一种电子内窥镜照明系统、装配方法及系统用铝基板与流程
1.本发明属于医疗器械的技术领域,特别是涉及一种电子内窥镜照明系统、装配方法及系统用铝基板。
背景技术:
2.近年来,电子内窥镜广泛的应用于人体体腔和脏器内腔,进行直接观察、诊断、治疗。它采用内置照明系统进行前端照明;通过尺寸1.1*1.1mm的cmos图像传感器采集腔内组织图像信号并送到图像处理系统上,最后在监视器上输出处理后的图像,供医生观察和诊断。
3.市面常用的电子内窥镜照明系统在实际生产和使用过程中,存在很多问题,例如:1、照明系统在实际生产过程中,光纤导光束与led灯之间的装配难度较大,无法保证光源亮度生产一致性;2、led灯焊接过程中,led灯浮动较大,良品率低。3、前置led灯照明系统,led灯在前端,长时间工作会造成人体温度过高,手术过程中造成黏膜灼伤;4、照明系统长时间工作,导管手柄握持部分温度较高,影响医生使用;5、照明系统在弯折过程中会存在光纤导光束断丝现象,导致光能损失。
技术实现要素:
4.技术问题:为了解决上述的技术问题,本发明设计一种散热器和隔圈的组合,来固定光纤导光束端面与led灯发光面的距离,降低装配难度,保证生产一致性;设计一种隔圈,通过改变其厚度,保证光能转换效率最佳;设计一种散热器,能够加快led灯热量散发,保证手柄握持部分温度低于37℃;采用恒温加热焊接工艺配合铝基板pcb,实现自动精准焊接,提高良品率。
5.技术方案:
6.本发明提供了一种电子内窥镜照明系统用铝基板,具体所述铝基板:
7.包括正极焊盘、负极焊盘、led灯正负极焊盘、led灯正负极焊盘丝印、一号覆铜、二号覆铜、正极覆铜和负极覆铜;
8.所述一号覆铜、二号覆铜分别独立的设置在铝基板表面,正极焊盘、负极焊盘分别独立地通过正极覆铜和负极覆铜与一号覆铜和二号覆铜连接,正极焊盘与led灯正极导线连接,负极焊盘与led灯负极导线连接;led灯正负极焊盘安装在铝基板中间位置用于安装led灯,led灯正负极焊盘周围设置led灯正负极焊盘丝印;
9.所述铝基板包括两侧均可调节的两组u型通孔,用于进行校准中心。
10.作为改进,铝基板采用铝材制成;进一步地,正负极覆铜连接处采用弯曲挖空处理,led灯焊盘与覆铜连接处采用挖空处理;进一步地,正极焊盘、负极焊盘与led灯焊盘有间隙。
11.作为改进,正极焊盘、负极焊盘距离led灯焊盘的尺寸为0.9
±
0.1mm,正负极焊盘尺寸为0.54*0.17
±
0.05mm,led灯焊盘为1.2*0.5
±
0.05mm,u型通孔的圆弧内径为3
±
0.1mm。
12.作为改进,包括led灯,led灯焊接在led灯正负极焊盘,led灯正负极焊盘内部采用的焊锡膏为含0.3wt%银离子的焊锡膏,进一步地,焊锡膏成分为sn99ag0.3cu0.7。
13.作为改进,通过锡焊的焊接方式,将led灯与铝基板进行连接,具体步骤为:
14.步骤1:打开恒温加热台,预热到200~250℃;
15.步骤2:将焊锡膏涂抹到led灯正负极焊盘上,涂抹时要少量均匀,再将,led灯用镊子轻轻的放在led灯正负极焊盘丝印内,注意led灯应在丝印内,不能歪斜或者超出丝印外;
16.步骤3:恒温加热台预热到200~250℃时,用镊子将铝基板放到加热台上,7-10s内,锡膏会被加热至沸腾状态,led灯出现轻微浮动和收缩状态,此时焊接成功;用镊子将焊好的铝基板取下,再放入新的铝基板,重复步骤3;
17.步骤4:将焊接好的铝基板冷却至室温,万用表调至二极管档位,红色表笔接触正极焊盘、黑色表笔接触负极焊盘,若此时led灯亮,则代表led灯焊接成功;若led灯不亮,则代表焊接不成功,此时重新将该铝基板放回恒温加热台,取下焊接失败的led灯,重复步骤2;
18.步骤5:根据步骤4确认的正极焊盘、负极焊盘,将正负极导线在铝基板背面通过正负极导线通孔,焊接到正极焊盘、负极焊盘上;焊接时导线时,需在1-2s内完成;避免焊接时间过长,导致焊接完成的led灯再次受热,出现浮动现象,led灯位置偏移。
19.步骤6:稳压源调至工作电压和工作电流后,将焊好的led灯正负极接入稳压源正负极,此时led灯正常发光,判断为焊接完成。
20.作为改进,焊锡膏为含0.3wt%银离子的焊锡膏。
21.作为本发明的具体实施方式,本发明还提供了一种电子内窥镜照明系统,包括前端件、光纤导光束、散热器、隔圈、铝基板、头部不锈钢管、尾部不锈钢管、led灯;其中光纤导光束一端穿过一个头部不锈钢管再延伸插至前端件内部的头部光纤通孔内,另一端穿过一个尾部不锈钢管进口端,尾部不锈钢管出口端通过粘合剂连接至散热器;散热器、隔圈、铝基板按照顺序依次通过机械连接件可拆卸地连接;铝基板表面通过锡焊连接led灯。
22.作为改进,光纤导光束外表面包覆有弹性材料结构的tpu软管,光纤导光束设置有两股,其中一端部两股单独地穿入两个单独的头部不锈钢管,使得光纤导光束该端部与头部不锈钢管齐平;另一端部两股距离尾部1-3mm位置处先合并为一股,再插入尾部不锈钢管。
23.作为改进,光纤导光束插入头部不锈钢管的具体方法为:先将光纤导光束穿出头部不锈钢管1~2.0mm,再将1:0.8的a、b胶比例,ab胶为环氧树脂6200a/固化剂6 200b,将少量均匀的涂抹在穿出的1~2.0mm光纤导光束表面,然后将头部不锈钢管往前移动1~2.0mm与光纤导光束齐平,再将头部不锈钢管尾端3~7mm长的光纤导光束涂抹硅油,然后将tpu软管往前移动,直至与头部不锈钢管尾端接触,将整体放在100~140℃固化炉固化7~15分钟。
24.作为改进,包覆光纤导光束的头部不锈钢管外径尺寸小于前端件光纤导光束通孔的内径尺寸,头部不锈钢管通过光学uv胶固定在前端件,光纤导光束一端面与前端件齐平;尾部不锈钢管外径尺寸小于散热器内径尺寸,尾部不锈钢管插入散热器内,与散热器截面齐平,通过光学uv胶固定尾部不锈钢管与散热器。
25.作为改进,光纤导光束为两股光纤结构,每股80
±
5根;头部不锈钢管尺寸为(0.3~0.45)mm
×
(0.45~0.65)mm
×
(2.1~3.1)mm,尾部不锈钢管尺寸为(0.4~0.55)mm
×
(1.1~1.35)mm
×
(20-28)mm,优选为头部不锈钢管尺寸为0.4*0.5*2.5mm,尾部不锈钢管尺寸为0.5*1.2*25mm。
26.作为改进,散热器、隔圈、铝基板均采用硬铝结构材质,并通过紧密螺丝螺母结构连接;所述散热器的外形可以为圆柱形、杠铃型、工字型、圆形;优选散热器、隔圈、铝基板连接处为圆形;进一步地,所述隔圈通孔、散热器的通孔均大于光纤光束的直径。
27.作为改进,散热器和隔圈,均设置有两组通孔,用于机械连接件安装时对准校正;其中隔圈的两组通孔尺寸为2.2
±
0.1mm,两通孔之间的距离为10-11mm,隔圈厚度为0.8
±
0.1mm;散热器的两通孔尺寸为1.2
±
0.05mm,横截面直径为12~17mm,两通孔之间的距离为10-11mm。
28.作为改进,所述铝基板为上述任一项所述的铝基板。
29.作为改进,led灯焊接在led灯正负极焊盘,led灯正负极焊盘内部采用含ag元素0.3wt%的焊锡膏,进一步地,焊锡膏成分为sn99ag0.3cu0.7。
30.作为改进,led灯与铝基板的焊接方式为上述的电子内窥镜照明系统用铝基板,中通过锡焊的焊接方式的步骤。
31.作为本发明的另一具体实施方式,本发明还提供了一种电子内窥镜照明系统的装配方法,电子内窥镜照明系统为任一上述述照明系统,具体的装配步骤为:
32.步骤1:将尾部不锈钢管穿入散热器一通孔,尾部不锈钢管内的光纤导光束与散热器的横截面齐平,再用光学uv胶将尾部不锈钢管和散热器通孔固定;
33.步骤2:将散热器、隔圈、铝基板三者对准,边缘对齐,散热器的通孔,隔圈的通孔,铝基板的通孔,三者孔位对准,通过两个m2螺丝将其锁紧;
34.步骤3:头部不锈钢管穿入前端件的头部光纤通孔内,光纤导光束表面凹陷在头部光纤通孔的0.05~0.15mm处,光纤导光束头部涂抹少量uv胶与光纤通孔进行固定;头部光纤通孔尾部灌满3a胶,进行密封处理,常温固化20~24小时后,此时整个电子内窥镜照明系统已经完成制作。
35.作为改进,光纤导光束与头部不锈钢管的装配步骤为:先将光纤导光束穿入tpu软管中,再将光纤导光束穿入头部不锈钢管,光纤导光束穿出头部不锈钢管1~2.0mm,再将1:0.5~1.5,优选1:0.8的a、b胶比例,ab胶为环氧树脂6200a/固化剂6 200b,将少量均匀的涂抹在穿出的1~2.0mm光纤导光束表面,然后将头部不锈钢管往前移动1~2.0mm与光纤导光束齐平,再将头部不锈钢管尾端3~7mm长的光纤导光束涂抹硅油,然后将tpu软管往前移动,直至与头部不锈钢管尾端接触,将整体放在100~140℃固化炉固化7~15分钟。
36.有益效果:本发明通过设计一种散热器与隔圈组合结构,保证了光纤导光束定位一致性,加大了散热效率,同时提高了光纤导光束光能转化效率。
37.还通过一种恒温加热工艺与特定铝基板pcb设计,保证了led灯自动精准焊接,提高光源良品率。以及采用了特定光纤导光束包覆与胶水封装工艺,降低了光纤导光束的破损率。
38.进一步地与现有技术相比,本发明的有益效果为:
39.1、光纤导光束和led灯装配工艺简单,光源生产一致性。通过散热器、隔圈、铝基板
的固定结构,降低了光纤导光束位置固定时的难度,提高了装配效率,降低了生产成本,保证光源亮度生产的一致性。
40.2、光能传输能量损失小,亮度强。使用该照明系统后,减少了led灯光能传输过程中的损耗,在插入部前端提供了较强的亮度,保证在人体腔道内的照明,为医生提供良好的视野。
41.3、插入部无热量,无灼烧感。由于该照明系统,插入部前端件内是光纤导光束,没有热量传输,因此不会对人体黏膜造成灼伤,降低病人的手术痛苦。
42.4、焊接简单,降低成本。该照明系统采用恒温加热方式,降低了焊接led灯的难度,提高了焊接良品率,降低了生产成本。
43.5、温度低、握持舒适。该照明系统采用铝材散热器和铝基板,加快了led灯散热,降低了手柄握持部分的温度,保证了医生握持的舒适度。
44.6、可弯折次数多,照度无下降。该照明系统在不锈钢管和光纤导光束包覆连接处,采用硅油涂抹,光纤导光束表面ab胶涂抹,保证连接处受力均匀,提高弯折次数,保证照度。
附图说明
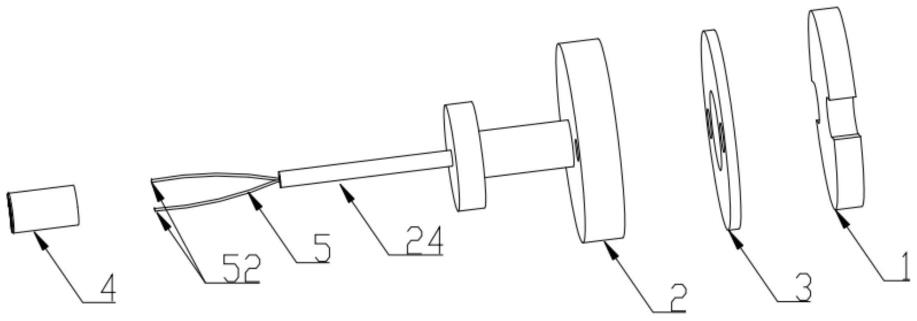
45.图1本发明照明系统的爆炸图。
46.图2本发明照明系统的装配图。
47.图3本发明铝基板设计示意图。
48.图4本发明散热器结构示意图。
49.图5本发明隔圈结构示意图。
50.图6本发明前端件结构示意图。
51.图7本发明头部不锈钢管断丝及穿丝示意图。
52.图中:铝基板1,正极焊盘10,负极焊盘11,led灯正负极焊盘12,led灯正负极焊盘丝印13,覆铜14,正负极覆铜15,led灯覆铜16,正负极导线通孔17,铝基板螺丝孔18,散热器2,散热器通孔21,散热器螺丝孔22,散热器底面23,尾部不锈钢管24,隔圈3,隔圈螺丝孔31,前端件4,头部光纤通孔41,摄像头通孔42,5-光路,51-连接处,头部不锈钢管52,tpu软管53,光纤导光束54。
具体实施方式
53.下面结合实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
54.本发明的电子内窥镜照明系统设计方案,是利用光纤导光束将led灯发出的光传导到电子镜头部,通过散热器和隔圈来固定、确定光纤导光束的位置,同时加快散热。照明系统由led灯、铝基板、散热器、隔圈、光纤导光束、前端件等组成,其主要特征为铝基板设计及led灯焊接工艺、散热器和隔圈及铝基板的紧密螺丝螺母结构、散热器和光纤导光束的固定结构设计、前端件和光纤导光束的装配固定设计。
55.所述的铝基板设计,铝基板本身采用铝材制成,较传统的玻璃纤维板导热性能更好。在焊接led灯时,降低了加热焊接时间,避免长时间加热焊接导致铝基板及led灯损坏。铝基板上led灯的焊盘尺寸、正负极焊盘尺寸及内部覆铜设计,减少了led灯焊接时的浮动。
56.所述的led灯焊接工艺,主要是涉及到恒温加热台和焊锡膏。恒温加热台可以保证焊接温度的稳定,控制精度可达0.2℃且性能不变。焊锡膏选用成分为sn99ag0.3cu0.7、熔点217℃、富含银离子,可焊性好、导电性能好、机械强度高。在实际的焊接生产过程中,焊锡膏受热时,出现的锡球较小,锡膏沸腾时收缩较快,焊锡膏和金属之间形成金属化学键,焊锡的分子穿入基材表层金属的分子结构,而形成一坚固、完全金属的结构,从而减少了led灯焊接时的浮动,保证了led灯与铝基板焊接的强度。
57.所述的散热器和隔圈及铝基板的紧密螺丝螺母结构,主要是涉及到散热器、隔圈、铝基板的中心对准,通过左右调节铝基板u型螺丝孔,来保证插入散热器的光纤导光束能够对准铝基板上led灯的中心。当中心对准时,用螺丝锁紧散热器和隔圈及铝基板,保证三者的紧密贴合;通过调节隔圈的厚度,来改变光纤导光束到led灯面的距离,从而改变照度;散热器与隔圈紧密贴合,隔圈与铝基板紧密贴合,三者通过两个螺丝锁紧贴合,且三者都是铝材设计,从而加快了led灯的散热,保证手柄握持部分的温度。
58.所述的散热器和光纤导光束的装配固定设计,主要是涉及到包覆光纤导光束的尾部不锈钢管外径尺寸小于散热器内径尺寸,尾部不锈钢管插入散热器内,与散热器截面齐平,通过光学uv胶固定尾部不锈钢管,从而保证光纤导光束装配位置的固定,光源生产的一致性。
59.所述的前端件和光纤导光束的装配固定设计,主要是涉及到包覆光纤导光束的头部不锈钢管外径尺寸小于前端件光纤导光束通孔的内径尺寸。头部不锈钢管通过光学uv胶固定在前端件,光纤导光束端面与前端件齐平,光源通过手柄内的led灯,光纤导光束作为导光介质,从而保证了前端件光源无热量,插入人体腔道时,不会对人体黏膜造成灼伤。
60.所述的光纤导光束包覆设计,主要是涉及到光纤导光束包覆材料的选择、光纤导光束头端与前端件连接、光纤导光束尾端与散热器连接。导光束包覆材料选取了硬度较软,回弹性较好的tpu软管,保证光纤导光束弯折时,不会受到表面包覆材料的挤压,导致断丝。光纤导光束头端与前端件连接过程是先将光纤导光束穿入tpu软管,再将光纤导光束穿入头部不锈钢管,通过ab胶固定光纤导光束和头部不锈钢管,再将固定好的整体居中放入前端件头部光纤丝通孔,通孔内灌注3a胶进行密封固定。光纤导光束尾端与散热器连接过程是先将光纤导光束穿入tpu软管,再将光纤导光束穿入尾部不锈钢管,通过ab胶固定光纤导光束尾部和尾部不锈钢管,再将固定好的整体放入散热器通孔。通过这种设计,保证在弯折时,光纤导光束头端与前端件连接处、光纤导光束尾端与散热器连接处不会因为受力不均,导致连接处光纤导光束断裂,影响照度。
61.下面以一个具体实例来说明本发明电子内窥镜照明系统的结构以及其装配过程:
62.图3为铝基板pcb设计图,图中斜线阴影部分为一号覆铜14和二号覆铜14-1,一号覆铜14和二号覆铜14-1分别为独立地设置为大面积覆铜,在焊接过程中能够快速导热,避免长时间加热焊接损坏led灯,提高了焊接良品率。
63.正极焊盘10、负极焊盘11分别独立地通过正极覆铜15和负极覆铜15-1与一号覆铜14和二号覆铜14-1连接;正极覆铜15和负极覆铜15-1均采用弯曲挖空处理;led灯的正负极焊盘12与一号覆铜14和二号覆铜14-1连接处同样采用挖空处理,两种设计都是为了避免在正极焊盘10、负极焊盘11在焊接led灯正负极导线时,由于导热过快将焊好的led灯再次加热,导致led灯产生位移。正极焊盘10、负极焊盘11距离led灯正负极焊盘12的尺寸为0.9
±
0.1mm,这样可以减少在焊接led灯正负极导线时,由于两者距离过短,热传导导致焊好的led灯受热,再次产生浮动位移。
64.照明系统采用0501led灯,其正负极焊盘尺寸为0.54*0.17
±
0.05mm,pcb设计led灯正负极焊盘12为1.2*0.5
±
0.05mm,可以保证焊接时led灯中心偏移在0.4mm以内。
65.铝基板螺丝孔18的u型圆弧内径为3
±
0.1mm,铝基板可以通过u型圆弧左右移动。通过两个m2的螺丝,将铝基板的u型圆弧和隔圈的螺丝孔、散热器的内螺丝孔锁紧,三者紧密贴合,将led灯自身产生的热量,通过铝基板、隔圈传导到散热器上,保证手柄外壳握持部分的温度小于40℃。led灯正负极导线在铝基板背面通过正负极导线通孔17焊接到正极焊盘10、负极焊盘11上,降低了焊接难度。
66.在led灯正负极焊盘12周围设计一圈丝印,其尺寸为1.15*1.15
±
0.1mm,0501led灯尺寸为1.1*1.1
±
0.1mm,两者尺寸相差在0.05mm,在人工摆放led灯到铝基板上时,起到限位作用,保证焊接成品led灯中心与散热器中心对准,提高光能转换效率。
67.led灯焊接工艺,采用恒温加热台和高温焊锡膏。
68.焊锡膏选用成分为含0.3wt%银离子的焊锡膏,优选为sn99ag0.3cu0.7、熔点217℃、富含银离子、可焊性好、导电性能好、机械强度高。在实际的焊接生产过程中,进入升温区时,焊锡膏中的溶剂、气体蒸发掉,同时焊锡膏中的助焊剂润湿焊盘、led灯正负极焊盘,焊锡膏软化、塌落、覆盖了焊盘,将焊盘、led灯正负极焊盘与氧气隔离。进入保温区时,使铝基板和led灯得到充分的预热,以防铝基板突然进入焊接高温区而损坏铝基板和led灯。当铝基板进入焊接区时,温度迅速上升使焊膏达到熔化状态,液态焊锡对铝基板的焊盘、led焊盘脚润湿、扩散、漫流或回流混合形成焊锡接点。
69.焊锡膏受热时,出现的锡球较小,锡膏沸腾时收缩较快。在2-3秒内,焊锡膏完成收缩,此时焊锡膏和金属之间形成金属化学键,焊锡的分子穿入基材表层金属的分子结构,而形成一坚固、完全金属的结构,从而减少了led灯焊接时的浮动,保证了led灯与铝基板焊接的强度。
70.具体操作步骤如下:
71.步骤1:打开恒温加热台,预热到220℃。
72.步骤2:将焊锡膏涂抹到led灯正负极焊盘12上,涂抹时要少量均匀。再将0501led灯用镊子轻轻的放在led灯正负极焊盘丝印13内,注意led灯应在丝印内,不能歪斜或者超出丝印外。
73.步骤3:恒温加热台预热到220℃时,用镊子将铝基板1放到加热台上。7-10s内,锡膏会被加热至沸腾状态,led灯出现轻微浮动和收缩状态,此时焊接成功。用镊子将焊好的铝基板1取下,再放入新的铝基板1,重复步骤3。
74.步骤4:将焊接好的铝基板1冷却至室温,万用表调至二极管档位,红色表笔接触正极焊盘10、黑色表笔接触负极焊盘11,若此时led灯亮,则代表led灯焊接成功;若led灯不亮,则代表焊接不成功,此时重新将该铝基板放回恒温加热台,取下焊接失败的led灯,重复步骤2。
75.步骤5:根据步骤4确认的正极焊盘10、负极焊盘11,将正负极导线在铝基板1背面通过正负极导线通孔17,焊接到正极焊盘10、负极焊盘11上。焊接时导线时,需在1-2s内完成。避免焊接时间过长,导致焊接完成的led灯再次受热,出现浮动现象,led灯位置偏移。
76.步骤6:稳压源调至3.3v,200ma,将焊好的led灯正负极接入稳压源正负极,此时led灯正常发光,判断为焊接完成。
77.图4为采用硬铝制作的散热器2,中心开设的散热器通孔21内径开孔尺寸为1.2+0.05mm,散热器螺丝孔22为内螺纹结构。
78.尾部不锈钢管24外径为1.15
±
0.05mm,内径为0.5
±
0.05mm,长25
±
1mm;尾部不锈钢管24外径尺寸比散热器通孔21内径开孔尺寸小0.05mm,避免了尾部不锈钢管24在散热器通孔21晃动,导致光纤导光束54中心与散热器通孔21的中心不一致。
79.实际装配过程中先将光纤导光束54穿入尾部不锈钢管24,再将尾部不锈钢管24穿入散热器通孔21,光纤导光束54与散热器底面23齐平,再用光学uv胶将尾部不锈钢管24和散热器通孔21固定。
80.图5为隔圈3,隔圈螺丝孔31内径尺寸为2.2
±
0.1mm,能够穿入m2螺丝;隔圈螺丝孔31之间的距离与散热器螺丝孔22两个之间的距离一致为10.5mm,从而保证散热器2和隔圈3装配时中心对准。
81.通过改变隔圈3厚度,可以改变光纤导光束到led灯面距离,从而改变照明系统的照度。考虑到实际手术过程中所需的照度,隔圈3薄厚加工难度的影响以及光能转换效率的最佳,最终设计隔圈3厚度为0.8
±
0.1mm。测量焊接好的led灯面到铝基板1的距离为0.35
±
0.1mm,当光纤导光束与散热器底面23齐平时,光纤导光束到led灯发光面的距离为0.45
±
0.1mm,测得照度在10000lux
±
10%,保证照度生产的一致性,对比前置led,照度提升300%-500%。
82.铝基板1、散热器2、隔圈3的直径都是15mm,装配时,先将隔圈螺丝孔31对准散热器螺丝孔22,由于铝基板螺丝孔18设计为u型圆弧状,这样可以左右移动铝基板1,直至铝基板螺丝孔18对准已经调好的隔圈螺丝孔31和散热器螺丝孔22。此时,再用m2的螺丝依次穿过铝基板螺丝孔18、隔圈螺丝孔31、散热器螺丝孔22锁紧,使其紧密贴合,即可保证三者的中心都在同一条直线上。这种结构设计降低了光纤导光束固定的装配难度,保证光纤导光束中心对准led灯中心。
83.铝基板1、散热器2、隔圈3三者通过m2螺丝锁紧贴合,三者均采用铝材制作,导热性能强,保证led灯长时间工作。对比无散热器,手柄握持部分温度低5-10℃,保证手柄握持部分温度在40℃以内。
84.图6为前端件,其头部光纤通孔41直径为0.6mm,两个头部光纤通孔41距离为1.95
±
0.1mm,并且对称分布在摄像头通孔42两边;两个通孔内的光纤导光束发光,保证发散角范围≥110
°
。
85.在实际装配过程中,将磨抛好的两股光纤导光束(每股80根)分别穿入外径0.5mm,内径0.4mm的头部不锈钢管52内,再将头部不锈钢管52穿入头部光纤通孔41内。光纤导光束54端部表面凹陷在头部光纤通孔41 0.1mm处,光纤导光束54头部涂抹光学uv胶与头部光纤通孔41的前端内壁进行固定。头部光纤通孔41尾部灌满3a胶,用于固定光纤导光束54,密封头部光纤通孔41,避免液体进入光纤导光束54内。
86.图7为头部不锈钢管断丝及穿丝过程示意图。在照明系统疲劳弯折实验中,出现断丝严重,照度下降。经过1000次疲劳弯折实验,光纤导光束断丝在40%-60%之间。针对断丝严重问题,我们采取以下两个方案来解决断丝问题。方案一:选取了硬度较软,回弹性较好
的tpu软管包覆光纤导光束,解决了光纤导光束弯折时,不会受到表面包覆材料的挤压,导致断丝。方案二:先将光纤导光束54穿入tpu软管53,再将光纤导光束54穿入头部不锈钢管52,光纤导光束54穿出头部不锈钢管52 1.5mm,再将1:0.8的a、b胶比例,少量均匀的涂抹在穿出的1.5mm光纤导光束54表面,然后将头部不锈钢52管往前移动1.5mm与光纤导光束54齐平,再将头部不锈钢管52尾端5mm长的光纤导光束涂抹硅油,然后将tpu软管53往前移动,直至与头部不锈钢管52尾端接触。将整体放在120℃固化炉固化10分钟。这样做解决了光纤导光束弯折时,光纤导光束与头部不锈钢管胶水固定处出现的毛细现象,导致胶水通过光纤导光束溢出到头部不锈钢管52尾部,头部不锈钢管52和光纤导光束tpu包覆连接处的光纤变硬,弯折断丝的问题。
87.通过两种解决方案,优化装配工艺后,再次进行1000次疲劳弯折实验,此时光纤导光束断丝控制在3%以内,对应的照度仍然可以达到9000lx以上,大大延长了光纤导光束的使用寿命。
88.该电子内窥镜照明系统,在实际装配过程中分为以下几个步骤:
89.步骤1:将尾部不锈钢管24穿入散热器通孔21,尾部不锈钢管24内的光纤导光束与散热器底面23齐平,再用光学uv胶将尾部不锈钢管24和散热器通孔21固定。
90.步骤2:将散热器2、隔圈3、铝基板1三者对准,边缘对齐。散热器螺丝孔22,隔圈螺丝孔31,铝基板螺丝孔18,三者孔位对准,通过两个m2螺丝将其锁紧。
91.步骤3:如图4,头部不锈钢管52穿入头部光纤通孔41内。光纤导光束表面凹陷在头部光纤通孔41 0.1mm处,光纤导光束头部涂抹少量uv胶与光纤通孔41进行固定。头部光纤通孔41尾部灌满3a胶,进行密封处理。常温固化24小时后,此时整个电子内窥镜照明系统已经完成制作。
92.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1