刀具的制作方法
1.本实用新型涉及医疗器械,尤其涉及医用磨钻刀具。
背景技术:
2.现有医用磨钻刀具包括内刀组件和外刀组件,其中外刀组件固定,内刀组件旋转,磨头随内刀组件旋转;内刀组件旋转部分与外刀组件接触摩擦导致发热、金属粘接等现象,现有医用磨钻刀具中,多使用耐高温材料制成摩擦垫圈安装在内刀组件上,达到将内刀组件和外刀组件隔离开的效果,但无法达到轴向限位作用,运行过程中内刀组件会产生轴向窜动现象。
技术实现要素:
3.有鉴于此,本实用新型的主要目的提供一种医用磨钻刀具,以避免内刀组件产生轴向窜动。
4.为解决上述问题及与上述问题相关的问题,本实用新型提供如下技术方案:
5.一种医用磨钻刀具,包括外刀组件和可转动的设置在所述外刀组件内的内刀组件,所述外刀组件包括外管组件和外管支撑件,所述内刀组件包括内管组件,所述内刀组件还包括内管支撑组件,所述内管支撑组件套在所述内管组件上,并随内管组件同步转动,其中,所述内管支撑组件和所述外管支撑件之间设置有用于防止内管组件沿轴向串动的轴向定位结构。
6.可选的,所述内管支撑组件与所述外管支撑件之间设置有用于形成所述轴向定位结构的轴承,所述内管支撑组件与所述内管组件之间的支撑位置处于所述外管支撑件与所述外管组件之间支撑位置的后方,所述轴承与所述外管支撑件之间的轴向位置相对固定,且所述轴承与所述内管支撑组件之间的轴向位置相对固定。
7.可选的,所述外管支撑件上设置有用于与所述轴承的内孔配合的轴颈,所述内管支撑组件上设置有用于供所述轴承配合装入的轴承孔;
8.其中,所述轴承与所述轴承孔之间过盈配合,所述外管支撑件上设置有轴向定位所述轴承的一端的轴肩,所述轴颈上设置有用于定位所述轴承的另一端的轴向定位件。
9.可选的,所述内管支撑组件上设置有用于与所述轴承的内孔配合的轴颈,所述外管支撑件上设置有用于供所述轴承配合装入的轴承孔;
10.其中,所述轴承与所述轴承孔之间过盈配合,所述内管支撑组件上设置有轴向定位所述轴承的一端的轴肩,所述轴颈上可拆卸的设置有用于定位所述轴承的另一端的轴向定位件。
11.可选的,所述内管支撑组件包括内刀支撑套和设置在所述内刀支撑套前端的过渡套,所述内刀支撑套一体套在所述内管组件外,并随内管组件回转,所述轴颈和所述轴肩均形成于所述过渡套上,
12.其中,所述过渡套和所述内刀支撑套分体设置,且所述过渡套和所述内刀支撑套
之间设置有传扭结构,或所述过渡套与所述内刀支撑套一体形成。
13.可选的,所述传扭结构包括设置在所述过渡套的后端的传扭凸起和设置在所述内刀支撑套的前端的传扭凹槽,所述传扭凸起配合嵌入所述传扭凹槽内;
14.或
15.所述传扭结构包括设置在所述过渡套的后端的传扭凹槽和设置在所述内刀支撑套的前端的传扭凸起,所述传扭凸起配合嵌入所述传扭凹槽内。
16.可选的,所述内管支撑组件包括内刀支撑套和弹性胀紧套,所述内刀支撑套与内管组件之间具有胀紧空间,所述弹性胀紧套可拆卸的胀紧在所述胀紧空间内。
17.可选的,所述内刀支撑套的内壁上形成有与所述内刀组件同轴的胀紧孔,所述胀紧孔贯穿所述内刀支撑套的后端,所述胀紧孔的前端形成供所述弹性胀紧套的一端抵靠的台阶面。
18.可选的,所述胀紧孔具有锥度,所述胀紧孔直径由前至后依次变大,所述弹性胀紧套在自由状态下的外轮廓呈圆柱状;
19.所述胀紧孔具有锥度,所述胀紧孔直径由前至后依次变大,所述弹性胀紧套在自由状态下的外轮廓也具有锥度,所述弹性胀紧套的外径由前至后依次变大;
20.所述胀紧孔为圆柱孔,所述弹性胀紧套在自由状态下的外轮廓具有锥度,所述弹性胀紧套的外径由前至后依次变大。
21.可选的,所述医用磨钻刀具还包括密封套,所述内刀支撑套的尾部设置有密封面,所述胀紧孔开设在所述密封面上,所述密封套套在所述内管组件上,且所述密封套的前端面与所述密封面相贴,使所述密封套封堵所述胀紧空间。
22.可选的,所述轴承为滑动轴承或滚动轴承。
23.可选的,所述轴向定位件为锁紧螺母或挡圈。
24.本实用新型的医用磨钻刀具,通过增设置定位内管组件的内管支撑组件,并在内管支撑组件与外管支撑件之间设置轴向定位结构,能够防止内管组件沿轴向方向发生相对窜动,提高刀具在手术过程中的稳定性,有效的避免了因内刀组件高速旋转与外刀组件摩擦发热现象。
附图说明
25.图1为本实用新型的医用磨钻刀具的一示例性的结构示意图;
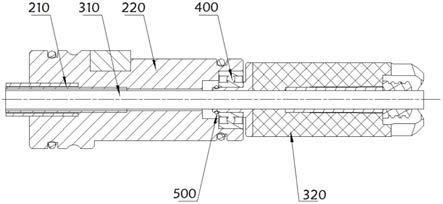
26.图2为图1中ⅰ处放大视图;
27.图3为图2中内刀组件的爆炸视图;
28.图4为图2中外管支撑件的结构示意图;
29.图5为图2中内管支撑组件的结构示意图;
30.图6为图3中过渡套的结构示意图;
31.图7为图6的俯视图;
32.图8显示图3中内刀支撑套的三维结构示意图。
33.图9为本实用新型的医用磨钻刀具的另一示例性的结构示意图;
34.零件标号说明:
35.磨头100;
36.外刀组件200、外管组件210、外管支撑件220、轴承孔221;
37.内刀组件300、内管组件310、内管支撑组件320、轴颈320a、轴肩320b、内刀支撑套321、传扭凹槽321a、密封面321b、胀紧孔321c、台阶面321d、过渡套322、传扭凸起322a、弹性胀紧套323、密封套324;
38.轴承400、轴向定位件500。
具体实施方式
39.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
40.下述各实施例中,方位限定词“前”、“后”是相对概念,“前”指代远离手柄的方向,“后”知道靠近手柄的方向。
41.结合参见图1至图9,本实用新型的医用磨钻刀具,包括外刀组件200和可转动的设置在外刀组件200内的内刀组件300,外刀组件200包括外管组件210和外管支撑件220,内刀组件300包括内管组件310和内管支撑组件320,内管支撑组件320套在内管组件310上,并随内管组件310同步转动,内管支撑组件320和外管支撑件220之间设置有用于防止内管组件310沿轴向串动的轴向定位结构。
42.本实用新型的医用磨钻刀具,通过增设置定位内管组件310的内管支撑组件320,并在内管支撑组件320与外管支撑件220之间设置轴向定位结构,能够防止内管组件310沿轴向方向发生相对窜动,提高刀具在手术过程中磨头100的稳定性。
43.在实际实施过程中,内管组件可以只有单个管件,也可以是内管与其他零件的组合,外管组件可以只有单个管件,也可以是管件与其他零件的组合。同理,内管支撑组件和外管支撑件,也是既可以只有单个零件,也可以是多个零件的组合。
44.在一些实施例中,参见图2、图9,内管支撑组件320与外管支撑件220之间设置有用于形成轴向定位结构的轴承400,内管支撑组件320与内管组件310之间的支撑位置处于外管支撑件220与外管组件210之间支撑位置的后方,轴承400与外管支撑件220之间的轴向位置相对固定,且轴承400与内管支撑组件320之间的轴向位置相对固定。
45.这种方式中,通过加装轴承400,分别使轴承400与外管支撑件220和内管支撑组件320的轴向位置固定实现轴向定位,不仅能够避免内管组件310沿轴向发生相对传动,还能够使得内管组件310能够顺畅的旋转,有效的避免了因内刀组件高速旋转与外刀组件摩擦发热的现象。
46.在实际实施过程中,轴承400既可以为滑动轴承,也可以为滚动轴承,当然,采用滚动轴承的方式,内刀组件300和外刀组件200之间的相对转动通常阻力更小,会更顺畅。下述各实施例的附图均以滚动轴承作为示例。
47.在一些实施例中,参见图2至图5,内管支撑组件320上设置有用于与轴承400的内孔配合的轴颈320a,外管支撑件220上设置有用于供轴承400配合装入的轴承孔221,轴承400与轴承孔221之间过盈配合,内管支撑组件320上设置有轴向定位轴承400的一端的轴肩320b,轴颈320a上可拆卸的设置有用于定位轴承400的另一端的轴向定位件500。图2中,轴向定位件500为挡圈,在实际实施过程中,该轴向定位件500也可以为锁紧螺母,另外,在实际实施过程中,若该轴承400为滚动轴承,该轴肩320b用于定位轴承400的内圈,也就只与轴
承400的内圈接触,而不与轴承400的外圈接触,例如,图2中,该轴肩对应的轴段外围形成避让结构,使得轴承400的外圈不会接触内管支撑组件320接触,能够保证轴承的内圈能够顺利的相对外圈发生转动。
48.在另一些实施例中,参见图9,可以在外管支撑件上设置用于与轴承的内孔配合的轴颈,在内管支撑组件上设置用于供轴承配合装入的轴承孔,轴承与轴承孔之间仍过盈配合,外管支撑件上设置有轴向定位轴承的一端的轴肩,轴颈320a上设置有用于定位轴承的另一端的轴向定位件。
49.无论将轴承孔设置在内管支撑组件320还是外管支撑件220上均能够实现轴承400的安装,但采用图2中将轴承孔221设置于外管支撑件220上相较图中将轴承孔221设置于内管支撑组件320上的方式,更有利于将内管支撑组件320的外径控制在相对较小的尺寸范围内。
50.在一些实施例中,结合参见图2至图8,内管支撑组件320包括内刀支撑套321和设置在内刀支撑套321前端的过渡套322,内刀支撑套321一体套在内管组件310外,并随内管组件310回转,轴颈320a和轴肩320b均形成于过渡套322上,图中,过渡套322和内刀支撑套321分体设置,且过渡套322和内刀支撑套321之间设置有传扭结构。当然,在实际实施过程中,该过渡套与内刀支撑套也可以一体形成。
51.若过渡套和内刀支撑套分体设置,装配时,可以先将轴承400安装在过渡套322上,然后在将轴承400配合装入外管支撑件220对应的轴承孔221中,若轴承400与轴承孔211之间过盈配合,当采用敲击的方式将轴承400装入轴承孔221,由于过渡套322长度尺寸较小,更便于顺利将轴承400装入轴承孔221中。
52.在一些实施例中,结合参见图2至图8,传扭结构包括设置在过渡套322的后端的传扭凸起322a和设置在内刀支撑套321的前端的传扭凹槽321a,传扭凸起322a配合嵌入传扭凹槽321a内;当然,在实际实施过程中,也可以将传扭凸起322a设置在内刀支撑套321上,将传扭凹槽321a设置在过渡套322上。在实际实施过程中,各传扭凹槽321a和各传扭凸起322a最好沿轴向均布,跟有利于内刀组件300在转动过程中保持动平衡。
53.在一些实施例中,结合参见图2至图5,内管支撑组件320包括内刀支撑套321和弹性胀紧套323,内刀支撑套321与内管组件310之间具有胀紧空间,弹性胀紧套323可拆卸的胀紧在胀紧空间内。这种设置弹性胀紧套323的方式,不仅能够实现内刀支撑组件的拆装,且相较粘胶等定位内刀支撑组件的方式,这种方式使用寿命更长,更可靠。
54.在一些实施例中,结合参见图2至图5,内刀支撑套321的内壁上形成有与内刀组件300同轴的胀紧孔321c,胀紧孔321c贯穿内刀支撑套321的后端,胀紧孔321c的前端形成供弹性胀紧套323的一端抵靠的台阶面321d。
55.在一些实施例中,结合参见图2至图5,胀紧孔321c具有锥度,胀紧孔321c直径由前至后依次变大,弹性胀紧套323在自由状态下的外轮廓呈圆柱状,使得弹性胀紧套323能够顺利进入胀紧空间中;当然,在实际实施过程中,也可以采用胀紧孔具有锥度,且弹性胀紧套在自由状态下的外轮廓也具有锥度的方式,胀紧孔直径由前至后依次变大,弹性胀紧套的外径由前至后依次变大;还可以采用胀紧孔为圆柱孔,弹性胀紧套在自由状态下的外轮廓具有锥度的方式,弹性胀紧套的外径由前至后依次变大,均有利弹性胀紧套顺利进入胀紧空间中。
56.在安装弹性胀紧套时,弹性胀紧套323由后至前进入胀紧空间,逐渐被挤压变形,并且挤压的力越来越大,使内刀支撑套321被定位在内管组件310上,两者之间无法发生相对转动。
57.在一些实施例中,结合参见图2至图5,医用磨钻刀具还包括密封套324,内刀支撑套321的尾部设置有密封面321b,胀紧孔321c开设在密封面321b上,密封套324套在所述内管组件310上,且密封套324的前端面与密封面321b相贴,使密封套324封堵胀紧空间。
58.此时,该密封套324能够避免手术过程中的液体沿内管组件310向后移动,有利于保证手柄中用于带动内刀组件300旋转的动力元件的可靠工作。
59.在实际实施过程中,该弹性胀紧套的后端最好抵靠在密封套324的端面上,有利于避免弹性胀紧套长期使用后沿轴向窜动。
60.任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1