包括具有不同拉伸特性的前腰片和后腰片的吸收制品的制作方法
1.本公开涉及包括腰片的吸收制品,并且更具体地涉及具有不同拉伸特性的前腰片和后腰片。
背景技术:
2.可通过沿着装配线将各部件添加到推进的连续材料纤维网和/或以其它方式改变推进的连续材料纤维网来装配各种类型的制品,诸如例如尿布和其它吸收制品。例如,在一些工艺中,推进的材料纤维网与其它推进的材料纤维网相组合。在其它示例中,由推进的材料纤维网产生的各个部件与推进的材料纤维网相组合,继而与其它推进的材料纤维网相组合。在一些情况下,由推进的一个或多个纤维网产生的各个部件与由其它推进的纤维网产生的其它各个部件相组合。用以制造尿布的材料纤维网和组成部件可包括:底片、顶片、腿箍、腰带、吸收芯部件、前耳片和/或后耳片、紧固部件以及各种类型的弹性纤维网和部件,诸如腿弹性部件、阻隔腿箍弹性部件、拉伸侧片和腰弹性部件。在将所期望的组成部件装配之后,对推进的纤维网和组成部件进行最终刀切以将纤维网分离成离散的尿布或其它吸收制品。
3.一些吸收制品(诸如尿布)具有包括弹性部件的部件,诸如腰带。在一些构型中,腰带可被提供为单个弹性材料层,诸如弹性膜。在一些构型中,腰带可被提供为弹性层合体,该弹性层合体可包括粘结到一个或多个基底诸如非织造物的弹性材料,其中弹性材料可包括弹性膜和/或弹性股线。在一些组装操作中,腰带接合到前进的载体网,诸如连续的顶片或底片网,而腰带处于拉伸状态。由此,当腰带松弛时,载体网聚拢以形成波纹。所得层合体可拉伸到该波纹允许腰带伸长的程度。
4.当制造尿布时,可将腰带提供为可被拉伸的连续长度的腰带材料;切割成离散的腰带;并且与前进的载体网(诸如连续的顶片或底片网)粘结,而腰带处于拉伸状态。在一些尿布的情况下,可能需要在前腰区中包括前腰带以及相对的后腰区中的后腰带。一些组装操作可将一块腰带材料施加到前进的载体网,随后当前进的载体网经受最终刀片切割时,该前进的载体网被切割成单独的前腰带和后腰带,该最终刀片切割将载体网分离成离散的尿布。进而,前腰带和后腰带可由相同的连续长度的腰带材料形成。
5.在一些构型中,可能需要提供具有带有不同拉伸特性的前腰带和后腰带的尿布,以有助于改善配合、舒适度和/或性能。为了适应这种要求,制造操作可能需要从已使用不同拉伸特性预先制造的不同的腰带材料供应品形成前腰带和后腰带。然而,需要不同的腰带材料供应品可导致制造成本和复杂度增加。
6.因此,提供具有带有由不同结构和/或形态特征产生的不同拉伸特性的前腰和后腰特征的吸收制品将是有益的,其中在吸收制品组装工艺期间可向单来源拉伸层合体赋予这类特征。
技术实现要素:
7.在一种形式中,一种吸收制品包括:第一腰区、第二腰区以及安置在前腰区与第二腰区之间的裆区;第一腰边缘、第二腰边缘、第一纵向侧边缘;和第二纵向边缘;基础结构,该基础结构包括顶片、底片以及定位在顶片与底片之间的吸收芯;腿部衬圈元件,该腿部衬圈元件从第一腰区延伸到第二腰区;第一腰片,该第一腰片包括内侧侧向边缘、外侧侧向边缘和两个纵向边缘,第一腰片包括在拉伸状态下粘结到第一非织造物的第一弹性膜,并且其中第一腰片与基础结构连接,并且定位在第一腰区中;第二腰片,该第二腰片包括内侧侧向边缘、外侧侧向边缘和两个纵向边缘,第二腰片包括在拉伸状态下粘结到第二非织造物的第二弹性膜,并且其中第二腰片与基础结构连接,并且定位在第二腰区中;并且其中第一腰片包括第一结构特征,该第一结构特征不包括在第二腰片中,或者与包括在第二腰片中的第二结构特征不同,其中第一结构特征或第二结构特征在第一腰片与第二腰片之间提供不同的拉伸特性。
8.在另一种形式中,一种吸收制品包括:第一腰区、第二腰区以及安置在第一腰区与第二腰区之间的裆区;第一腰边缘、第二腰边缘、第一纵向侧边缘;和第二纵向边缘;基础结构,该基础结构包括顶片、底片以及定位在顶片与底片之间的吸收芯;腿部衬圈元件,该腿部衬圈元件从第一腰区延伸到第二腰区;位于第一腰区中的第一腰片,该第一腰片包括内侧侧向边缘、外侧侧向边缘和两个纵向边缘,并且其中第一腰片的沿纵向边缘延伸的区机械粘结到基础结构;以及定位在第二腰区中的第二腰片,该第二腰片包括内侧侧向边缘、外侧侧向边缘和两个纵向边缘,第二腰片包括在拉伸状态下粘结到非织造物的弹性膜,并且其中第二腰片的沿外侧侧向边缘延伸的区以及沿纵向边缘延伸的区在第二腰区中粘结到基础结构,并且第二腰片的内侧侧向边缘的至少一部分未附接到基础结构。
9.在又另一种形式中,一种吸收制品包括:前腰区、后腰区以及安置在前腰区与后腰区之间的裆区;前腰边缘、后腰边缘、第一纵向侧边缘;和第二纵向边缘;基础结构,该基础结构包括顶片、底片以及定位在顶片与底片之间的吸收芯;腿部衬圈元件,该腿部衬圈元件从第一腰区延伸到第二腰区;第一腰片,该第一腰片包括内侧侧向边缘、外侧侧向边缘和两个纵向边缘,第一腰片包括第一弹性膜,第一弹性膜在拉伸状态下粘结到第一非织造物,并且定位在前腰区中;第二腰片,该第二腰片包括内侧侧向边缘、外侧侧向边缘和两个纵向边缘,第二腰片包括在拉伸状态下粘结到第二非织造物的第二弹性膜,并且其中第二腰片与基础结构连接,并且定位在后腰区中;并且其中第一压力粘结限定第一腰片的第一拉伸特性,并且其中第二压力粘结限定第二腰片的与第一拉伸特性不同的第二拉伸特性。
10.在仍另一种形式中,一种提供具有第一弹性腰片和第二弹性腰片的吸收制品的方法,第一弹性腰片和第二弹性腰片包括不同的拉伸特性,方法包括以下步骤:提供连续长度的基础结构;将第一弹性腰片和第二弹性腰片施加到连续长度的基础结构;在第一腰片与第二腰片之间形成形态差异;以及将连续长度的基础结构分离成单独的吸收制品。
附图说明
11.图1a是呈胶粘尿布形式的吸收制品的部分切除平面视图,吸收制品可包括根据本公开组装的一个或多个基底,其中尿布的背离穿着者的部分朝向观察者定向。
12.图1b是图1a的吸收制品的平面视图,吸收制品可包括根据本公开组装的一个或多
个基底,其中尿布的面朝穿着者的部分朝向观察者定向;
13.图2是第一腰片的详细视图,其中尿布的面朝穿着者的部分朝向观察者定向。
14.图2a是示出粘结构型的来自图2的第一腰片的详细视图。
15.图2b是示出结构特征的来自图2的第一腰片的详细视图。
16.图2c是示出具有压力粘结的结构特征构型的来自图2的第一腰片的详细视图。
17.图3是第二腰片的详细视图,其中尿布的面朝穿着者的部分朝向观察者定向。
18.图3a是示出粘结构形的来自图3的第二腰片的详细视图。
19.图3b是示出结构特征的来自图3的第二腰片的详细视图。
20.图3c是示出具有压力粘结的结构构型的来自图3的第二腰片的详细视图。
21.图4是用于将弹性部件粘结到前进的载体网的设备的示意性侧视图。
22.图4a是具有包括超声波粘结装置的压制表面的粘结设备的详细示意图。
23.图5是沿图4中的截面5-5截取的载体基底的视图。
24.图5a是沿图4中的截面5-5截取的具有腿箍的载体基底的视图。
25.图6是沿图4中的截面6-6截取的连续弹性基底的视图。
26.图7是沿图4中的截面7-7截取的具有离散粘合剂贴片的连续弹性基底的视图。
27.图8是沿图4中的截面8-8截取的与其上的粘合剂区域平坦布置的离散弹性部件的视图。
28.图9是沿图4中的截面9-9截取的切割装置、转移装置和粘结装置的视图。
29.图10是沿图9中的截面10-10截取的转移装置和结合装置的视图。
30.图11是沿图10中的截面11-11截取的撒布机机构的详细视图。
31.图11a是盘状件的外边沿上的径向突起的瘤状物的详细视图。
32.图12是沿图4中的截面12-12截取的与其上的粘合剂区域平坦布置的拉伸离散弹性部件的视图。
33.图13是沿线13-13截取的来自图9的图案辊的详细横截面视图,该横截面视图展示从外周向表面径向朝外延伸的粘结元件。
34.图13a是沿线13a-13a截取的展示来自图13的元件的图案辊的外周向表面的一部分的详细视图。
35.图14是沿图4中的截面14-14截取的包括弹性部件和载体基底的层合体的视图。
36.图14a是在经受最终刀具切割操作之后的包括弹性部件和载体基底的图14的层合体的视图,最终刀具切割操作将切割线施加穿过载体基底和离散弹性部件。
37.图15是沿图14中的截面15-15截取的包括弹性部件和载体基底的层合体的视图。
38.图16是沿图4中的截面16-16截取的载体基底和粘合剂的视图。
39.图17a是用以组装弹性基底的设备的示意性侧视图。
40.图17b为沿线17b-17b截取的出自图17a的设备的左侧视图。
41.图17c为沿着线17c-17c截取的出自图17a的设备的顶部侧视图。
42.图17d为沿着线17d-17d截取的在出自图17b的撒布机机构上推进的弹性材料的详细视图。
43.图18是沿线18-18截取的来自图17a的弹性基底的横截面视图。
44.图19是处于松弛、收缩状态的来自图18的弹性基底的横截面视图。
具体实施方式
45.以下术语解释可帮助理解本公开:
[0046]“吸收制品”在本文中是指主要功能为吸收和保留污垢和废物的消费产品。吸收制品可包括卫生巾;棉塞;卫生护垫;阴唇间装置;伤口敷料;擦拭物;一次性尿布,包括胶粘尿布和尿布裤、用于带有可重复使用的外覆盖件的尿布的插入件、成人失禁尿布、成人失禁衬垫和成人失禁裤。术语“一次性的”在本文中用来描述通常不打算洗涤或者以其它方式复原为或再用作吸收制品的吸收制品(例如,它们旨在在单次使用后丢弃,并且也可被配置成可回收利用、堆肥处理或以与环境相容的其它方式进行弃置)。
[0047]“弹性的”、“弹性体”或“弹性体的”是指材料表现出弹性性能,它们包括如下任何材料,在向其松弛的初始长度施加力时该材料能够拉伸或伸长至比其初始长度超出10%的伸长长度,并且在释放所施加的力时将会基本上恢复至大约其初始长度。
[0048]“固结”、和“固结的”是指材料经历从第一拉伸长度至第二拉伸长度的伸长减小,该伸长减小小于第一拉伸长度且大于零。
[0049]“松弛状态”限定当不被施加的力拉伸时材料的长度。
[0050]
在本说明书的上下文中,0%的伸长是指处于松弛状态的材料具有松弛长度l,并且150%的伸长表示2.5x的材料的松弛长度l。例如,具有100毫米松弛长度的弹性膜在150%伸长下将具有250毫米的长度。并且具有100毫米松弛长度的弹性膜在80%的伸长下将具有180毫米的长度。
[0051]
在本说明书的上下文中,60%的收缩表示材料的初始拉伸长度l的0.6倍收缩。例如,具有250毫米的初始拉伸长度的弹性膜在60%收缩处将具有100毫米的收缩长度。并且具有180毫米的初始拉伸长度的弹性膜在44%收缩处将具有100毫米的长度。
[0052]
如本文所用,术语“接合”包括其中通过将元件直接附连到另一元件而将该元件直接固定到另一元件的构型,以及其中通过将元件附连到中间构件(中间构件继而附连到另一元件)而将元件间接固定到另一元件的构型。
[0053]
术语“基底”在本文中用来描述主要为二维(即在xy平面中)材料,并且其厚度(在z方向上)与其长度(在x方向上)和宽度(在y方向上)相比相对较小(即1/10或更小)。基底的非限制性示例包括纤维网、一层或多层纤维材料、非织造物、膜和箔诸如聚合物膜或金属箔。这些材料可单独使用或可包括层合在一起的两个或更多个层。因此,纤维网为基底。
[0054]
术语“非织造物”在本文中是指通过诸如纺粘法、熔喷法、梳理成网等工艺由连续(长)丝(纤维)和/或不连续(短)丝(纤维)制成的材料。在一些构型中,非织造布可包括基于聚烯烃的非织造物,包括但不限于具有聚丙烯纤维和/或聚乙烯纤维和/或包含聚烯烃的双组分纤维的非织造物。合适的纤维的非限制性示例包括纺粘、纺丝成网、熔喷、纺熔、溶剂纺丝、静电纺纱、梳理成网、膜原纤化、熔膜原纤化、气流法、干法成网、湿铺短纤维以及部分地或完全地由如本领域已知的聚合物纤维形成的其他非织造纤维网材料,以及它们的可行组合。非织造物不具有织造长丝或编织长丝图案。应当理解,可根据本文的方法使用具有各种基重的非织造布。例如,一些非织造物可具有至少约8gsm、12gsm、16gsm、20gsm、25gsm、30gsm、40gsm或65gsm的基重。一些非织造物可具有约8gsm至约65gsm的基重,具体地叙述了在上述范围以及其中或由此形成的所有范围内的所有1gsm增量。
[0055]
应当理解,可根据本文的方法使用具有各种基重的膜。例如,一些膜可具有至少约
8gsm、12gsm、16gsm、20gsm、25gsm、30gsm、40gsm或60gsm的基重。一些膜可具有约5gsm至约150gsm的基重,具体地叙述了在上述范围以及其中或由此形成的所有范围内的所有1gsm增量。
[0056]
应了解,本文中所论述的弹性膜可包含各种材料和/或组分。一些弹性体组合物可包含选自由以下组成的群组的热塑性弹性体:苯乙烯嵌段共聚物、聚酯、聚氨酯、聚醚酰胺和它们的组合。合适的苯乙烯嵌段共聚物可为具有至少一个苯乙烯嵌段的两嵌段、三嵌段、四嵌段或其他多嵌段共聚物。示例性苯乙烯嵌段共聚物包括苯乙烯-丁二烯-苯乙烯、苯乙烯-异戊二烯-苯乙烯、苯乙烯-乙烯/丁烯-苯乙烯、苯乙烯-乙烯/丙烯-苯乙烯等。可使用的可商购获得的苯乙烯嵌段共聚物包括kraton(苯乙烯嵌段共聚物;购自kraton chemical company(houston,tx));septon(苯乙烯嵌段共聚物;购自kuraray america,inc.(new york,ny));vector(苯乙烯嵌段共聚物;购自tsrc dexco chemical company(houston,tx))。额外可商购获得的弹性体包括estane(聚氨酯;购自lubrizol,inc,ohio);pebax(聚醚嵌段酰胺;购自arkema chemicals(philadelphia,pa));和hytrel(聚酯;购自dupont(wilmington,de))。
[0057]
半结晶聚烯烃或茂金属聚烯烃可用于一次性吸收产品中。本文中的聚烯烃弹性体材料可包括但不限于聚烯烃(诸如聚乙烯和聚丙烯)的任何聚合物或共聚物。弹性体聚丙烯的示例包括弹性无规聚(丙烯/烯烃)共聚物、含有不规则性的全同立构聚丙烯、全同立构/无规立构聚丙烯嵌段共聚物、全同立构聚丙烯/无规聚(丙烯/烯烃)共聚物嵌段共聚物、立构嵌段弹性体聚丙烯、间同立构聚丙烯嵌段聚(乙烯-共-丙烯)嵌段间同立构聚丙烯三嵌段共聚物、全同立构聚丙烯嵌段区域无规聚丙烯嵌段全同立构聚丙烯三嵌段共聚物、聚乙烯无规(乙烯/烯烃)共聚物嵌段共聚物、反应器共混聚丙烯、极低密度聚丙烯(或等同地,超低密度聚丙烯)、茂金属聚丙烯以及它们的共混物或组合。一些均聚烯烃和无规共聚物以及这类无规共聚物的共混物(以商品名vistamaxx
tm
购自exxonmobil以及以versify
tm
购自dow)往往会展现出弹性性能。在一些实施方案中,可将两种或更多种弹性体共混以实现所需弹性性能。例如,苯乙烯嵌段共聚物可与聚烯烃基弹性体共混,或者聚丙烯基弹性体可与其他聚烯烃基弹性体共混。
[0058]
本说明书中描述的一次性吸收制品(即尿布、一次性裤、成人失禁制品、卫生巾、卫生护垫等)的部件可至少部分地由生物源内容物构成,如2007年9月20日公布的hird等人的us 2007/0219521 a1、2011年6月16日公布的hird等人的us 2011/0139658 a1、2011年6月16日公布的hird等人的us 2011/0139657 a1、2011年6月23日公布的hird等人的us 2011/0152812 a1、2011年6月16日公布的hird等人的us 2011/0139662 a1以及2011年6月16日公布的hird等人的us 2011/0139659 a1中所描述。这些部件包括但不限于顶片非织造物、底片膜、底片非织造物、侧片非织造物、阻隔腿箍非织造物、超吸收材料、非织造物采集层、芯包裹物非织造物、粘合剂、紧固钩、以及紧固件着陆区非织造物和膜基质。在至少一个实施方案中,一次性吸收制品部件包括使用astm d6866-10方法b测量为约10%至约100%,在另一个实施方案中为约25%至约75%,并且在另一个实施方案中使用astm d6866-10方法b测量为约50%至约60%的生物基物质含量值。为了应用astm d6866-10的方法来测定任何一次性吸收制品部件的生物基物质含量,必须获得一次性吸收制品部件的代表性样品以进行测试。在至少一个实施方案中,可使用已知的碾磨方法(例如,研磨机)将一次性吸
收制品部件碾磨成小于约20目的微粒,并且从随机混合的颗粒中获取合适质量的代表性样品。
[0059]
术语“纵向”(md)在本文中用于指工艺过程中材料流的方向。此外,材料的相对放置和运动还可被描述为沿机器方向从工艺上游至工艺下游流过工艺。
[0060]
术语“横向”(cd)在本文中用于指大致垂直于纵向的方向。
[0061]
本公开的各方面涉及吸收制品,该吸收制品具有带有不同拉伸特性的前腰片和后腰片。如下文所论述,吸收制品可包括:第一腰区、第二腰区以及安置在前腰区与第二腰区之间的裆区。吸收制品还可包括基础结构,该基础结构包括顶片、底片以及定位在顶片与底片之间的吸收芯。第一腰片可与基础结构连接并且定位在第一腰区中,并且第二腰片可与基础结构连接并且定位在第二腰区中。在一些构型中,第一腰片能够包括未包括在第二腰片中的第一结构特征,或者能够包括与包括在第二腰片中的第二结构特征不同的第一结构特征。由此,第一结构特征在第一腰片与第二腰片之间提供不同的拉伸特性。第一结构特征和/或第二结构特征的示例可包括:压花、孔、狭缝、熔融材料、压缩材料、塑性变形、折叠、粘性粘结和/或压力粘结。应了解,这类结构特征可以各种方式形成,诸如通过施加折叠、超声波能量、压力和/或热量来形成。下文在吸收制品的上下文中论述了腰片,吸收制品可被构造为胶粘尿布或裤型尿布。
[0062]
术语“胶粘尿布”(也称作“打开式尿布”)是指一次性吸收制品,该吸收制品在穿用到穿着者身上之前具有未紧固的、未预紧固的或在包装时未彼此连接的初始前腰区和初始后腰区。胶粘尿布可围绕侧向中心线折叠,其中一个腰区的内部以表面对表面方式接触相对腰区的内部,而不将腰区紧固或接合在一起。示例性胶粘尿布以各种合适的构型公开于以下美国专利号中:5167897、5360420、5599335、5643588、5674216、5702551、5968025、6107537、6118041、6153209、6410129、6426444、6586652、6627787、6617016、6825393和6861571;以及美国专利公布2013/0072887 a1;2013/0211356 a1;以及2013/0306226 a1,所述专利均以引用方式并入本文中。
[0063]
术语“裤”(也称为“训练裤”、“预闭合尿布”、“尿布裤”、“裤型尿布”和“套穿尿布”)在本文中是指被设计成用于婴儿或成人穿着者的具有连续周边腰部开口和连续周边腿部开口的一次性吸收制品。裤可被构造成在穿着者穿上制品之前带有连续或闭合的腰部开口和至少一个连续的闭合腿部开口。裤可用各种技术预成形或预紧固,技术包括但不限于使用任何可重复紧固的闭合构件和/或永久性闭合构件(例如缝合、热粘结、压力焊接、粘合剂、胶粘剂粘结、机械紧固件等)将制品的各部分接合在一起。裤可沿制品周围在腰区中的任何位置预成形(例如,侧边紧固的或接缝的、前腰紧固的或接缝的,后腰紧固的或接缝的)。示例性尿布裤以各种构型公开于以下专利中:美国专利4,940,464;5,092,861;5,246,433;5,569,234;5,897,545;5,957,908;6,120,487;6,120,489;7,569,039以及美国专利公布2003/0233082 a1;2005/0107764 a1、2012/0061016 a1、2012/0061015 a1;2013/0255861 a1;2013/0255862 a1;2013/0255863 a1;2013/0255864 a1;以及2013/0255865 a1,所述专利公布均以引用方式并入本文中。
[0064]
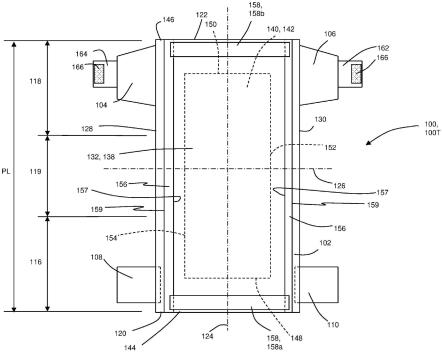
出于具体例示的目的,图1a和图1b展示根据本公开的可被组装的吸收制品100的示例。具体地说,图1a展示被构造为胶粘尿布100t的吸收制品100的平面视图的一个示例,其中尿布的背离穿着者的部分朝向观察者定向。并且图1b展示尿布100的平面视图,其中尿
布的面朝穿着者的部分朝向观察者定向。图1a和图1b中所示的胶粘尿布100t包括基础结构102、第一后侧片104和第二后侧片106;以及第一前侧片108和第二前侧片110。
[0065]
如图1a和图1b所示,吸收制品100和基础结构102各自包括第一腰区116、第二腰区118以及设置在第一腰区和第二腰区中间的裆区119。第一腰区116可被构造为前腰区,并且第二腰区118可被构造为后腰区。在一些实施方案中,前腰区、后腰区和裆区中的每一者的长度可以是吸收制品100的长度的1/3。吸收制品100还可包括在第一腰区116中的侧向延伸的第一腰边缘120,其中第一腰边缘120可被构造为前腰边缘。另外,吸收制品100可包括在第二腰区118中的侧向延伸的第二腰边缘122,其中第二腰边缘122可被构造为后腰边缘。为了为本讨论提供参照系,图1a和图1b中的尿布100t被示出为带有纵向轴线124和侧向轴线126。纵向轴线124可延伸穿过前腰边缘120的中点,并且穿过后腰边缘122的中点。并且侧向轴线126可延伸穿过第一纵向或右侧边缘128的中点并穿过第二纵向或左侧边缘130的中点。
[0066]
如图1a和图1b中所展示,吸收制品100包括内部面向穿着者的表面132和外部面向服装的表面134。因此,也应当理解,下文所述的吸收制品的各种部件可各自包括内部面向穿着者的表面132和外部面向衣服的表面134。基础结构102可包括底片136和顶片138。基础结构102也可包括具有吸收芯142的吸收组件140,吸收芯设置在顶片138的一部分和底片136之间。如下文更详细地论述,吸收制品100还可包括其他特征,诸如腿部衬圈元件、腰片和/或翼片(例如侧片和/或耳片),以增强围绕穿着者腿部和腰部的贴合性,从而增强围绕穿着者腿部的贴合性。
[0067]
如图1a和图1b中所展示,基础结构102的周边可由以下限定:第一纵向侧边缘128、第二纵向侧边缘130、安置在第一腰区116中的第一侧向延伸的端部边缘144以及安置在第二腰区118中的第二侧向延伸的端部边缘146。侧边128和130两者均在第一端边144和第二端边146之间纵向延伸。如图1a所示,侧向延伸的端边144和146可形成前腰区116中的侧向延伸的前腰边缘120的一部分和后腰区118中的纵向相对且侧向延伸的后腰边缘122的一部分。第一侧向端边144和第二侧向端边146之间的距离可限定基础结构102的节距pl。当吸收制品100被穿着在穿着者的下体上时,前腰边缘120和后腰边缘122可环绕穿着者腰部的一部分。同时,侧边缘128和130可环绕穿着者的腿部的至少一部分。并且裆区119一般可被定位在穿着者的两腿之间,其中吸收芯142从前腰区116穿过裆区119延伸至后腰区118。
[0068]
还应当理解,吸收制品100的一部分或全部也可被制成可侧向延展的。附加延展性可帮助使吸收制品100在穿着者移动期间适形于穿着者的身体。额外延伸性也可有助于例如包括在延伸之前具有特定大小的基础结构102的吸收制品100的使用者延伸吸收制品100和/或基础结构102的前腰区116、后腰区118或两个腰区,以提供对具有不同大小的穿着者的额外身体覆盖率,即向个体穿着者定制吸收制品。只要裆区的延伸程度相对小于腰区,则腰区的这种延伸可以为吸收制品给予大体沙漏形状,并且在穿着时可赋予制品合身的外观。
[0069]
如先前所提及,吸收制品100可包括底片136。底片136也可限定基础结构102的外表面134。底片136可为液体(例如,经液、尿液、和/或稀便)不可渗透的,并且可部分地由薄型塑料膜制成,虽然也可使用其它柔性的液体不可渗透的材料。底片136可防止吸收芯中所吸收和容纳的流出物润湿与吸收制品100接触的制品,诸如床单、睡衣和内衣。底片136也可
包括织造或非织造材料、聚合物膜诸如聚乙烯或聚丙烯的热塑性膜、和/或包括膜和非织造材料的多层或复合材料(例如,具有内膜层和外非织造层)。底片136也可包括弹性体膜。示例性底片136可为具有约0.012mm(0.5密尔)至约0.051mm(2.0密尔)厚度的聚乙烯膜。示例性聚乙烯膜由clopay corporation(cincinnati,ohio)以商品名br-120和br-121制造,并且由tredegar film products(terre haute,ind.)以商品名xp-39385制造。也可对底片136进行压花和/或使糙面精整以提供更像布料的外观。此外,底片136还可允许蒸气从吸收芯中逸出(即,底片为可透气的),同时仍然防止流出物穿透底片136。底片136的尺寸可取决于吸收芯142的尺寸和/或吸收制品100的特定构型或尺寸。
[0070]
也如上所述,吸收制品100可包括顶片138。顶片138也可限定基础结构102的内表面132的全部或一部分。顶片138可以是柔顺的、感觉松软的,并且对穿着者的皮肤无刺激。其可沿一个或两个方向弹性拉伸。此外,顶片138还可为液体可渗透的,从而允许液体(例如,经液、尿液和/或稀便)穿透其厚度。顶片138可由各种材料制造,诸如织造材料和非织造材料;开孔或液压成形的热塑性膜;开孔非织造物,多孔泡沫;网状泡沫;网状热塑性膜;和热塑性稀松布。织造材料和非织造材料可包括天然纤维诸如木纤维或棉纤维;合成纤维诸如聚酯纤维、聚丙烯纤维或聚乙烯纤维;或它们的组合。如果顶片138包括纤维,则纤维可由纺粘、梳理成网、湿法成网、熔喷、水刺或本领域已知的其它方法来处理。
[0071]
顶片138可选自高蓬松非织造物顶片、开孔膜顶片和开孔非织造物顶片。开孔膜顶片可使身体流出物透过但基本上不吸收,并且减弱允许流体流回并回渗穿着者皮肤的趋势。示例性开孔膜可包括在以下专利中描述的那些:美国专利5,628,097;5,916,661;6,545,197;和6,107,539,所述专利均以引用方式并入本文中。
[0072]
如上所述,吸收制品100也可包括接合到基础结构102的吸收组件140。如图1a和图1b中所示,吸收组件140在前腰区116中可具有侧向延伸的前边缘148,并且在后腰区118中可具有纵向相对且侧向延伸的后边缘150。吸收组件可具有纵向延伸的右侧边缘152,并且可具有侧向相对且纵向延伸的左侧边缘154,这两个吸收组件侧边缘152和154可在前边缘148与后边缘150之间纵向延伸。吸收组件140可另外包括一个或多个吸收芯142或吸收芯层。吸收芯142可至少部分地安置在顶片138与底片136之间,并且可以与吸收制品相容的各种大小和形状来形成。用作本公开的吸收芯的示例性吸收结构描述于美国专利4,610,678;4,673,402;4,888,231;和4,834,735,所述专利均以引用方式并入本文中。
[0073]
一些吸收芯实施方案可包括流体储存芯,该流体储存芯包含减小量的纤维素透气毡材料。例如,此类芯可包含小于约40%、30%、20%、10%、5%或甚至1%的纤维素透气毡材料。此类芯可主要包含含量为至少约60%、70%、80%、85%、90%、95%或甚至约100%的吸收胶凝材料,其中芯的其余部分包含微纤维胶(如果适用的话)。此类芯、微纤维胶和吸收胶凝材料描述于以下专利中:美国专利5,599,335;5,562,646;5,669,894;和6,790,798以及美国专利公布2004/0158212 a1和2004/0097895 a1中,这些专利和专利公布均以引用方式并入本文。
[0074]
胶粘尿布可按如下构型制造并提供给消费者,其中在被穿用到穿着者身上之前,前腰区和后腰区不是紧固的、预紧固的、或在包装时彼此连接的。例如,胶粘尿布100t可围绕侧向中心线折叠,其中第一腰区116的内表面132以表面对表面方式接触第二腰区118的内表面132,而不将这些腰区紧固或接合在一起。后侧片104和106和/或前侧片108和110也
可朝腰区116和118的内表面132侧向向内折叠。
[0075]
吸收制品100也可包括各种构型的紧固元件以使得前腰区116和后腰区118能够紧固在一起,从而在吸收制品被定位成在穿着者身上时形成闭合的腰围和腿部开口。例如,如图1a和图1b所示,吸收制品100可包括分别与第一后侧片104和第二后侧片106连接的第一紧固构件162和第二紧固构件164(也称为插片)。吸收制品也可包括第一前侧片108和第二前侧片110,它们可包括或可不包括紧固构件。
[0076]
继续参考图1a和图1b,每个侧片104、106和/或紧固构件162和164可形成基础结构102的一部分,或者可在前腰区116或后腰区118之一中从侧边缘128和130侧向向内永久地粘结、附着或以其它方式直接或间接地接合到基础结构102。另选地,紧固构件162、164可形成如下侧片的一部分,或者可在或邻近侧片的远侧边缘处永久地粘结、附着或以其它方式直接或间接地接合到如下侧片:第一后片104和第二后片106和/或第一前侧片108和第二前侧片110。应当理解,紧固构件和/或侧片可用各种方式来组装,诸如例如美国专利7,371,302中所公开的,该专利以引用方式并入本文。紧固构件162、164和/或侧片104、106、108、110也可在或邻近基础结构102的侧边128和130以各种方式永久地粘结或接合,诸如例如,通过粘合剂粘结、声波粘结、压力粘结、热粘结或它们的组合,诸如例如美国专利5,702,551中所公开的,该专利以引用方式并入本文。
[0077]
现在参考图1b,第一紧固构件162和/或第二紧固构件164可包括各种类型的能够可释放地接合的紧固件。第一紧固构件162和/或第二紧固构件164还可包括各种类型的可重复紧固的紧固结构。例如,第一紧固构件162和第二紧固构件164可包括呈如下形式的机械紧固件166:钩-环紧固件、钩-钩紧固件、宏紧固件、纽扣、按扣、插片-狭槽紧固件、胶带紧固件、粘合剂紧固件、胶粘剂紧固件、磁性紧固件、雌雄同体紧固件等。紧固系统和/或紧固构件162、164的一些示例讨论于美国专利3,848,594;4,662,875;4,846,815;4,894,060;4,946,527;5,151,092;5,221,274;5,242,436;6,251,097;6,669,618;6,432,098;美国专利公布2007/0078427 a1和2007/0093769 a1;以及美国专利申请16/685,230,所述专利均以引用方式并入本文中。
[0078]
如先前所提及的,紧固构件162和164可由各种材料来构造,并且可被构造为层合体结构。紧固构件162和164也可适于可释放地和/或可重复紧固地与吸收制品100的另一部分接合或连接。例如,如图1a中所展示,吸收制品100可包括第一腰区116中的连接区域168,有时候称为着陆区域。由此,在将胶粘吸收制品100放置在穿着者身上时,紧固构件162和164可围绕穿着者的腰部被牵拉,并且与第一腰区116中的连接区域168连接以形成闭合的腰围和一对侧向相对的腿部开口。应了解,连接区域可由独立基底构造,该独立基底与吸收制品的基础结构102连接。在一些实施方案中,连接区域可一体形成为吸收制品100的底片136的部分,或者可形成为第一前片108和第二前片110的部分,诸如在美国专利5,735,840和5,928,212中所描述,所述专利均以引用方式并入本文中。
[0079]
继续参考图1b,吸收制品100还可包括腿部衬圈元件156。应了解,腿部衬圈元件156可以是并且有时也称为腿箍、侧翼、阻隔箍、弹性箍或衬圈箍。腿部衬圈元件156可被弹性化,并且可以各种方式被构造成帮助减少身体流出物在腿区中的渗漏。示例性腿部衬圈元件156可包括描述于以下专利中的那些:美国专利3,860,003;4,909,803;4,695,278;4,795,454;4,704,115;以及美国专利公布2009/0312730 a1,这些专利和专利公布均以引用
方式并入本文。
[0080]
如图1b中所展示,吸收制品100可包括纵向延伸且侧向相对的腿部衬圈元件156,该腿部衬圈元件安置在基础结构102的朝内面朝穿着者并接触穿着者的内表面132上。每个腿部衬圈元件156可具有第一侧边缘157和第二侧边缘159,其中第一侧边缘157定位在第二侧边缘159的侧向内侧。腿部衬圈元件156也可与吸收组件140重叠,其中第一侧边缘157从吸收组件140的相应侧边缘152、154侧向朝内延伸。在一些构型中,腿部衬圈元件156可以不与吸收组件140重叠。应了解,腿部衬圈元件156可以各种方式来形成,诸如通过侧向朝内(即朝向纵向轴线124)折叠基础结构102的部分来形成,以形成相应腿部衬圈元件以及基础结构102的侧边缘128和130两者。在另一示例中,腿部衬圈元件156可通过在相应侧边缘和基础结构中的每一者处或附近将额外层附接到基础结构102来形成。腿部衬圈元件156中的每一者可在前腰区116中的腿部衬圈元件附接区域和后腰区118中的腿部衬圈元件附接区域中接合到基础结构和/或吸收组件140的内表面132。腿部衬圈元件156可延伸到与吸收制品100相同的纵向范围,或者另选地,腿部衬圈元件156可具有小于吸收制品100的纵向范围。在一些构型中,腿部衬圈元件可被构造成限定内箍、外箍或内箍和外箍两者。
[0081]
吸收制品100还可包括一个或多个腰片158,诸如图1b中所展示。腰片158可提供改善的贴合性和约束性,并且可限定吸收制品100的可弹性地延展和收缩以动态贴合穿着者腰部的一部分或区域。吸收制品100也可包括多于一个腰片158,例如具有定位在第一腰区116中的第一片158a以及定位在第二腰区118中的第二腰带158b,但可使用单一腰片158来构造其他构型。腰片158可以多种不同构型来构造,包括描述于美国专利4,515,595和5,151,092以及美国专利申请16/864,267;16/864,292;62/855,001;62/930,181;62/930,198;和62/930,808中的那些构型,所述专利均以引用方式并入本文中。
[0082]
应了解,本文中的腰片158可以各种方式进行构造,并且可包括一种或多种弹性材料,诸如弹性膜和/或股线。例如,腰片158可被构造为单层弹性膜。在一些构型中,腰片158可被构造为两个更多个基底的层合体。例如,腰片158可被构造为粘结在两个或更多个非织造基底之间的弹性膜,并且/或者可与一个或多个非织造基底粘结。例如,腰片158可被构造为双层合体,该双层合体具有与单个非织造基底粘结的弹性膜。在另一示例中,腰片158可被构造为粘结在两个或更多个基底之间的弹性膜,其中基底可包括非织造物。还应了解,腰片158的非织造基底可具有相同或不同的材料和/或基重,并且可被构造为弹性体非织造物或非弹性非织造物。在一些构型中,腰片158的一个或多个非织造基底可具有与顶片138、底片136和/或腿部衬圈元件156的一个或多个非织造基底相同或不同的材料和/或基重。
[0083]
应了解,本文中的腰片158可以各种方式形成,并且可包括以各种方式粘结在一起并具有不同或相同粘结图案的各种部件。例如,本文中的腰片158可包括在拉伸状态下与至少一种非织造物粘结的弹性膜的层合体。例如,如下文更详细地论述,图18和图19展示被构造为层合体400的腰片158的横截面视图,该层合体包括第一基底402、第二基底410以及定位在第一基底402与第二基底410之间的弹性膜408,其中第一基底402和/或第二基底410可被构造为如上文所论述的非织造物。在一些构型中,层合体可连续或不连续地粘结。在一些构型中,层合体可与多个独立粘结位点粘结,该多个独立粘结位点可以或可以不形成视觉上可辨别的图案。
[0084]
应了解,腰片158的部件可以各种方式粘结在一起,诸如通过粘性粘结、超声波粘
结、压力粘结、热粘结或它们的组合。应了解,腰片158的部件可与以各种方式(诸如以喷嘴和/或狭槽涂覆装置形式)施加的粘合剂粘结在一起。在一些构型中,腰片158的部件可使用粘合剂连续粘结,或者使用图案化粘合剂不连续粘结。在一些构型中,粘合剂可根据美国专利8,186,296;9,265,672;9,248,054;和9,295,590以及美国专利公布2014/0148773 a1中所公开的设备和/或方法来施加,所述专利均以引用方式并入本文中。在一些构型中,腰片158的部件可以各种方式通过施加压力(和任选的热量)而机械(压力)粘结,诸如公开于以下专利中的机械粘结装置和方法:美国专利4,854,984;6,248,195;8,778,127;9,005,392;9,962,297;和10,052,237,这些专利均以引用方式并入本文。在一些构型中,腰片158的部件可通过使用超声波粘结方法而机械(压力)粘结,超声波粘结方法以各种方式进行构造,诸如线性或旋转型构型,并且诸如例如在美国专利3,113,225;3,562,041;3,733,238;5,110,403;6,036,796;6,508,641;和6,645,330中所公开。
[0085]
在一些构型中,弹性膜408可与第一基底402和/或第二基底410粘结在一起,并且第一基底402可在腰片158的区域中直接粘结到第二基底410。在一些构型中,第一基底402和第二基底410可通过弹性膜408中的孔彼此直接粘结,其中这类孔可在粘结工艺期间形成。在一些构型中,弹性膜408可涉及或参与第一基底402与第二基底410之间的粘结,其中“涉及”可意指弹性膜408可在一定程度上与第一基底402和第二基底410中的一者或两者紧密接触并且有可能部分合并。涉及可能是由于关于粘结位点的周边的实际熔融粘结,或者可能是由于机械相互作用,诸如通过使纤维弹性层在纤维非织造层之间也围绕粘结位点的周边缠结。应了解,腰片158可使用各种类型的粘结构型来形成,例如美国专利6,572,595;6,830,800;7,087,287;和7,803,244;以及美国专利公布2018/0042778 a1;2018/0042787 a1;2018/0042779 a1;和2018/0042780 a1中所公开,所述专利均以引用方式并入本文中。
[0086]
在一些构型中,腰片158可形成为可在拉伸状态下与基础结构102连接的零应变拉伸层合体。在一些构型中,零应变拉伸层合体可包括至少一个非织造材料层和弹性体元件。弹性体元件可在处于松弛或基本上松弛状态时附接到非织造材料层,并且通过使层合体经受活化工艺而使所得层合体可拉伸(或在另一范围内更可拉伸),活化工艺永久地伸长非织造层,并且暂时地伸长弹性体元件。在一些构型中,非织造层可以是单独的部件,在该情况下,弹性体元件附接到非织造层以形成层合体,层合体随后与基础结构102连接。在一些构型中,非织造层可与基础结构102的至少一部分成整体,在该情况下,弹性体元件可附接到非织造层,并且非织造/弹性体元件层合体随后被活化。在一些构型中,腰片可以是挤塑粘结的层合体。如果单独地提供腰片158的一个或多个层,则腰片158可在附接到基础结构102之前或之后被活化。零应变活化工艺的示例公开于美国专利5,167,897和5,156,793中,所述专利通过引用方式并入本文中。
[0087]
应了解,腰片158可相对于各种吸收制品部件的面向服装的表面132和面向穿着者的表面134位于各种位置中。在一些构型中,腰片158可定位在顶片138的面向穿着者的表面132上。在一些构型中,腰片158可定位在顶片138和腿部衬圈元件156的面向穿着者的表面132上。在一些构型中,腰片158可定位在顶片138的面向穿着者的表面132上,并且腰带158的侧向相对的端部区可定位在腿部衬圈元件156与顶片138之间。在一些构型中,腰片158可定位在顶片138的面向服装的表面132与底片136的面向穿着者的表面132之间。并且在一些构型中,腰片158可定位在底片136的面向服装的表面134上。
[0088]
如图2和图3中所展示,本文中的第一腰片158a和第二腰片158b可各自包括第一侧向边缘170和第二侧向边缘172,其中第二侧向边缘172相对于第一侧向边缘170纵向朝内定位。另外,第一腰片158a和第二腰片158b可包括与第一侧向边缘170相邻的第一纵向端部区174以及与第二侧向边缘172相邻的第二纵向端部区176,其中第一纵向端部区174和第二纵向端部区176由中心区178分离。第一侧向边缘170和第二侧向边缘172可与第一纵向边缘180和第二纵向边缘182连接,并且由该第一纵向边缘和该第二纵向边缘分离。由此,第一腰片158a和第二腰片158b还可包括与第一纵向边缘180相邻的第一侧向端部区184以及与第二纵向边缘182相邻的第二侧向端部区186,其中第一侧向端部区184和第二侧向端部区186由中心区178分离。在一些构型中,第一侧向边缘170、第二侧向边缘172、第一纵向边缘180和/或第二纵向边缘182可由折叠线限定,其中腰片158的一个或多个层可能已在组装期间折叠到自身或另一层上。在一些构型中,第一侧向边缘170、第二侧向边缘172、第一纵向边缘180和/或第二纵向边缘182可由展开的边缘或切割线限定,其中腰片158的一个或多个层可能已在组装期间被切割或修整。
[0089]
应了解,本文中的腰片158可被构造成具有各种形状和大小。例如,如图2和图3中所展示,第一腰片158a可包括在第一纵向边缘180与第二纵向边缘182之间延伸的第一宽度pw1,并且第二腰片158b可包括在第一纵向边缘180与第二纵向边缘182之间延伸的第二宽度pw2。应了解,第一宽度pw1与第二宽度pw2可相等或不同。在一些构型中,第一宽度pw1和/或第二宽度pw2可为约80mm至约250mm,具体地叙述了上述范围内以及其中或由此形成的所有范围内的所有1mm增量。第一腰片158a可包括在第一侧向边缘170与第二侧向边缘172之间延伸的第一长度pl1,并且第二腰片158b可包括在第一侧向边缘170与第二侧向边缘172之间延伸的第二长度pl2。应了解,第一长度pl1与第二长度pl2可相等或不同。在一些构型中,第一长度pl1和/或第二长度pl2可为约5mm至约80mm,具体地叙述了在上述范围以及其中或由此形成的所有范围内的所有1mm增量。
[0090]
应了解,腰片158可相对于各种吸收制品部件位于各种侧向和纵向位置。在一些构型中,腰片158可被定位成使得腰片158的第一纵向边缘180和第二纵向边缘182位于腿部衬圈元件156的侧向内侧。在一些构型中,腰片158可被定位成使得腰片158的第一纵向边缘180和第二纵向边缘182以及第一纵向端部区174和第二纵向端部区176与腿部衬圈元件156重叠。在一些构型中,第一腰片158a可定位在吸收制品100的第一腰边缘120的纵向内侧以及/或者朝向吸收芯142的第一侧向边缘148或与第一侧向边缘重叠;并且第二腰片158b可定位在吸收制品100的第二腰边缘122的纵向内侧以及/或者朝向吸收芯142的第二侧向边缘150或与第二侧向边缘重叠。在一些构型中,第一腰片158a的第一侧向边缘170可以大于零的偏移距离od1定位在第一腰边缘120的纵向内侧。在一些构型中,第二腰片158b的第一侧向边缘170可以大于零的偏移距离od2定位在第二腰边缘122的纵向内侧。在一些构型中,偏移距离od1和/或偏移距离od2可以是至少5mm。在一些构型中,第一腰片158a的第一侧向边缘170可与第一腰边缘120共边,使得偏移距离od1为零。在一些构型中,第二腰片158b的第一侧向边缘170可与第二腰边缘122共边,使得偏移距离od2为零。
[0091]
应了解,第一腰片158a和/或第二腰片158b可以各种方式与基础结构102和/或腿部衬圈元件156粘结,诸如通过粘合剂粘结、超声波粘结、压力粘结、热粘结或它们的组合。应了解,第一腰片158a和/或第二腰片158b可使用以各种方式(诸如以喷嘴和/或狭槽涂覆
装置形式)施加的粘合剂与基础结构102和/或腿部衬圈元件156粘结。在一些构型中,第一腰片158a和/或第二腰片158b可使用粘合剂与基础结构102和/或腿部衬圈元件156连续粘结,或者使用图案化粘合剂进行不连续粘结。在一些构型中,粘合剂可根据美国专利8,186,296;9,265,672;9,248,054;和9,295,590以及美国专利公布2014/0148773 a1中所公开的设备和/或方法来施加,所述专利均以引用方式并入本文中。在一些构型中,第一腰片158a和/或第二腰片158b可以各种方式通过施加压力(和任选的热量)而与基础结构102和/或腿部衬圈元件156机械(压力)粘结,诸如公开于以下专利中的机械粘结装置和方法:美国专利4,854,984;6,248,195;8,778,127;9,005,392;9,962,297;和10,052,237,这些专利均以引用方式并入本文。在一些构型中,第一腰片158a和/或第二腰片158b可通过使用超声波粘结方法与基础结构102和/或腿部衬圈元件156机械(压力)粘结,该超声波粘结方法以各种方式进行构造,诸如线性或旋转型构型,并且诸如例如美国专利3,113,225;3,562,041;3,733,238;5,110,403;6,036,796;6,508,641;和6,645,330中所公开。
[0092]
如先前所提及,应了解,本文中的腰片158可使用粘合剂粘结与压力粘结的组合而与基础结构102和/或腿部衬圈元件156粘结。例如,如图2a中所展示,第一腰片158a的第一纵向端部区174可使用粘合剂粘结188(其大体上由阴影区示出)与基础结构102和/或腿部衬圈元件156粘结。另外,第一腰片158a的第一侧向端部区184和第二侧向端部区186可使用压力粘结190与基础结构102和/或腿部衬圈元件156粘结。在一些构型中,第一腰片158a的第一侧向端部区184和第二侧向端部区186可与腿部衬圈元件156的内箍和/或外箍粘结。如图3a中所展示,第二腰片158b的第一纵向端部区174可使用粘合剂粘结188(大体上由阴影区表示)与基础结构102和/或腿部衬圈元件156粘结。另外,第二腰片158b的第一侧向端部区184和第二侧向端部区186可使用压力粘结190与基础结构102和/或腿部衬圈元件156粘结。在一些构型中,第二腰片158b的第一侧向端部区184和第二侧向端部区186可与腿部衬圈元件156的内箍和/或外箍粘结。在一些构型中,压力粘结190可以是离散粘结位点的不连续图案。应了解,离散粘结位点可限定各种大小和形状,并且可以各种距离彼此分离。例如,在一些构型中,离散粘结位点可彼此分离至少0.2mm。还应了解,离散粘结位点可覆盖腰片的各种不同大小的区域。例如,在一些构型中,多个离散粘结位点可包括腰片的面积的约5%至约50%。在一些构型中,沿第一纵向边缘180和第二纵向边缘182延伸的第一侧向端部区184和第二侧向端部区186可使用限定密封边缘的连续粘结而与基础结构102和/或腿部衬圈元件156粘结。
[0093]
在一些构型中,腰片158的一个或多个区(在本文中称为粘结区)可与基础结构102和/或腿部衬圈元件156粘结,并且腰片158的一个或多个区(称为未粘结区192)可以不与基础结构102和/或腿部衬圈元件156粘结(未附接),从而在腰片158与基础结构102之间形成凹穴194。例如,如图2a中所展示,第一腰片158a可包括粘结区,其中第一腰片158a的第一纵向端部区174、第一侧向端部区184和第二侧向端部区186与基础结构102和/或腿部衬圈元件156粘结;并且第一腰片158a可包括至少一个未粘结区192a(大体上由具有虚线边界的矩形示出),其中第二纵向端部区176的一部分和第二侧向边缘172的至少一部分可以不附接到基础结构102和/或腿部衬圈元件156。继续参考图3a,第二腰片158b可包括粘结区,其中第二腰片158b的第一纵向端部区174、第一侧向端部区184和第二侧向端部区186与基础结构102和/或腿部衬圈元件156粘结;并且第二腰片158b可包括至少一个未粘结区192b(大体
上由具有虚线边界的矩形示出),其中第二纵向端部区176的一部分和第二侧向边缘172的至少一部分可以不附接到基础结构102和/或腿部衬圈元件156。
[0094]
应了解,本文中的腰片158可被构造成具有带有各种形状和/或大小的一个或多个未粘结区。例如,如图2a和图3a中所展示,第一腰片158a可包括第一未粘结区192a,并且/或者第二腰片158b可包括第二未粘结区192b。由此,第一未粘结区192a可包括侧向延伸的第一宽度uw1和纵向延伸的第一长度ul1,并且第二未粘结区192b可包括侧向延伸的第二宽度uw2和纵向延伸的第二长度ul2。应了解,第一宽度uw1与第二宽度uw2可相等或不同。在一些构型中,第一宽度uw1和/或第二宽度uw2可为约40mm至约200mm,具体地叙述了上述范围内以及其中或由此形成的所有范围内的所有1mm增量。还应了解,第一长度ul1与第二长度ul2可相等或不同。在一些构型中,第一长度ul1和/或第二长度ul2可为约10mm至约50mm,具体地叙述了在上述范围以及其中或由此形成的所有范围内的所有1mm增量。在一些构型中,第一未粘结区192a可包括第一面积a1,并且/或者第二未粘结区192b可包括第二面积a2,其中第一面积a1与第二面积可相等或不同。在一些构型中,第一面积a1和/或第二面积a2可为约400mm2至约10000mm2,具体地叙述了在上述范围以及其中或由此形成的所有范围内的所有1mm2增量。
[0095]
还应了解,在一些构型中,腰片158的一个或多个区可相对完全地在侧向和/或纵向方向上与基础结构102和/或腿部衬圈元件156粘结,使得在腰片158与基础结构102之间不形成凹穴194。
[0096]
如上文所论述,本文中的腰片158可以是弹性的,并且可包括至少一个拉伸方向。在一些构型中,拉伸方向可在第一纵向边缘180与第二纵向边缘182之间侧向定向。在一些构型中,第一腰片158a和/或第二腰片158b可被构造成利用大于0至约3n的施加力延伸至少约10mm。还应了解,第一腰片158a可包括与第二腰片158b的拉伸特性相同或不同的拉伸特性。这类拉伸特性可包括收缩百分比或伸长百分比。在一些构型中,在第一侧向边缘170与第二侧向边缘172之间以及/或者在第一纵向边缘180与第二纵向边缘182之间,第一腰片158a的拉伸特性可相同或可变化。并且在一些构型中,在第一侧向边缘170与第二侧向边缘172之间以及/或者在第一纵向边缘180与第二纵向边缘182之间,第二腰片158b的拉伸特性可相同或可变化。
[0097]
应了解,可以各种方式向腰片158赋予本文中的腰片158的所需拉伸特性,诸如在腰片158与基础结构102和/或腿部衬圈元件156组合之前、期间或之后。例如,可在组装腰片158之前、期间和/或之后向腰片158的一个或多个单独部件赋予结构特征,以提供腰片158的所需拉伸特性。在一些构型中,可向腰片158、基础结构102和/或组合的腰片158与基础结构102赋予结构特征,以提供腰片158的所需拉伸特性。在一些构型中,可向第一腰片158a和/或第二腰片158b赋予相同结构特征,以有助于确保第一腰片158a和第二腰片158b包括类似拉伸特性。在一些构型中,可向第一腰片158a和/或第二腰片158b赋予不同结构特征,以有助于确保第一腰片158a和第二腰片158b包括不同拉伸特性。
[0098]
图2b和图3b展示示例吸收制品构型,其中第一腰片158a包括第一结构特征196a,并且第二腰片158b包括第二结构特征196b。第一结构特征196a和第二结构特征196b大体上被示出为具有图案化填充的矩形。因此,应了解,第一腰片158a的第一结构特征196a可与第二腰片158b的第二结构特征196b不同,其中第一结构特征196a和第二结构特征196b可在第
一腰片158a与第二腰片158b之间提供不同的拉伸特性。在另一示例中,第一腰片158a可包括未包括在第二腰片158b中的第一结构特征196a,并且/或者第二腰片158b可包括未包括在第一腰片158a中的第二结构特征196b。
[0099]
应了解,第一结构特征196a和/或第二结构特征196b可包括各种形式,诸如压花、孔、狭缝、熔融材料、压缩材料、塑性变形、折叠、粘合剂粘结和/或压力粘结,并且可以各种方式形成,诸如通过施加超声波能量、激光能量、压力、热量、粘合剂、折叠和/或切割。在一些构型中,第一结构特征196a和/或第二结构特征196b可通过从第一腰片158a和/或第二腰片158b切割和移除离散块来形成。在一些构型中,第一结构特征196a和/或第二结构特征196b包括当与基础结构102和/或腿部衬圈元件156结合时第一腰片158a和/或第二腰片158b被拉伸的量。例如,第一腰片158a和第二腰片158b可在拉伸状态下与基础结构102粘结,其中当与基础结构102粘结时,第一腰片158a被拉伸小于或大于第二腰片158b。在一些构型中,可使用加强元件以在第一腰片158a与第二腰片158b之间提供不同的拉伸特性。例如,加强元件可安置在第一腰片158a和/或第二腰片158b上。在一些构型中,加强元件可包括基底,诸如离散非织造物贴片。
[0100]
在一些构型中,第一腰片158a和第二腰片158b可包括不同区域和/或区中的相同结构特征196,以便赋予不同的拉伸特性。例如,第一腰片158a可包括与第一侧向边缘170相邻的第一结构特征196a,并且第二腰片158b可包括与第一侧向边缘170相邻的相同第一结构特征196a,其中第一结构特征196a可在第一腰片158a和第二腰片158b上延伸不同的纵向长度和/或侧向宽度。
[0101]
图2c和图3c展示示例图示,其中第一腰片158a包括呈压力粘结190的形式的结构特征196,并且第二腰片158b包括呈压力粘结190的形式的相同结构特征196。压力粘结190的第一区可从第一腰片158a的第一侧向边缘170纵向内侧延伸第一距离d1,并且压力粘结190的第二区可从第二腰片158b的第一侧向边缘170纵向内侧延伸第二距离d2。在一些构型中,第一距离d1可大于或小于第二距离d2,并且由此,压力粘结190可向第一腰片158a和第二腰片158b赋予不同的拉伸特性。应了解,第一距离d1和第二距离d2可延伸各种长度。在一些构型中,第一距离d1和/或第二距离d2可分别延伸第一腰片158a和/或第二腰片158b的整个长度pl1、pl2。在一些构型中,第一距离d1可在第一腰片158a的第一侧向边缘170的纵向内侧延伸10mm或更小的距离,并且/或者第二距离d2可在第二腰片158b的第一侧向边缘170的纵向内侧延伸10mm或更小的距离。
[0102]
应了解,吸收制品100可组装有各种部件,包括本文中以各种方式描述的腰片158。因此,在先前论述的上下文中,各种设备和方法可适于组装具有第一腰片158a和第二腰片158b的吸收制品100,第一腰片和第二腰片具有向第一腰片158a和第二腰片158b赋予不同拉伸特性的结构特征。例如,图4展示转换工艺的示意图,转换工艺包括设备或系统300,设备或系统在吸收制品100的组装期间将处于张力下的离散弹性部件200与前进的载体基底202粘结,以形成层合体204。图4中所展示的设备300和相关联组件的各个方面公开于美国专利申请16/864,267;16/864,292;62/855,001;62/930,181;62/930,198;和62/930,808中,所述专利均以引用方式并入本文中。
[0103]
如图4和图5中所展示,载体基底202可在纵向md上以第一速度s1前进。载体基底包括第一纵向边缘206和第二纵向边缘208,该第二纵向边缘在横向cd上与第一纵向边缘206
分离以限定宽度w
cs
。载体基底202还可包括第一表面210和相对的第二表面212。如下文更详细地论述,离散弹性部件200与载体基底202的第一表面210粘结。
[0104]
在上文论述的吸收制品100的部件和其组装工艺的情境下,弹性部件200可被构造为腰片158。在一些构型中,每个离散弹性部件200可被构造为第一腰片158a、第二腰片158b,或者可以是随后与载体基底202一起被切割以形成为第一腰片158a和第二腰片158b的部分。载体基底202可构造为连续的顶片138、底片136或组合的顶片138与底片136的连续层合体,载体基底也可以是连续长度的基础结构102的部分。层合体204可被构造为连续长度的吸收制品100。在一些构型中,载体基底202的第一表面210可与顶片138或底片136的面向穿着者的表面132或面向服装的表面134相对应。在一些构型中,弹性部件200可粘结在顶片138与底片136之间。例如,弹性部件200可与底片136的面向穿着者的表面132粘结,面向穿着者的表面随后与顶片138粘结。在另一示例中,弹性部件200可与顶片138的面向服装的表面134粘结,面向服装的表面随后与底片136粘结。在又另一示例中,弹性部件200可与底片136的面向服装的表面134粘结,其中底片136的面向穿着者的表面132先前可能已与顶片138粘结,或者随后可与顶片138粘结。在另一示例中,弹性部件200可与顶片136的面向穿着者的表面132粘结,其中顶片138的面向服装的表面134先前可能已与底片136粘结,或者随后可与底片136粘结。
[0105]
如图5a中所展示,载体基底202还可包括定位在第一表面210上的腿部衬圈元件156,该腿部衬圈元件与第一纵向边缘206和第二纵向边缘208相邻。由此,离散弹性部件200的部分也可与腿部衬圈元件156粘结。在一些构型中,离散弹性部件200可与载体基底202粘结,并且腿部衬圈元件156随后可与载体基底202粘结。腿部衬圈元件156可相对于弹性部件200定位,使得腿部衬圈元件156可以或可以不部分覆盖弹性部件200的相对端部部分或与相对端部部分重叠。在一些构型中,腿部衬圈元件156可包夹在弹性部件200与载体基底202之间。并且在一些构型中,弹性部件200可包夹在腿部衬圈元件156与载体基底202之间。
[0106]
现在参考图4和图6,连续弹性基底200a在纵向md上以第二速度s2前进,其中第二速度s2小于第一速度s1。连续弹性基底200a包括第一纵向边缘214和第二纵向边缘216,该第二纵向边缘在横向cd上与第一纵向边缘214分离以限定宽度w
es
。连续弹性基底200a还包括第一表面218和相对的第二表面220。连续弹性基底200a在至少一个方向上是可拉伸的,并且被定向成使得连续弹性基底200a在横向cd上是可拉伸的。由此,连续弹性基底的宽度w
es
可以是未拉伸宽度。在一些构型中,连续弹性基底200a的宽度w
es
可以是部分拉伸宽度。
[0107]
继续参考图4、图6和图7,系统300可包括粘合剂施加器装置302,该粘合剂施加器装置将粘合剂222沉积到连续弹性基底200a的第二表面220上。应了解,粘合剂施加器装置302可以各种方式(诸如以喷嘴和/或狭槽涂覆装置形式)进行构造。在一些构型中,粘合剂施加器装置302可根据美国专利8,186,296;9,265,672;9,248,054;和9,295,590以及美国专利公布2014/0148773 a1中所公开的设备和/或方法进行构造,所述专利均以引用方式并入本文中。
[0108]
应了解,可将粘合剂222施加到连续弹性基底200a,以限定第二表面220上的粘合剂222的相对于连续弹性基底200a具有各种形状和大小的区。例如,如图7中所展示,可将粘合剂222施加到连续弹性基底200a的第二表面220,以限定粘合剂222的在纵向md和横向cd上连续延伸的区224。粘合剂222可在横向cd上延伸,限定宽度w
adh
。在一些构型中,粘合剂
222的宽度w
adh
可小于连续弹性基底200a的宽度w
es
,并且在一些构型中,宽度w
adh
可等于连续弹性基底200a的宽度w
es
。
[0109]
如图4、图7和图8所展示,连续弹性基底200a可在纵向md上从粘合剂施加器装置302前进到切割装置304,该切割装置将离散弹性部件200从连续弹性基底200a切割并分离。由此,离散弹性部件200各自包括前边缘230和后边缘232,并且限定在纵向md上从前边缘230延伸到后边缘232的长度l
ep
。弹性部件200还包括与连续弹性基底200a的纵向边缘214、216相对应的第一纵向边缘214和第二纵向边缘216,纵向边缘在前边缘230与后边缘232之间延伸。另外,弹性部件200包括与连续弹性基底200a的第一表面218和第二表面220相对应的第一表面218和第二表面220。
[0110]
如图8中所展示,离散弹性部件200还包括与第一纵向边缘214相邻的第一端部区234以及与第二纵向边缘216相邻的第二端部区236,其中第二端部区236在横向cd上通过中心区238与第一端部区234分离。如上文所论述,可将粘合剂222施加到连续弹性基底200a的第二表面220。由此,离散弹性部件200可包括粘合剂222的在第二表面220上的区域240。应了解,粘合剂222的区域240可相对于弹性部件200限定各种大小和形状。例如,如图8中所展示,粘合剂的区域240可在横向cd上延伸小于离散弹性部件200的整个宽度w1。在一些构型中,粘合剂222的区域240可仅定位在离散弹性部件200的中心区238上,使得离散弹性部件200的第二表面220的第一端部区234和第二端部区236可以不包括任何粘合剂222。
[0111]
如图4和图9中所展示,切割装置304可包括与砧辊308相邻定位以在其间限定辊隙310的刀辊306。刀辊306可包括适于在第一方向dir1上绕轴线316旋转的外圆周表面312和一个或多个刀片314。砧辊308可包括外圆周表面318,该外圆周表面适于绕轴线320在与第一方向dir1相反的第二方向dir2上旋转,使得外圆周表面318以第三速度s3前进,其中第三速度s3大于第二速度s2。继续参考图4,由于连续弹性基底200a前进穿过刀辊306与砧辊310之间的辊隙310,因而刀片314操作以从连续弹性基底200a切割离散弹性部件200。因为砧辊308的外圆周表面318以第三速度s3前进,所以切割的离散弹性部件200随后可在砧辊308的外圆周表面318上从第二速度s2加速到第三速度s3。还应了解,切割装置304的一个或多个部件可被构造成以恒定和/或可变速度操作。例如,刀辊306和/或砧辊308可与各种类型的马达(诸如伺服马达)连接,例如马达可使刀辊306和/或砧辊308以恒定和/或可变角速度旋转。
[0112]
在一些构型中,第三速度s3可等于前进的载体基底202的第一速度s1。在一些构型中,第三速度s3可小于或大于前进的载体基底202的第一速度s1,并且由此,在与载体基底202组合之前,可将离散弹性部件在砧辊308的下游从第三速度s3加速或减速到第一速度s1。因为载体基底的第一速度s1大于第二速度s2,所以在与载体基底202粘结之前,离散弹性部件200从第二速度s2加速到第一速度s1。通过将离散弹性部件200从第二速度s2加速到第一速度s1,连续切割的离散弹性部件200的后边缘232(或前边缘230)可在纵向md上以间距距离pd彼此分离,诸如图14中所展示,间距距离可与上文参考图1a和图1b描述的间距长度pl相对应。砧辊308还可被构造成向离散弹性部件200施加真空压力,以在砧辊308旋转时有助于将离散弹性部件200保持在外圆周表面318上。
[0113]
应了解,切割装置304可以各种方式进行构造。例如,在一些构型中,刀片314可被构造成使得所得切割线和离散弹性部件200的对应前边缘230和后边缘232可以是直的和/
或弯曲的。切割装置304也可适于切割离散弹性部件200,使得沿切割线与后边缘230和前边缘232相邻的材料熔合和/或压力粘结在一起。还应了解,刀辊306和砧辊308的位置可与图4中所示出的位置相反,并且由此,离散弹性部件200可保持在刀辊306的与砧辊308相反的外圆周表面312上。还应了解,切割装置304可被构造成以不同方式传送和/或切割离散弹性部件200。
[0114]
参考图4,设备300可包括可旋转转移装置322,该可旋转转移装置将离散弹性部件200从切割装置304转移到粘结装置324,该粘结装置又将弹性部件200与载体基底202组合。转移装置322还可被构造成在横向cd上拉伸离散弹性部件200。由此,转移装置322可被构造为展开机构326,诸如图9和图10中所展示。继续参考图4、图9和图10,转移装置322可与砧辊308相邻定位以在其间限定辊隙328。如下文更详细地论述,从砧辊308接收到离散弹性部件200,并且展开机构326操作以在横向cd上拉伸离散弹性部件200。拉伸的离散弹性部件200随后从展开机构326前进到粘结装置324的旋转部件上,该旋转部件又将拉伸的离散弹性部件200粘结到载体基底202上。
[0115]
如图9和图10中所展示,展开机构326可包括第一盘状件330和第二盘状件332,其中第一盘状件330在横向cd上从第二盘状件332移位。第一盘状件330适于绕旋转轴线330a旋转,并且第二盘状件332适于绕旋转轴线332a旋转,其中第一盘状件330和第二盘状件332以与第二方向dir2相反的第三方向dir3旋转。如图11中所展示,第一盘状件330包括在内边缘330c与外边缘330d之间轴向延伸的外边沿330b,并且第二盘状件332包括在内边缘332c与外边缘332d之间轴向延伸的外边沿332b。
[0116]
如图9至图11中所展示,第一盘状件330和第二盘状件332相对于彼此斜置,使得外边沿330b、332b以距离d彼此分离,该距离从第一位置处的最小距离dmin增大到第二位置处的最大距离dmax。如下文所论述,在操作期间,离散弹性部件200从切割装置304转移到外边沿330b、332b上。因为第一盘状件330和第二盘状件332斜置,所以盘状件330、332的旋转促使边沿330b、332b在离散弹性部件200的第一端部区234和第二端部区236上牵拉,并且在离散弹性部件200转移到粘结装置324之前在横向cd上拉伸离散弹性部件200的中心区238。如图4、图8和图12中所展示,展开机构326可操作以将离散弹性部件200在横向上从第一宽度w1拉伸到大于第一宽度w1的第二宽度w2。
[0117]
参考图4、图9和图10,盘状件330、332还可被构造成有助于在操作期间抓握离散弹性部件200的相对的第一端部区234和第二端部区236。例如,第一盘状件330和第二盘状件332可各自与真空压力源334流体连接。由此,在操作期间,真空气压可用以帮助将离散弹性部件200保持到边沿330b、332b上。如图11和图11a中所展示,盘状件330、332还可包括从边沿330b、332b径向朝外突起的瘤状物336。由此,瘤状物336还可有助于防止离散弹性部件200的第一端部区234和第二端部区236沿边沿330b、332b滑动,同时拉伸离散弹性部件200的中心区238。还应注意,因为离散弹性部件200的第一端部区234和第二端部区236在拉伸操作期间保持在边沿330b、332b上,所以离散弹性部件200的中心区238被拉伸,而第一端部区234和第二端部区236可以不被拉伸,或者可被拉伸到比中心区238小得多的程度。
[0118]
如先前参考图8所论述,弹性部件200可包括粘合剂222的定位在离散弹性部件200的中心区238上的区域240,并且其中离散弹性部件200的第二表面220的第一端部区234和第二端部区236的部分或所有可以不包括任何粘合剂222。如图4、图9和图10中所展示,一旦
转移到转移装置322,弹性部件200就可以被定向成使得第一表面218可面向径向朝外,并且第二表面220和粘合剂222的区域240可面向径向朝内。由此,展开机构326的盘状件330、322的布置提供了使用粘合剂222的区域240将弹性部件200从切割装置304旋转地传送到粘结装置324的能力,该区域面向径向朝内,而不需使粘合剂222与盘状件330、332接触。
[0119]
如上文所论述,切割的离散弹性部件200在砧辊308的外圆周表面318上从第二速度s2加速到第三速度s3,并且在一些配置中,第三速度s3可小于或大于前进的载体基底202的第一速度s1。因此,转移装置322可被构造成以可变角速度旋转以将离散弹性部件200加速或减速到第一速度s1。例如,如果第三速度s3小于第一速度s1,则转移装置322可被构造成从砧辊308接收离散弹性部件200,而第一盘状件330和第二盘状件332的边沿330b、332b以第三速度s3移动穿过辊隙328。随后可改变盘状件330、332的角速度以将离散弹性部件200加速到第一速度s1,随后将离散弹性部件200转移到粘结装置324。在另一示例中,如果第三速度s3大于第一速度s1,则可改变盘状件330、332的角速度以将离散弹性部件200减速到第一速度s1,随后将离散弹性部件200转移到粘结装置324。在第三速度s3等于第一速度s1的情形下,盘状件330、332可以恒定角速度旋转。应了解,展开机构326可以各种方式进行构造以适应以可变角速度旋转的需要,诸如在欧洲专利公布ep 2260813 b1号中所公开,所述专利公布以引用方式并入本文中。当组装具有较小或较大大小的吸收制品100时,在转移装置326处以可变角速度旋转的能力可有助于减少更换设备300的部件的需要,这又可能需要连续切割的离散弹性部件200之间的间距距离的减小或增大。
[0120]
如先前所提及,可旋转转移装置322可被构造成将离散弹性部件200从切割装置304转移到粘结装置324。如图4、图9和图10中所展示,粘结装置324可被定位成与展开装置326的第一盘状件330和第二盘状件332相邻,以在其间限定辊隙338。在一些构型中,第一盘状件330和第二盘状件332可被构造成向与辊隙338相邻的离散弹性部件200施加正气压(有时称为吹扫空气),以有助于在转移到粘结装置324期间从盘状件330、332移除离散弹性部件200。如下文更详细地论述,从展开机构326接收离散弹性部件200,其中中心区238在横向cd上被拉伸,并且粘结装置324将处于拉伸状态的离散弹性部件200转移并粘结到前进的载体基底202。
[0121]
应了解,粘结装置324可以各种方式进行构造。例如,如图4、图9和图10中所展示,粘结装置324可被构造成具有图案辊340以及与图案辊340相邻以在其间限定辊隙344的压制表面342。图案辊340包括外圆周表面346,并且绕旋转轴线348旋转,其中图案辊340可以与第三方向dir3相反的第四方向dir4旋转。另外,图案辊340可旋转,使得外圆周表面346以第一速度s1或约第一速度前进。在操作期间,处于拉伸状态的离散弹性部件200从第一盘状件330和第二盘状件332转移到图案辊340的外圆周表面346。图案辊340旋转以使拉伸的弹性部件200在图案辊的外圆周表面346与前进的载体基底202之间前进。具体地说,离散弹性部件200的第一表面218可被定位成与图案辊340的外圆周表面346处于面对关系,并且与外圆周表面直接接触。由此,粘合剂222的区域240和离散弹性部件200的第二表面可面向从旋转轴线348径向朝外。载体基底202前进到图案辊340,使得载体基底200的第一表面210与图案辊340的外圆周表面346直接接触,并且与外圆周表面处于面对关系。在图案辊340旋转时,离散弹性部件200的第二表面220被定位成与载体基底200的第一表面210直接接触,并且与第一表面处于面对关系。组合的离散弹性部件200和载体基底202前进穿过图案辊340
与压制表面342之间的辊隙344,以将离散弹性部件200和载体基底202机械地粘结在一起。
[0122]
如图4中所展示,粘结装置324可被构造为包括砧辊350的机械粘结装置。砧辊350可包括外圆周表面352,并且绕旋转轴线354旋转,其中砧辊350可以与第四方向dir4相反的第五方向dir5旋转。砧辊350的外圆周表面352可限定与图案辊340结合操作的压制表面342。如图13和图13a中所展示,图案辊340的外圆周表面346还可包括由径向朝外延伸的粘结元件358限定的一个或多个粘结表面356。在图案辊340旋转时,离散弹性部件200和载体基底200在粘结表面356与压制表面342之间前进,以将弹性部件200和载体基底202机械地粘结或焊接在一起,以在弹性部件200与载体基底202之间形成粘结242。压制表面342与图案辊340之间的热量和/或压力可在由图案辊340上的粘结表面356支撑的区域中熔化并粘结载体基底202和弹性部件200。如图14中所展示,机械粘结和/或粘结区242可具有与粘结表面356的形状相对应的形状,并且可镜像于粘结表面的形状。
[0123]
因此,在层合体204前进穿过辊隙344时,载体基底202和离散弹性部件200机械地粘结或焊接在一起。应了解,本文中的粘结装置324可以各种方式被构造成具有本文中所描述的各种特征,以使离散弹性部件200与载体基底202粘结。由此,图案辊340和/或砧辊350可被构造成以各种方式施加热量和压力以执行机械粘结,诸如公开于下述专利中的机械粘结装置和方法:美国专利4,854,984;6,248,195;8,778,127;9,005,392;9,962,297;和10,052,237。还应了解,图案辊340和砧辊350的位置可与图4中所示出的位置相反,并且由此,离散弹性部件200可从转移装置322转移到砧辊350的与图案辊340相对的外圆周表面352。还应了解,粘结装置324的一个或多个部件可被构造成以恒定和/或可变速度操作。例如,图案辊340和/或砧辊350可与各种类型的马达(诸如伺服马达)连接,例如马达可使图案辊340和/或砧辊350以恒定和/或可变角速度旋转。
[0124]
在一些构型中,载体基底202可部分地包裹在图案辊340的外圆周表面346周围。由此,粘结装置324可包括一个或多个辊,该一个或多个辊有助于将载体基底202引导到图案辊340和/或从图案辊引导。例如,如图4中所展示,粘结装置可包括引导辊360,引导辊有助于将载体基底202引导到辊隙338下游的图案辊340的外圆周表面346上,其中弹性部件202从转移装置322被接收,并且在图案辊340与压制表面342之间的辊隙344的上游。引导辊360还可被构造成抵靠载体基底202和弹性部件200施加压力,以有助于增强粘合剂区域240和载体基底202的粘合剂222的粘结。
[0125]
应了解,粘结装置324可以各种方式被构造成诸如具有加热或未加热的图案化辊和砧辊和/或超声波粘结装置。例如,图4a中示意性展示的粘结装置324可包括图案辊340和压制表面342,该压制表面包括超声波粘结装置364的能量传递表面362。由此,粘结装置364可包括变幅杆366,并且可被构造成向图案辊340上的组合弹性部件200和载体基底202赋予超声波能量。
[0126]
应了解,超声波粘结装置364的各方面可以各种方式进行构造,诸如线性或旋转型构型,并且诸如在例如美国专利3,113,225;3,562,041;3,733,238;5,110,403;6,036,796;6,508,641;和6,645,330中所公开。在一些构型中,超声波粘结装置364可被构造为线性振荡型超声焊极,诸如可获自herrmann ultrasonic,inc.。在一些构型中,超声焊极可包括在横向cd上嵌套在一起的多个超声焊极。还应了解,旋转变幅杆也可被构造成以恒定和/或可变角速度旋转。
[0127]
如上文所论述,图案辊340包括径向朝外延伸以限定粘结表面356的粘结元件358。进而,离散弹性部件200与载体基底202之间的粘结和/或粘结区242可具有与粘结表面356相对应的形状,并且可镜像于粘结表面的形状。应了解,图案辊340可具有各种数量和/或形状的粘结表面356,并且这类粘结表面356可定位在图案辊340上的各种位置中。例如,如图13、图13a、图14和图15中所展示,粘结元件358和粘结表面356可被定位成与离散弹性部件200的第一端部区234和第二端部区236相对应。因此,粘结装置340可操作以机械地粘结弹性部件200的第一端部区234和第二端部区236,而不会机械地粘结拉伸的中心区238。在一些构型中,粘结元件358和粘结表面356可被定位成使得还施加机械粘结242以将离散弹性部件200的中心区238与载体基底202粘结在一起。
[0128]
图案辊340还可被构造成向离散弹性部件200施加真空压力,以在图案辊340旋转时有助于将离散弹性部件200保持在外圆周表面346上。真空压力还可有助于将离散弹性部件200保持在拉伸状态下,同时定位在图案辊340上。另外,粘结元件358和粘结表面356还可有助于抓握弹性部件200,并且有助于将弹性部件200保持在拉伸状态下。另外,图案辊340可被构造成使得还通过粘结元件358的粘结表面356施加真空压力。此外,图案辊340可被构造成与展开机构326的第一盘状件330和第二盘状件332介接,以有助于在转移到辊隙338处的图案辊340期间维持离散弹性部件200的拉伸状态。例如,如上文所论述,展开机构326的盘状件330、332可包括各种数量的瘤状物336,该瘤状物从边沿330b、332b径向朝外突起,其中瘤状物336可有助于防止弹性部件200的第一端部区234和第二端部区236沿边沿330b、332b朝向彼此滑动,同时拉伸离散弹性部件200。应了解,瘤状物336可被构造成各种形状和大小、间距,并且可由各种类型的材料构成。在一些构型中,图案辊340上的粘结元件358可被构造成与从第一盘状件330和第二盘状件332的边沿330b、332b突起的瘤状物336相互啮合。当从转移装置322转移到粘结装置324时,瘤状物336与粘结元件358之间的相互啮合可有助于设备300维持离散弹性部件200的拉伸状态。
[0129]
如图4中所展示,在离散弹性部件200与载体基底202粘结以形成层合体204之后,层合体204可继续从粘结装置324在纵向md上前进,并且可经历额外转换操作,诸如切割、折叠和/或封装操作。在一些构型中,层合体204可限定连续长度的吸收制品,或者可与额外基底和/或部件组合以限定连续长度的吸收制品。进而,可对连续长度的吸收制品进行最终刀具切割,该最终刀具切割将离散吸收制品与连续长度的吸收制品分离。如先前所提及,离散弹性部件200可与吸收制品100上的腰片158相对应,并且载体基底202可与顶片基底138或底片基底136相对应。在一些构型中,本文中的设备和方法可被配置成应用离散弹性部件200作为离散的前腰片和/或后腰片158。在一些构型中,离散弹性部件200可被应用于载体基底202,并且随后在最终刀具切割操作期间将离散弹性部件200切割成定位在前腰区116的前腰片158a以及定位在后腰区118中的后腰片158b。应了解,这种最终刀具切割操作可被构造成通过载体基底202和离散弹性部件200施加直线和/或曲线切割线。例如,图14a展示层合体204的视图,该视图展示在经受最终刀具切割操作之后的弹性部件200和载体基底202,最终刀具切割操作将切割线231施加穿过载体基底202和离散弹性部件200。由此,离散弹性部件200可被切割成第一弹性部件200b和第二弹性部件200c。在一些构型中,第一弹性部件200b可与定位在第一腰区116中的第一腰片158相对应,并且第二弹性部件200c可与定位在第二腰区118中的第二腰片158相对应。在一些构型中,曲线切割线231可适于形成脐带
凹口233a,诸如美国专利8,608,720和美国专利公布2017/0246052 a1中所公开,所述专利都以引用方式并入本文中。
[0130]
还应了解,载体基底202可包括在粘结装置324的上游的部件,诸如例如附接于其上的侧向延伸的侧片。由此,系统300还可包括诸如轨道和/或传送器的装置,以有助于引导和控制载体基底202(并且尤其是这类侧向延伸的特征)进入粘结装置324中,以有助于防止这类特征的无意粘结。
[0131]
如文所论述,离散弹性部件可与载体基底粘合剂和/或机械粘结组合。应了解,粘合剂和机械粘结可以各种方式进行构造。还应了解,粘合剂222的区域240可适用于限定相对于离散弹性部件200和/或载体基底202的各种不同形状和大小。例如,如图14中所展示,粘合剂222的区域240可在纵向md上限定长度l
az
。在一些构型中,粘合剂222的区域240的长度l
az
可延伸小于离散弹性部件200的整个长度l
ep
。在一些构型中,粘合剂222的区域240可在横向cd上延伸,以与弹性部件200的前边缘230和后边缘232中的一者或两者共边。在一些构型中,粘合剂222的区域240的长度l
az
可延伸离散弹性部件200的从前边缘230延伸到后边缘232的整个长度l
ep
。
[0132]
如上文参考图4所论述,系统300可包括粘合剂施加器装置302,该粘合剂施加器装置可被构造成将粘合剂222施加到在刀辊306与砧辊308之间的辊隙310上游的连续弹性基底200a。进而,与连续弹性基底200a分离的离散弹性部件200可包括粘合剂222的区域240,该区域适于将弹性部件200与载体基底202粘性粘结。应了解,粘合剂222的区域240可包括粘合剂222,该粘合剂在组装工艺中以各种构型和/或定位被施加到连续弹性基底200a、弹性部件200和/或载体基底202。例如,如图4中所展示,系统300可包括粘合剂施加器装置302a,该粘合剂施加器装置可被配置成在刀辊306与砧辊308之间的辊隙310下游的位置处将粘合剂222施加到离散弹性部件200。在图4中所展示的另一示例中,设备300可包括粘合剂施加器装置302b,该粘合剂施加器装置将粘合剂222沉积到载体基底202的第一表面210上,以限定粘合剂222的使弹性部件200与载体基底202粘结的区域240。应了解,粘合剂施加器装置302a可被配置成除了粘合剂施加器302、302b以外或代替粘合剂施加器操作,并且粘合剂施加器装置302b可被配置成除了粘合剂施加器302、302a以外或代替粘合剂施加器操作。还应了解,粘合剂施加器装置302a、302b可以各种方式进行构造,诸如上文所描述的粘合剂施加器302,诸如以喷嘴和/或狭槽涂覆装置形式。也应了解,在一些构型中,离散弹性部件200可仅使用机械粘结并且不使用粘合剂而与载体基底202组合。
[0133]
根据上文关于粘合剂222的区域240的各种形状和大小的论述,应了解,可以各种方式将粘合剂222施加到连续弹性基底200a和/或载体基底202以限定粘合剂222的区域240。例如,如上文参考图4和图7所论述,粘合剂222可被施加到连续弹性基底200a以限定粘合剂222的在离散贴片226中的区224,离散贴片在纵向md上在连续弹性基底200a上彼此分离。在另一示例中,粘合剂222可被施加到连续弹性基底200a的第二表面220以在纵向md和/或横向cd上连续延伸。在图16中所展示的另一示例中,粘合剂222可被施加到载体基底202的在离散贴片226中的第一表面210,该离散贴片在载体基底202上在纵向md上彼此分离。应了解,粘合剂222可以限定粘合剂222的使弹性部件200与载体基底202粘结在一起的区域240的形状和大小被施加到连续弹性基底200a、弹性部件200和/或载体基底202。粘合剂222的离散贴片226可在纵向md上以间距距离pd在载体基底202上彼此分离。
[0134]
还应了解,本文中的腰片158可以各种方式进行组装,诸如连续弹性基底以及如美国专利6,572,595;6,830,800;7,087,287;和7,803,244;以及美国专利公布2018/0042778 a1;2018/0042787 a1;2018/0042779 a1;和2018/0042780 a1,以及美国专利申请16/864,267;16/864,292;62/855,001;62/930,181;62/930,198;和62/930,808中所公开的离散弹性部件,所述专利均以引用方式并入本文中。例如,图17a至17d展示操作以组装连续弹性基底200a的设备500的各种示意图,可从该连续弹性基底切割离散弹性部件200,诸如上文所论述。
[0135]
应了解,本文中的连续弹性基底200a和离散弹性部件200可以各种方式进行构造,并且可包括一种或多种弹性材料,诸如弹性膜和/或股线。例如,连续弹性基底200a和离散弹性部件200可被构造为单层弹性膜。在一些构型中,连续弹性基底200a和离散弹性部件200可被构造为两个或更多个基底的层合体。例如,连续弹性基底200a和离散弹性部件200可被构造为粘结在两个或更多个非织造基底之间的弹性膜,并且/或者可与一个或多个非织造基底粘结。例如,连续弹性基底200a和离散弹性部件200可被构造为双层合体,该双层合体具有与单个非织造基底粘结的弹性膜。在另一示例中,连续弹性基底200a和离散弹性部件200可被构造为粘结在两个或更多个基底之间的弹性膜,其中基底可包括非织造物。还应了解,弹性基底200a和离散弹性部件200的非织造基底可具有相同或不同的材料和/或基重。在一些构型中,弹性基底200a和离散弹性部件200的一个或多个非织造基底可具有与载体基底202的一个更多个非织造基底相同或不同的材料和/或基重。
[0136]
还应了解,连续弹性基底200a和离散弹性部件200可以各种方式进行组装,诸如,如在美国专利6,572,595;6,830,800;7,087,287;和7,803,244;以及美国专利公布2018/0042778 a1;2018/0042787 a1;2018/0042779 a1;和2018/0042780 a1中所公开,所述专利均以引用方式并入本文中。例如,图17a至17d展示操作以组装连续弹性基底200a的设备500的各种示意图,可从该连续弹性基底切割离散弹性部件200,诸如上文所论述。
[0137]
如图17a至图17c中所展示,第一基底402在纵向md上前进到旋转砧502上。更具体地说,第一基底402包括第一表面404和相对的第二表面406,并且第一基底402前进以将第一表面404包裹到旋转砧502的外圆周表面504上。在组装工艺期间,展开机构512通过将弹性膜408在横向cd上拉伸至第一伸长率来拉伸弹性膜408。并且拉伸的弹性膜408被定位成与第一基底402的第二表面406接触。进而,弹性基底200a可通过以下操作形成:以超声波方式将第一基底402和弹性膜408一起与砧502上的第二基底410粘结在一起。更具体地说,第二基底410包括第一表面412和相对的第二表面414,并且第二基底410前进以将第一表面412定位成与弹性膜408和第一基底402的第二表面406接触。
[0138]
继续参考图17至图17c,在砧502的旋转时,第一基底402、弹性膜408和第二基底410在砧502的外圆周表面504与同砧502相邻的一个或多个超声波装置530之间前进。应了解,超声波装置530可包括变幅杆532,并且可被构造成向砧502上的组合的基底和弹性膜赋予超声波能量。应了解,超声波粘结装置530的各方面可以各种方式进行构造,诸如线性或旋转型构型,并且诸如在例如美国专利3,113,225;3,562,041;3,733,238;5,110,403;6,036,796;6,508,641;和6,645,330中所公开。在一些构型中,超声波粘结装置530可被构造为线性振荡型超声焊极,诸如可获自herrmann ultrasonic,inc.。在一些构型中,超声焊极可包括在横向cd上嵌套在一起的多个超声焊极。进而,超声波变幅杆532将第一基底404、弹
性膜408和第二基底410粘结在一起以形成弹性基底200a。
[0139]
如图17a和图18中所展示,弹性基底200a随后可从砧502前进,并且可诸如通过卷绕到辊200r上或悬挂在容器中来积聚。应了解,弹性基底200a可在完全拉伸、部分拉伸或完全松弛状态下卷绕到辊200r上。积聚的弹性体基底200a可被储存和/或移动到用于并入吸收制品组装工艺中的位置,其中弹性体基底200a可被转换加工成吸收制品部件,诸如上文所论述。还应了解,弹性基底200a可从砧502前进,并且直接前进到吸收制品组装工艺。图19也展示处于松弛状态的弹性基底200a,其中弹性膜408的中心区408c在横向cd上收缩。应了解,设备500可被配置成使用弹性膜408的单个通道组装弹性基底200a,并且还可被配置成组装弹性基底200a,其中弹性膜408的多个通道在横向上彼此分离。进而,弹性基底200a可沿纵向md在弹性膜408的这类通道之间切割以形成多个单独的弹性基底200a。
[0140]
在超声粘波结工艺期间,应了解,由超声波变幅杆532向弹性基底200a中赋予的粘结可与由多个图案元件限定的图案和/或形状相对应,多个图案元件从砧502的外圆周表面504径向朝外延伸。应了解,弹性基底200a可包括以各种方式粘结在一起并且具有不同或相同粘结图案的部件的各种部分。例如,弹性膜408可与第一基底402和/或第二基底410粘结在一起,并且第一基底402可在弹性基底200a的区域中直接粘结到第二基底410。在一些构型中,第一基底402和第二基底410可通过弹性膜中的孔彼此直接粘结,其中这类孔可在粘结工艺期间形成。在一些构型中,弹性膜408可涉及或参与第一基底402与第二基底410之间的粘结,其中“涉及”可意指弹性膜可在一定程度上与第一基底402和第二基底410中的一者或两者紧密接触并且有可能部分合并。涉及可能是由于关于粘结位点的周边的实际熔融粘结,或者可能是由于机械相互作用,诸如通过使纤维弹性层在纤维非织造层之间也围绕粘结位点的周边缠结。应了解,设备500可适于形成各种类型的粘结构型,诸如美国专利6,572,595;6,830,800;7,087,287;和7,803,244;以及美国专利公布2018/0042778 a1;2018/0042787 a1;2018/0042779 a1;和2018/0042780 a1中所公开,所述专利均以引用方式并入本文中。
[0141]
如先前所提及,展开机构512将弹性膜408在横向cd上拉伸至第一伸长率e1。具体地参考图17a和图17d,弹性膜408包括第一边缘416a以及在横向cd上与第一边缘416a分离的第二边缘416b。另外,弹性膜408包括与第一边缘416a相邻的第一边缘区408a以及与第二边缘416b相邻的第二边缘区408b。第一边缘区域408a沿横向cd由中心区408c与第二边缘区域408b分开。如图17a和图17b中所展示,在展开机构512的上游,弹性膜408可在横向cd上在第一边缘416a与第二边缘416b之间限定初始宽度wi。弹性膜512在纵向md上前进到处于第一位置520的展开机构512上。应了解,当前进到展开机构512上时,弹性膜408可在横向cd上处于初始宽度wi。还应了解,在展开机构512的上游,弹性膜408可处于松弛状态。
[0142]
如图17b和图17d中所展示,弹性膜408的第一边缘区408a前进到展开机构512的第一盘状件516的外边沿516b上,并且第二边缘区408b前进到第二盘状件518的外边沿518b上。另外,第一盘状件516的外边沿516b可在内边缘516c与外边缘516d之间轴向延伸,并且第二盘状件518的外边沿518b可在内边缘518c与外边缘518d之间轴向延伸。展开机构512的第一盘状件516和第二盘状件518的外边沿516b、518b可包括流体连接到真空压力源的沟槽524,并且可包括径向突起的瘤状物528。因此,如图17d中所展示,弹性膜408的第一边缘区408a可使用沟槽524中的真空气压和径向突起的瘤状物528保持在外边沿516b上的适当位
置。类似地,弹性膜408的第二边缘区408b可使用沟槽524中的真空气压和径向突起的瘤状物528保持在外边沿518b上的适当位置。
[0143]
继续参考图17b和图17d,第一盘状件516和第二盘状件518斜置。因此,在展开机构512的第一盘状件516和第二盘状件518的旋转时,弹性膜408在从第一位置520或第一位置520的下游朝第二位置522前进时在横向cd上被拉伸。因此,如图17a、图17b和图17d中所展示,展开机构512可将弹性膜408在横向cd上从初始宽度wi(和初始伸长率ei)拉伸至在横向cd上的第一宽度w1(和第一伸长率e1),其中w1大于wi,并且其中e1大于ei。在一些构型中,弹性膜408可合并到第二宽度w2(和第二伸长率e2),其中w2小于w1,并且其中e2小于e1。应了解,弹性膜408保持以第二宽度w2(和第二伸长率e2)被拉伸。还应了解,弹性膜408在初始宽度wi(和初始伸长率ei)处可处于松弛状态,并且由此,第二宽度w2可大于初始宽度wi,并且第二伸长率e2可大于初始伸长ei。在弹性膜未合并的构型中,w2可等于w1,并且e2可等于e1。
[0144]
在一些构型中,当展开机构包括斜置盘状件时,弹性膜408的第一边缘区408a和第二边缘区408b可保持在盘状件516、518的外边沿516b、518b上的适当位置。并且由此,在第一盘状件516和第二盘状件518旋转时,第一边缘区408a和第二边缘区408b的一些部分可保持在横向cd上未拉伸。因此,在第一展开机构512的第一盘状件516和第二盘状件518旋转时,弹性膜408的中心区408c在横向cd上被拉伸。
[0145]
如图17a至图17d中所展示,弹性膜408在第二位置522的下游从展开机构512前进到砧502,并且前进到砧502上的第一基底402的第二表面406上。并且在砧502旋转时,第二基底410前进到砧502上以将第一表面412定位成与弹性膜408和第一基底402的第二表面406接触以形成弹性基底200a,并且第一基底402、弹性膜408和第二基底410粘结在一起。
[0146]
继续参考图17a和图17b,砧502的外圆周表面504可与真空源505流体连接,并且由此,可将真空气压施加到砧502上的第一基底402。例如,砧辊502的外圆周表面504可包括与真空压力源流体连接的多个孔。当第一基底402被构造为多孔基底(诸如非织造物)时,真空气压也可被施加到砧502上的弹性膜408,并且由此,可有助于维持弹性膜408在处于砧502上时的拉伸状态。在一些构型中,非织造物上的粘合剂还可有助于减小非织造物的孔隙率,这又可以增强真空气压帮助将部件维持在拉伸状态下的能力。
[0147]
如上文所提及,弹性基底200a和弹性部件200可以包括可具有相同或不同的材料和/或基重的非织造基底。例如,上文参考图17a至图19提及的第一基底402和第二基底410可被构造为非织造基底。由此,弹性基底200a和弹性部件200的第一基底402和第二基底410可以是相同或不同类型的非织造物,并且/或者可具有相同或不同的基重。另外,载体基底202可包括一个或多个非织造基底。由此,弹性基底200a和弹性部件200的第一基底402和第二基底410可以是相同或不同类型的非织造物,并且/或者可具有与载体基底202的非织造基底相同或不同的基重。另外,弹性基底200a和弹性部件200的非织造基底(诸如第一基底402和/或第二基底410)可包括具有与载体基底202的非织造基底相同或不同的纤维定向的非织造基底。进而,被构造为腰片158的弹性部件200以及被构造为吸收制品中的顶片或底片的载体基底202可各自包括非织造基底,该非织造基底是相同或不同类型的非织造物,并且/或者可具有相同或不同的基重,并且/或者可具有相同或不同的纤维定向。
[0148]
如先前所提及,用以组装腰片以及/或者将腰片与其他吸收制品部件粘结的设备
和方法可适于将吸收制品100与包括结构特征或形态特征的第一腰片158a和第二腰片158b组装在一起,结构特征或形态特征向第一腰片158a和第二腰片158b赋予不同的拉伸特性。
[0149]
例如,参考图4,设备300可包括一个或多个变换设备600,该一个或多个变换设备可适于修改弹性基底200a、弹性部件200、载体基底202和/或层合体204以形成形态差异,该形态差异产生第一腰片158a与第二腰片158b之间的形态差异。变换设备600大体上在图4中被表示为虚线矩形。应了解,变换设备600可适于形成各种类型的形态特征,诸如压花、孔、狭缝、熔融材料、压缩材料、塑料变形、折叠、粘性粘结和/或压力粘结,并且以各种方式,诸如通过施加超声波能量、激光能量、压力、热量、粘合剂、折叠和/或切割。应了解,形态特征还可包括离散弹性部件200之间的大小差异,诸如不同的纵向md长度。如图4中所展示,设备300可包括辊隙310上游的变换设备600a,该变换设备可适于向弹性基底200a赋予形态特征。在一些构型中,变换设备可在辊隙310下游,该变换设备可适于向弹性部件200赋予形态特征。变换设备600b可定位在辊隙344上游,变换设备可适于向载体基底202赋予形态特征。变换设备600c可定位在辊隙344下游,变换设备可适于向层合体204赋予形态特征。继续参考图4,粘结设备324还可被构造为变换设备600d,该变换设备可适于在辊隙344处的结合期间向弹性部件200和/或载体基底202赋予形态特征。
[0150]
在另一示例中,参考图17a,设备500可包括一个或多个变形设备600,该一个或多个变换设备可适于修改第一基底402、第二基底410、弹性膜408和/或组装的弹性基底200a。变换设备600大体上在图17a中被表示为虚线矩形。如上文所论述,变换设备600可适于形成各种类型的形态特征,诸如压花、孔、狭缝、熔融材料、压缩材料、塑料变形、折叠、粘性粘结和/或压力粘结,并且以各种方式,诸如通过施加超声波能量、激光能量、压力、热量、粘合剂、折叠和/或切割。如图17a中所展示,设备500可包括在展开机构512上游的变形设备600f,该变换设备可适于向弹性膜408赋予形态特征。在一些构型中,变换设备可在展开机构512的下游,变换设备可适于向拉伸的弹性膜408赋予形态特征。继续参考图17a,砧502和/或变幅杆530也可被构造为变换设备600f,该变换设备可适于在结合操作期间向弹性膜408、第一基底406和/或第二基底410赋予形态特征。变换设备600g可定位在变幅杆530的下游,变换设备可适于向弹性层合体200a赋予形态特征。
[0151]
还应了解,本文中的工艺和/或设备可被配置有额外特征,诸如拼接操作,以有助于避免必须停止组装工艺操作以便补充材料供应。在一些构型中,本文中所论述的设备300可被配置成与被配置成提供连续弹性基底200a的不间断供应的设备一起操作。例如,在操作期间,在当前供应被完全耗尽之前,连续弹性基底200a的替换供应可拼接到连续弹性基底200a的用于组装操作中的当前供应。
[0152]
应了解,各种类型的拼接操作可用以补充连续弹性基底200a的供应。例如,一些拼接操作可被配置成施加拼接带条,以将替换连续弹性基底200a连接到几乎耗尽的弹性基底200a,以有助于避免供应中断。如上文所论述,连续弹性基底200a可前进通过切割装置304,该切割装置将连续弹性基底200a分离成离散弹性部件200。另外,转移装置322和/或粘结装置324还可以使离散弹性部件200经受横向拉伸和/或粘结操作。然而,一些拼接带材料可能是不可拉伸的,并且/或者可能并不利于粘结操作。进而,与拼接带连接的离散弹性部件200可能非所需地破坏拉伸和/或粘结工艺的操作。由此,一些设备300可被配置成在可能发生这类非所需工艺破坏之前,将附接有拼接带的离散弹性部件200从组装操作中移除。在一些
示例中,拼接操作可被配置成利用更利于各种组装操作的可拉伸拼接带和/或其他材料,以有助于防止非预期组装工艺破坏以及/或者消除对于移除附接有拼接带的弹性部件200的需要。
[0153]
一些拼接操作可被配置成将连续弹性基底200a的替换供应焊接或以其他方式粘结到连续弹性基底200a的用于组装操作中的当前供应,而不需要使用拼接带。这类焊接操作可利用热线或超声波设备来形成热拼接。热拼接工艺可切割材料以及将材料焊接在一起。在一些构型中,可应用热拼接以便维持一些拉伸特性,该拉伸特性可允许具有这类热拼接的离散弹性部件200前进通过横向拉伸和/或粘结操作,而不会破坏这类操作。
[0154]
如上文所论述,应了解,本文中的连续弹性基底200a和离散弹性部件200可以各种方式进行构造,并且可包括一种或多种弹性材料,诸如弹性膜和/或股线。在一些构型中,连续弹性基底200a和离散弹性部件200可包括单层弹性膜。在一些构型中,连续弹性基底200a和离散弹性部件200可包括两个或更多个基底的层合体,诸如与一个或多个非织造基底粘结的弹性膜。当连续弹性基底200a被构造成包括与一个或多个合并的非织造物结合的弹性膜时,热拼接可被配置成熔化膜和非织造物两者的层,以形成捕获非织造材料的合并的焊接。进而,横向拉伸工艺可拉伸弹性部件200,使得焊接也可通过部分地使已捕获合并的非织造物的焊接的一部分失效而在横向上延伸,有时称为“爆裂焊接”。取决于各种拼接工艺参数,诸如焊接时间、保压时间和淬火时间以及各种材料特性,诸如基重、纤维类型和塑料特性,爆裂和拉伸焊接所需的横向力可以变化。在一些示例中,包括相对尖锐的切割砧的超声波拼接设备可被配置成产生具有爆裂和拉伸所需的相对较低的横向力的焊接。具体地说,当砧的锐角可穿透材料中的锐角时,可产生相对较小的整体焊接,而不会引起相对较大的熔融区域,而同时允许将膜焊接在一起,从而产生可相对更容易地在横向cd上拉伸的拼接件,其中爆裂减少和/或不需要爆裂。
[0155]
本文所公开的量纲和值不应理解为严格限于所引用的精确数值。相反,除非另外指明,否则每个此类量纲旨在表示所述值以及围绕该值功能上等同的范围。例如,公开为“40mm”的量纲旨在表示“约40mm”。
[0156]
除非明确排除或以其他方式限制,否则本文中引用的每一篇文献,包括任何交叉引用或相关专利或专利申请以及本技术对其要求优先权或其有益效果的任何专利申请或专利,均据此全文以引用方式并入本文。对任何文献的引用不是对其作为与本发明的任何所公开或本文受权利要求书保护的现有技术的认可,或不是对其自身或与任何一个或多个参考文献的组合提出、建议或公开任何此类发明的认可。此外,当本发明中术语的任何含义或定义与以引用方式并入的文献中相同术语的任何含义或定义矛盾时,应当服从在本发明中赋予该术语的含义或定义。
[0157]
虽然已举例说明和描述了本发明的具体实施方案,但是对于本领域技术人员来说显而易见的是,在不脱离本发明的实质和范围的情况下可作出各种其他变化和修改。因此,本文旨在于所附权利要求书中涵盖属于本发明范围内的所有此类变化和修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1