一种扩散快、防堆积的吸收芯体的制作方法
1.本发明涉及吸水材料技术领域,具体涉及一种扩散快、防堆积的吸收芯体。
背景技术:
2.纸尿裤是一种用后即弃式的尿裤,用户群体主要有婴儿与行动不便的成年人两大类,不仅大大地方便了人们对一些事物的处理,同时也提供了更先进的卫生保障。
3.但是现有纸尿裤也存在一些问题,例如:1、虽然芯体具有非常好的吸水性能,但尿液在芯体表面的扩散是“漫灌”式,一方面,芯体首先接触尿液的地方吸收水分,然后在芯体内部向周围扩散,此为内部扩散,内部扩散速度相对缓慢;另一方面,芯体表面的尿液存在高度差,尿液从高的地方向低的地方流动,此为外部扩散,外部扩散速度相对较快;但是,这种漫灌式扩散在瞬间出现大量尿液(实际情况多是使用者不受控的排尿,瞬时量大)时,实际上芯体表面的尿液高度差并不明显,外部扩散速度并不是很好,最先接触尿液的位置附近吸收的多,其它位置吸收的少,吸收不均匀,影响多次吸水性。2、吸水颗粒在芯体内的固定效果差,易出现起坨、堆积的问题,尤其是吸水后的吸水颗粒变的更重,纸尿裤稍微抖动时,吸水颗粒就会堆积在一起,造成起坨断层现象,影响多次吸水性。
技术实现要素:
4.为此,本发明提供一种扩散快、防堆积的吸收芯体,应用在纸尿裤等一次性穿着物品中,具有使尿液等液体瞬间扩散及更有效固定内部吸水颗粒的特点,以解决背景技术中所述的技术问题。
5.为了实现上述目的,本发明提供如下技术方案:
6.一种扩散快、防堆积的吸收芯体,包括吸水性积纤体和包覆在吸水性积纤体外的罩片,吸水性积纤体包括上积纤体和位于上积纤体下侧的下积纤体,上积纤体和下积纤体均主要由纸浆纤维和高吸水性聚合物颗粒混合、压制成型,其中,上积纤体中的高吸水性聚合物颗粒含量高,下积纤体中的高吸水性聚合物颗粒含量低,上积纤体和下积纤体一体成型,两者之间无界限;吸收芯体的上侧具有压痕成型的网状结构,压痕至少深入到上积纤体内。
7.进一步地,罩片采用透水、透气的纸质材料,在吸水性积纤体上下侧均设有多层罩片。
8.进一步地,罩片采用湿强纸,在吸水性积纤体体上下侧均设有至少一层湿强纸。
9.进一步地,上积纤体中的厚度大于下积纤体的厚度。
10.进一步地,上积纤体中的纸浆纤维与下积纤体中的纸浆纤维的比例为7:3。
11.进一步地,网状结构在吸收芯体上侧形成外凸的凸部和凹陷的凹部,各凸部相互独立、不连接,凹部连成网状。
12.进一步地,凸部为阵列分布的菱形块,连成一片的凹部呈菱形网状。
13.进一步地,菱形长对角线的方向与吸收芯体长度方向相同。
14.本发明具有如下优点:
15.本发明提供的扩散快、防堆积的吸收芯体,具有具有压花(压痕),作为引导尿液流动的通道,使尿液扩散速度更快;压痕能够在内部形成类似于“墙体”的结构,使内部结构固定的更稳定(主要是高吸水性聚合物颗粒被限位,不能起坨、堆积)。
附图说明
16.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引申获得其它的实施附图。
17.本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围内。
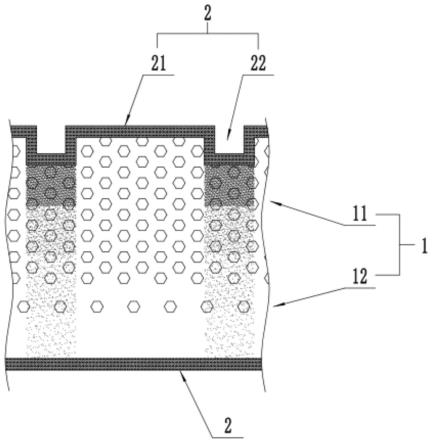
18.图1为实施例1提供的一种扩散快、防堆积的吸收芯体的层结构示意图。
19.图2为实施例1提供的扩散快、防堆积的吸收芯体的压痕分布示意图。
20.图3为实施例2提供的一种扩散快、防堆积的吸收芯体的制造方法的流程图。
具体实施方式
21.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
23.实施例1
24.如图1和2所示,实施例1提供了一种扩散快、防堆积的吸收芯体,应用在纸尿裤等一次性穿着物品中,具有使尿液等液体瞬间扩散的作用,以降低吸收不均匀情形,同时能更有效固定(并非彻底固定)内部吸水颗粒,避免吸水颗粒堆积的问题。
25.吸收芯体包括吸水性积纤体1和罩片2。
26.吸水性积纤体1主要由纸浆纤维(图中未示出)和高吸水性聚合物颗粒(sap,图中未标出,由图1中的“六边形”表示)组成,纸浆纤维和高吸水性聚合物颗粒的比例采用现有技术中常用的比例即可,与现有技术不同的是,吸水性积纤体1又分为了高吸水性聚合物颗粒含量不同的上积纤体11和下积纤体12,上积纤体11中的高吸水性聚合物颗粒含量高,下积纤体12中的高吸水性聚合物颗粒含量低,上积纤体11和下积纤体12没有明确的界限(纸浆纤维相互混杂在两者间),且上积纤体11的厚度大于下积纤体12的厚度。在生产过程中,木浆(纸浆纤维的一种)在粉碎机出口先被分为7:3的上下两份,然后在上边一份加入高吸水性聚合物颗粒并使两者混合,而下边一份不加高吸水性聚合物颗粒,在后续工序中,上下
两份同时被大模轮(在下方)的负压吸附,下层的纯木浆先吸附到大模轮上面,木浆和高吸水性聚合物颗粒的混合物后吸附到大模轮上面,此过程进行了简单的非均匀混合,所以大模轮上面的最终混合物,上层的高吸水性聚合物颗粒含量多,下层的高吸水性聚合物颗粒含量少,至此形成了高吸水性聚合物颗粒含量不同的上积纤体11和下积纤体12,而上积纤体11和下积纤体12没有明确的界限。
27.罩片2采用透水、透气的纸质材料,例如湿强纸等。罩片2包覆在吸水性积纤体1的上两侧,各包覆多层,例如两层。
28.包裹了罩片2后的吸水性积纤体1还不算完工的吸收芯体,吸水性积纤体1和罩片2构成了吸收芯体的层结构,但在吸收芯体的上侧(指上积纤体11的那一侧)还设置有向外凸出的凸部21和凹陷的凹部22,各凸部21相互独立、不连接,凹部22连成网状结构。制造时,采用压痕成型的方式在上层罩壳以及吸水性积纤体1(主要是上积纤体11,因为随着深度的增加,压痕越来越浅,在下积纤体12就很少出现压痕了)均形成网状压痕,压痕体现在罩片2上就变成了吸收芯体的凸部21和凹部22。凸部21为阵列分布的菱形块,因此连成一片的凹部22呈菱形网状,一般菱形长对角线的方向与吸收芯体长度方向相同。
29.高吸水性聚合物颗粒用于吸水、锁水,纸浆纤维起“骨架”作用,支撑、限制高吸水性聚合物颗粒的位置,并进行内部扩散。吸收芯体表面的网状凹部22可作为尿液流动通道,引导尿液迅速扩散,同时增加了高度差,进一步增加外部扩散速度,避免尿液从吸收芯体宽度方向的侧部溢出(侧漏);采用菱形网状凹部22且长对角线又与吸收芯体长度方向相同时,凹部22在长度方向的引导能力强于在宽度方向的引导能力,更利于引导尿液沿长度方向扩散,进一步避免侧漏。外部扩散效果得到极大提升的吸收芯体,尿液在其表面瞬间扩散之后,被内部的高吸水性聚合物颗粒吸收并锁住水分,吸收更均匀;由于采用了不均匀分配高吸水性聚合物颗粒的方式,在整体上不增加高吸水性聚合物颗粒的情况下,在上层(靠近人体的一侧)的上积纤体11内的高吸水性聚合物颗粒更多,提高了瞬吸能力;瞬吸能力的提高,也进一步避免侧漏,同时还避免了反渗问题。采用压痕工艺作为后续工序制备吸收芯体,使得上层罩壳以及吸水性积纤体1(尤其是含高吸水性聚合物颗粒多的上积纤体11)都具有压痕,能够相对固定高吸水性聚合物颗粒,避免高吸水性聚合物颗粒堆积的问题;同时,压痕随着深度的增加而变浅,固定力下降,但高吸水性聚合物颗粒多聚集在上积纤体11,而在压痕固定效果较低的下积纤体12内的高吸水性聚合物颗粒较少,强固定力对应高吸水性聚合物颗粒含量高的上积纤体11,弱固定力对应高吸水性聚合物颗粒含量低的下积纤体12,进一步提高高吸水性聚合物颗粒的整体固定效果;采用压痕工艺而不是除料工艺制造网状结构,因为不是除料工艺,压痕(也就是凹部22)对应的地方的密度增加,能够在吸收芯体内形成类似于“墙体”的结构(如图1所示,凹部22下方对应的颜色逐渐变浅的部分),从而固定凸部21内的高吸水性聚合物颗粒。
30.实施例2
31.如图3所示,实施例2提供了一种扩散快、防堆积的吸收芯体的制造方法,用以制造实施例1中的吸收芯体。
32.该方法包括以下步骤:
33.步骤s1,使用木浆粉碎机粉碎木板形成木浆,木浆在粉碎机出口通道分为7:3的上下两层。粉碎前,调整底刀和中间转子粉碎刀轮间隙1-1.5mm之间,使粉碎效果达到最佳状
态。在粉碎机出口通道设置中间挡板,粉碎后的木浆产品通过粉碎机出口通道的时候,分成2层,通过中间挡板实现上层占比70%,下层占比30%。
34.步骤s2,向占比70%的上层木浆中加入高吸水性聚合物颗粒并混合均匀。高吸水性聚合物颗粒通过伺服电机带动的皮带运到下料管道,用过滤的风机吹散,经过9.5cm*1cm的扁平鸭嘴进入到粉碎后的木浆产品中,和上层木浆充分混合。
35.步骤s3,上层木浆和高吸水性聚合物颗粒混合物与纯木浆被大模轮吸附形成吸水性积纤体,其中,吸水性积纤体的上层为高吸水性聚合物颗粒含量高的上积纤体,下层为高吸水性聚合物颗粒含量低的下积纤体,上积纤体与下积纤体之间无明显界限。30%的纯木浆和木浆、高吸水性聚合物颗粒混合物同时被大模轮的负压吸附,由于大模轮在下,30%的纯木浆也在下层,纯木浆先吸附到大模轮上面,木浆、高吸水性聚合物颗粒混合物后吸附到大模轮上面,所以大模轮上面的吸水性积纤体中,上层形成含有较多的高吸水性聚合物颗粒的上积纤体,下层含有较少的高吸水性聚合物颗粒的下积纤体,吸附过程是不均匀混合的过程。
36.步骤s4,在吸水性积纤体外侧包覆罩片。罩片采用透水、透气的纸质材料,例如湿强纸等。分为上包覆和下包覆两步;吸水性积纤体经过转移轮被吸附到传送带上的下包覆材料上面,两次折叠包覆,此为下包覆;上层再加上上包覆材料,两次折叠包覆,此为上包覆;上包覆完成后,整个吸收芯体的层状结构已经成型,而包覆材料则成为罩片。在进行下包覆前,可以对包覆材料进行先进行hma涂工处理(涂热熔胶粘剂)。
37.步骤s5,压实、胶粘。吸收芯体经过压实辊压实,降低厚度,同时使胶粘的更实。
38.步骤s6,在吸收芯体上层(高吸水性聚合物颗粒含量高的一侧)压制网状压痕线,形成相应的凹部,同时相对凹部外凸的部分形成凸部。然后经过菱形压花辊。下面采用光面圆辊,上面采用具有菱形花纹的压花辊;上下两个辊同时加热,温度设定65
±
2℃。间隙设定要求是产品能够有清洗花纹,并且不会产生硬块,不能压破材料;经研究,本实施例中,间隙采用吸收芯体压花前厚度的65%
±
5%。至此,吸收芯体成品完成,上表面具有清晰花纹,该压制的花纹能够固定产品内部结构(主要是固定高吸水性聚合物颗粒),具有导流作用,还减少了接触面积。网状压痕呈菱形网状,使凸部呈菱形块状且阵列分布的,菱形长对角线的方向与吸收芯体长度方向相同。
39.实施例2的方法用于制造实施例1的吸收芯体,因此,实施例2的方法也能解决背景技术中的技术问题,例如:高吸水性聚合物颗粒用于吸水、锁水,纸浆纤维起“骨架”作用,支撑、限制高吸水性聚合物颗粒的位置,并进行内部扩散;吸收芯体表面的网状凹部可引导尿液迅速扩散,同时增加了高度差,进一步增加外部扩散速度,避免尿液从吸收芯体宽度方向的侧部溢出(侧漏);凹部在长度方向的引导能力强于在宽度方向的引导能力,更利于引导尿液沿长度方向扩散,进一步避免侧漏;外部扩散效果得到极大提升的吸收芯体,尿液吸收更均匀;上积纤体内的高吸水性聚合物颗粒更多,提高了瞬吸能力,瞬吸能力的提高,也进一步避免侧漏,同时还避免了反渗问题;上层罩壳以及吸水性积纤体(尤其是含高吸水性聚合物颗粒多的上积纤体)都具有压痕,能够相对固定高吸水性聚合物颗粒,避免高吸水性聚合物颗粒堆积的问题;同时,强固定力的压痕对应高吸水性聚合物颗粒含量高的上积纤体,弱固定力的压痕对应高吸水性聚合物颗粒含量低的下积纤体,进一步提高整体固定效果;采用压痕工艺而不是除料工艺制造网状结构,因为不是除料工艺,压痕(也就是凹部)对应
的地方的密度增加,能够在吸收芯体内形成类似于“墙体”的结构,从而固定凸部内的高吸水性聚合物颗粒。
40.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1