通孔整体式接头及输液袋的制作方法
1.本发明涉及输注接头技术领域,特别地,涉及一种通孔整体式接头。此外,本发明还涉及一种包括上述通孔整体式接头的输液袋。
背景技术:
2.输液袋是一种广泛应用于医疗行业的医疗用品,主要用于患者的输注治疗,输液袋上设置了输注接头,以对输注针进行穿刺导向和穿刺后的密封,输注接头通常由接头座和接头管两部分组成,将接头座焊接在输液袋的开口,再由接头管进行穿刺导向和密封,而输液袋通常倒挂使用,以利用重力实现药液的自然输注,因此,接头管内设置有内塞,以在输注针穿刺内塞后抱紧内塞,实现输注针穿刺输液后的密封,且患者在输注过程中,往往会在输液袋中仍残留有药液的情况下拔出输注针,此时,内塞上的穿刺孔在弹性作用下合拢,以实现对输注针拔出后的密封,防止药液撒漏,即内塞在接头座中的固定密封十分关键,需要保证穿刺前内塞的密封性能好,穿刺过程中内塞的固定可靠。
3.现有的输注接头上的接头管通常由内管体、内塞和外盖体三部分拼装组成,且内管体、内塞和外盖体都是分别单独制造,以在制造完成后,由内管体和外盖体相互连接以形成固定密封内塞的腔室,但这种结构的输注接头存在以下问题:1、生产效率低,内管体、内塞和外盖体都需要单独制造,且制造完成后还需要相互装配,工艺步骤繁多,生产周期长,降低了生产效率;2、注塑加工难度大,内塞的密封主要取决于内管体和外盖体的装配,而基于医疗产品的特殊性,内塞的密封性要求高,对于内管体和外盖体之间的装配精度要求高,而内管体和外盖体通常采用注塑工艺注塑成型,因此,高要求的装配精度增大了注塑加工难度;3、生产成本高,采用输液袋进行输注治疗的过程中,需要保证输注针穿刺时内塞不被带入输液袋的内腔,输注针拔出时不能被带出接头管外,因此,内塞的固定十分关键,对内管体和外盖体的强度要求高,进而对注塑时形成内管体或者外盖体的材料强度要求高,而高强度且满足医用要求的材料种类有限,且价格相对昂贵,增大了材料成本,从而增加了生产成本;且随着科学技术的发展进步,部分材质的内塞已经可以与药液接触,例如药用丁基胶塞和覆膜胶塞,但内管体上通常设置非必要的一体成型的内密封部防止内塞与药液接触,导致内塞选择药用丁基胶塞的情况下,生产成本出现不必要的增加。
技术实现要素:
4.本发明提供了一种通孔整体式接头及输液袋,以解决现有的输液袋上的输注接头生产效率低、注塑加工难度大以及生产成本高的技术问题。
5.根据本发明的一个方面,提供一种通孔整体式接头,包括接头座以及与接头座连接的第一接头管,第一接头管包括用于连通输液袋的内腔的第一连通腔以及与第一连通腔连通的第一密封端部,第一密封端部包括第一密封壳体、与第一密封壳体的上端部一体成型的第一外密封部、第一密封壳体的内侧壁和第一外密封部的内侧壁围合形成的第一密封腔,以及分别与第一密封壳体的内侧壁和第一外密封部的内侧壁粘合相容连接的用于采用
注塑工艺填充成型于第一密封腔内的内塞,第一密封腔与第一连通腔连通,以使第一连通腔直接连通至内塞。
6.作为上述技术方案的进一步改进:
7.进一步地,内塞的厚度为5mm-6mm。
8.进一步地,第一外密封部为易折帽或者拉环,第一外密封部和第一密封壳体之间设有用于便于第一外密封部折断或者拉断以露出内塞的易断裂结构,易断裂结构的径向尺寸小于第一密封腔(222)的径向尺寸。
9.进一步地,内塞的下端面的中部设有向上凹陷形成的穿刺凹槽。
10.进一步地,第一接头管包括两个第一密封端部,两个第一密封端部沿第一接头管的径向方向间隔排布并与同一个第一连通腔连通。
11.进一步地,接头包括两个第一接头管,两个第一接头管沿接头座的长度方向间隔排布并均安装于同一个接头座上。
12.进一步地,第一接头管还包括第二密封端部,第一密封端部和第二密封端部沿第一接头管的径向方向间隔排布并与同一个第一连通腔连通,第二密封端部包括第二密封壳体、第二密封壳体的内侧壁沿周向围合形成的用于与输注针密封连接的第二密封腔以及与第二密封壳体的上端部一体成型的用于密封第二密封腔的上端开口的第二外密封部。
13.进一步地,接头包括第二接头管,第一接头管和第二接头管沿接头座的长度方向间隔排布并均安装于同一个接头座上,第二接头管包括用于连通输液袋的内腔的第二连通腔以及与第二连通腔连通的第三密封端部,第三密封端部包括第三密封壳体、第三密封壳体的内侧壁沿周向围合形成的用于与输注针密封连接的第三密封腔、与第三密封壳体的上端部一体成型的用于密封第三密封腔的上端开口的第三外密封部。
14.进一步地,接头包括第三接头管,第一接头管和第三接头管沿接头座的长度方向间隔排布并均安装于同一个接头座上,第三接头管包括用于连通输液袋的内腔的第三连通腔、用于连接外盖体的连接平台以及连接平台的内侧壁围合形成并与第三连通腔连通的用于连通外盖体的内腔的锥形口。
15.根据本发明的另一方面,还提供了一种输液袋,其包括上述的通孔整体式接头。
16.本发明具有以下有益效果:
17.本发明的通孔整体式接头,接头座采用注塑工艺注塑成型,第一接头管随接头座的注塑一并成型,或者第一接头管采用注塑工艺单独注塑成型后,再与接头座焊接固定,第一接头管在注塑过程中形成可与输液袋的内腔连通的第一连通腔和与第一连通腔连通的第一密封端部,以在输注针穿刺第一密封端部后,即可进行药液输注,第一密封端部由第一密封壳体、第一外密封部和内塞组成,第一密封壳体和第一外密封部在第一接头管注塑过程中一并成型,并围合形成第一密封腔,再采用注塑工艺在第一密封腔中填充形成内塞,通过内塞实现对输注针穿刺后的密封,而第一密封腔与第一连通腔连通,输注针穿刺内塞后即可进行药液输注,在穿刺前,通过第一外密封部防止内塞与外界环境接触而污染,保证输液安全,本方案的通孔整体式接头,采用先注塑成型出除内塞以外的其他部分,再注塑成型出内塞的双料注塑工艺,制造过程中一步到位,大大简化了工艺步骤,提高了生产效率,且不再需要考虑部件之间的相互装配,间接降低了注塑加工难度,且内塞的固定,主要取决于内塞与第一密封壳体两者材料基体之间的粘合相容连接,对注塑材料的强度要求低,以增
加了注塑材料的选择范围,进而在更大的范围内可选择价格相对较低的材料进行加工,从而降低生产成本,同时第一连通腔直接连通至内塞,内塞采用医用丁基胶塞制成,药液可与内塞直接接触,以舍弃了现有技术中的防止内塞与药液接触但注塑加工难度大内密封部,间接降低了注塑加工难度,通过对结构的一系列优化设计,以提高生产效率,降低注塑加工难度和生产成本,便于生产制造,实用性强,适于广泛推广和应用。
18.除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
19.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
20.图1是本发明优选实施例1的通孔整体式接头的结构示意图;
21.图2是图1所示通孔整体式接头的剖视图;
22.图3是本发明优选实施例1的通孔整体式接头的结构示意图;
23.图4是图3所示通孔整体式接头的剖视图;
24.图5是本发明优选实施例1的通孔整体式接头的结构示意图;
25.图6是图5所示通孔整体式接头的剖视图;
26.图7是本发明优选实施例1的通孔整体式接头的结构示意图;
27.图8是图7所示通孔整体式接头的剖视图;
28.图9是本发明优选实施例1的通孔整体式接头的结构示意图;
29.图10是图9所示通孔整体式接头的剖视图;
30.图11是本发明优选实施例1的通孔整体式接头的结构示意图;
31.图12是图11所示通孔整体式接头的剖视图;
32.图13是本发明优选实施例1的通孔整体式接头的结构示意图;
33.图14是图13所示通孔整体式接头的剖视图;
34.图15是本发明优选实施例1的通孔整体式接头的结构示意图;
35.图16是图15所示通孔整体式接头的剖视图;
36.图17是本发明优选实施例1的通孔整体式接头的结构示意图;
37.图18是图17所示通孔整体式接头的剖视图;
38.图19是本发明优选实施例1的通孔整体式接头的结构示意图;
39.图20是图19所示通孔整体式接头的剖视图;
40.图21是本发明优选实施例1的通孔整体式接头的结构示意图;
41.图22是图21所示通孔整体式接头的剖视图;
42.图23是本发明优选实施例1的通孔整体式接头的结构示意图;
43.图24是图23所示通孔整体式接头的剖视图。
44.图例说明:
45.100、接头座;200、第一接头管;210、第一连通腔;220、第一密封端部;221、第一密封壳体;222、第一密封腔;223、第一外密封部;224、内塞;230、第二密封端部;231、第二密封壳体;232、第二密封腔;233、第二外密封部;300、第二接头管;310、第二连通腔;320、第三密
封端部;321、第三密封壳体;322、第三密封腔;323、第三外密封部;400、第三接头管;410、第三连通腔;420、连接平台;430、锥形口。
具体实施方式
46.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由下述所限定和覆盖的多种不同方式实施。
47.图1是本发明优选实施例1的通孔整体式接头的结构示意图;图2是图1所示通孔整体式接头的剖视图;图3是本发明优选实施例1的通孔整体式接头的结构示意图;图4是图3所示通孔整体式接头的剖视图;图5是本发明优选实施例1的通孔整体式接头的结构示意图;
48.图6是图5所示通孔整体式接头的剖视图;图7是本发明优选实施例1的通孔整体式接头的结构示意图;图8是图7所示通孔整体式接头的剖视图;图9是本发明优选实施例1的通孔整体式接头的结构示意图;图10是图9所示通孔整体式接头的剖视图;图11是本发明优选实施例1的通孔整体式接头的结构示意图;图12是图11所示通孔整体式接头的剖视图;图13是本发明优选实施例1的通孔整体式接头的结构示意图;图14是图13所示通孔整体式接头的剖视图;图15是本发明优选实施例1的通孔整体式接头的结构示意图;图16是图15所示通孔整体式接头的剖视图;图17是本发明优选实施例1的通孔整体式接头的结构示意图;图18是图17所示通孔整体式接头的剖视图;图19是本发明优选实施例1的通孔整体式接头的结构示意图;图20是图19所示通孔整体式接头的剖视图;图21是本发明优选实施例1的通孔整体式接头的结构示意图;图22是图21所示通孔整体式接头的剖视图;图23是本发明优选实施例1的通孔整体式接头的结构示意图;图24是图23所示通孔整体式接头的剖视图。
49.实施例1
50.如图1-图4所示,本实施例的通孔整体式接头,包括接头座100以及与接头座100连接的第一接头管200,第一接头管200包括用于连通输液袋的内腔的第一连通腔210以及与第一连通腔210连通的第一密封端部220,第一密封端部220包括第一密封壳体221、与第一密封壳体221的上端部一体成型的第一外密封部223、第一密封壳体221的内侧壁和第一外密封部223的内侧壁围合形成的第一密封腔222,以及分别与第一密封壳体221的内侧壁和第一外密封部223的内侧壁粘合相容连接的用于采用注塑工艺填充成型于第一密封腔222内的内塞224,第一密封腔222与第一连通腔210连通,以使第一连通腔210直接连通至内塞224。具体地,本发明的通孔整体式接头,接头座100采用注塑工艺注塑成型,第一接头管200随接头座100的注塑一并成型,或者第一接头管200采用注塑工艺单独注塑成型后,再与接头座100焊接固定,第一接头管200在注塑过程中形成可与输液袋的内腔连通的第一连通腔210和与第一连通腔210连通的第一密封端部220,以在输注针穿刺第一密封端部220后,即可进行药液输注,第一密封端部220由第一密封壳体221、第一外密封部223和内塞224组成,第一密封壳体221和第一外密封部223在第一接头管200注塑过程中一并成型,并围合形成第一密封腔222,再采用注塑工艺在第一密封腔222中填充形成内塞224,通过内塞224实现对输注针穿刺后的密封,而第一密封腔222与第一连通腔210连通,输注针穿刺内塞224后即可进行药液输注,在穿刺前,通过第一外密封部223防止内塞224与外界环境接触而污染,保证输液安全,本方案的通孔整体式接头,采用先注塑成型出除内塞224以外的其他部分,再
注塑成型出内塞224的双料注塑工艺,制造过程中一步到位,大大简化了工艺步骤,提高了生产效率,且不再需要考虑部件之间的相互装配,间接降低了注塑加工难度,且内塞224的固定,主要取决于内塞224与第一密封壳体221两者材料基体之间的粘合相容连接,对注塑材料的强度要求低,以增加了注塑材料的选择范围,进而在更大的范围内可选择价格相对较低的材料进行加工,从而降低生产成本,同时第一连通腔210直接连通至内塞224,内塞224采用医用丁基胶塞制成,药液可与内塞224直接接触,以舍弃了现有技术中的防止内塞224与药液接触但注塑加工难度大内密封部,间接降低了注塑加工难度,通过对结构的一系列优化设计,以提高生产效率,降低注塑加工难度和生产成本,便于生产制造,实用性强,适于广泛推广和应用。应当理解的是,双料注塑工艺属于本领域技术人员的公知技术,此处不过多赘述。
51.本实施例中,内塞224的厚度为5mm-6mm。应当理解的是,由于内塞224采用注塑工艺填充成型,因此,内塞224的固定是否可靠,除内塞224和第一密封壳体221两者材料基体之间的粘合相容性外,也与内塞224和第一密封壳体221之间的粘合相容的面积息息相关,粘合相容的面积越大,固定越可靠。具体地,当内塞224的厚度在5mm-6mm之间时,内塞224的固定可靠,且穿刺难度适当;当内塞224的厚度小于5mm时,内塞224和第一穿刺壳体之间粘合相容的面积相对较小,内塞224在穿刺过程中存在松脱风险;当内塞224的厚度大于6mm时,输注针的穿刺难度较大,切削阻力大,易产生切削落屑,影响输液安全,且医护人员使用不方便。优选地,内塞224的厚度为5.4mm,当内塞224的厚度为5.4mm时,综合性能最佳。
52.本实施例中,第一外密封部223为易折帽或者拉环,第一外密封部223和第一密封壳体221之间设有用于便于第一外密封部223折断或者拉断以露出内塞224的易断裂结构,易断裂结构的径向尺寸小于第一密封腔222的径向尺寸。具体地,易折帽或者拉环本身就容易打开以露出内塞224,再通过易断裂结构便于易折帽折断或者拉环拉断,进一步便于医护人员打开使用。应当理解的是,易断裂结构的径向尺寸要比第一密封腔222径向尺寸小(即:比内塞224的径向尺寸小),当第一外密封部223折断或拉断时,会与内塞224断开,进而对内塞224产生作用力,而内塞224受到第一密封壳体221径向向内延伸形成的限位环的轴向限制作用,使得内塞224稳定保持于第一密封腔222内。穿刺时,也是借由内塞224与第一密封壳体221之间的粘合相容作用力,而使内塞224稳定保持于第一密封腔222内。
53.本实施例中,内塞224的下端面的中部设有向上凹陷形成的穿刺凹槽。具体地,通过穿刺凹槽减小输注针需要穿刺内塞224的厚度,以降低穿刺难度,减少切削阻力。
54.实施例2
55.如图5-图8所示,本实施例与实施例1的区别在于:第一接头管200包括两个第一密封端部220,两个第一密封端部220沿第一接头管200的径向方向间隔排布并与同一个第一连通腔210连通。具体地,通过两个第一密封端部220实现分别进行配药和输液,避免采用一个第一密封端部220进行配药和输液时一个内塞224被重复穿刺带来的污染风险。可选地,两个第一密封端部220中第一密封腔222内径大小不同,以使注塑填充形成的内塞224半径大小不同,第一密封端部220中的小内塞224用于配药,第一密封端部220中的大内塞224用于输液,通过大小两个内塞224,便于医护人员区分使用。可选地,两个第一密封端部220中的内塞224分别具有不同的颜色,便于医护人员区分使用。可选地,第一接头管200采用透明材料注塑形成,便于医护人员直接观察内塞224的大小或者颜色。优选地,大内塞224的内径
为10mm,小内塞224的内径为7mm。可选地,第一接头管200为上小下大的凸台结构,以使两个第一密封端部220之间留有足够的操作间距。
56.实施例3
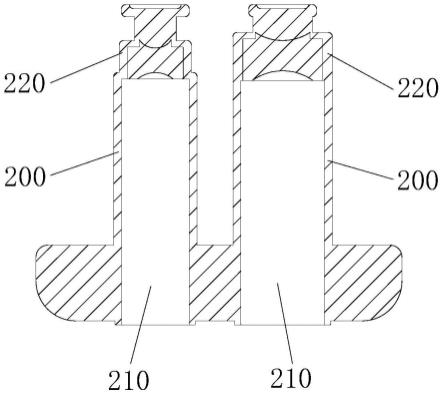
57.如图9-图12所示,本实施例与实施例1的区别在于:接头包括两个第一接头管200,两个第一接头管200沿接头座100的长度方向间隔排布并均安装于同一个接头座100上。具体地,通过两个第一接头管200实现分别进行配药和输液,避免采用一个第一接头管200配药和输液时一个内塞224被重复穿刺带来的污染风险。可选地,两个第一密封端部220中第一密封腔222内径大小不同,以使注塑填充形成的内塞224半径大小不同,第一密封端部220中的小内塞224用于配药,第一密封端部220中的大内塞224用于输液,通过大小两个内塞224,便于医护人员区分使用。可选地,两个第一密封端部220中的内塞224分别具有不同的颜色,便于医护人员区分使用。可选地,第一接头管200采用透明材料注塑形成,便于医护人员直接观察内塞224的大小或者颜色。优选地,大内塞224的内径为10mm,小内塞224的内径为7mm。可选地,第一接头管200为上小下大的凸台结构,以使两个第一密封端部220之间留有足够的操作间距。
58.实施例4
59.如图13-图16所示,本实施例与实施例1的区别在于:第一接头管200还包括第二密封端部230,第一密封端部220和第二密封端部230沿第一接头管200的径向方向间隔排布并与同一个第一连通腔210连通,第二密封端部230包括第二密封壳体231、第二密封壳体231的内侧壁沿周向围合形成的用于与输注针密封连接的第二密封腔232以及与第二密封壳体231的上端部一体成型的用于密封第二密封腔232的上端开口的第二外密封部233。具体地,第一密封端部220用于配药,第二密封端部230用于输液,第二密封腔232实现对输注针的穿刺导向,且第二密封腔232的内径与输注针的外径过盈配合,以实现输注针穿刺后的密封,通过第二外密封部233密封第二密封腔232的上端开口,以防止第二密封腔232被外界环境污染,且第二外密封部233和第二密封壳体231一体成型,结构稳定性好,密封可靠,即使药液进入第二密封腔232中也无法泄漏。应当理解的是,内塞224是影响接头密封性的关键部分,其价格往往相对昂贵,但本方案通过与输注针过盈配合的第二密封腔232,实现穿刺输液后的密封,以在不使用内塞224的情况下实现穿刺输液时的密封,大大降低了接头的制造成本。应当理解的是,在进行输注针穿刺时或者拔出时,输液袋正放,以防止药液泄漏,输注过程中,输液袋倒挂,以利用重力自然输注。可选地,第二外密封部233为易折帽或者拉环,以便于医护人员打开。可选地,第一接头管200为上小下大的凸台结构,以使第一密封端部220和第二密封端部230之间留有足够的操作间距。
60.实施例5
61.如图17-图20所示,本实施例与实施例1的区别在于:接头包括第二接头管300,第一接头管200和第二接头管300沿接头座100的长度方向间隔排布并均安装于同一个接头座100上,第二接头管300包括用于连通输液袋的内腔的第二连通腔310以及与第二连通腔310连通的第三密封端部320,第三密封端部320包括第三密封壳体321、第三密封壳体321的内侧壁沿周向围合形成的用于与输注针密封连接的第三密封腔322、与第三密封壳体321的上端部一体成型的用于密封第三密封腔322的上端开口的第三外密封部323。具体地,第一接头管200用于配药,第二接头管300用于输液,第二接头管300通过第三密封端部320实现输
注针穿刺时的密封,通过第二连通腔310连通输液袋的内腔,实现药液输注,通过第三密封腔322实现对输注针的穿刺导向,且第三密封腔322的内径与输注针的外径过盈配合,以实现输注针穿刺后的密封,通过第三外密封部323密封第三密封腔322的上端开口,以防止第三密封腔322被外界环境污染,且第三外密封部323和第三密封壳体321一体成型,结构稳定性好,密封可靠,即使药液进入第二密封腔232中也无法泄漏。应当理解的是,内塞224是影响接头密封性的关键部分,其价格往往相对昂贵,但本方案通过与输注针过盈配合的第三密封腔322,实现穿刺输液后的密封,以在不使用内塞224的情况下实现穿刺输液时的密封,大大降低了接头的制造成本。应当理解的是,在进行输注针穿刺时或者拔出时,输液袋正放,以防止药液泄漏,输注过程中,输液袋倒挂,以利用重力自然输注。可选地,第三外密封部323为易折帽或者拉环,以便于医护人员打开。可选地,第一接头管200和第二接头管300均为上小下大的凸台结构,以使第一密封端部220和第三密封端部320之间留有足够的操作间距。
62.实施例6
63.如图21-图24所示,本实施例与实施例1的区别在于:接头包括第三接头管400,第一接头管200和第三接头管400沿接头座100的长度方向间隔排布并均安装于同一个接头座100上,第三接头管400包括用于连通输液袋的内腔的第三连通腔410、用于连接外盖体的连接平台420以及连接平台420的内侧壁围合形成并与第三连通腔410连通的用于连通外盖体的内腔的锥形口430。具体地,第一接头管200用于配药,第三接头管400用于输液,第三接头管400通过第三连通腔410连通输液袋的内腔,通过连接平台420连接外盖体,通过锥形口430连通外盖体的内腔,确保输注针稳定穿刺,实现药液输注。应当理解的是,通过第三接头管400与现有技术中不同结构和形式的盖体连接,以根据不同的需求进行制造装配,提高了适用范围。
64.本实施例的输液袋,包括上述任一实施例中的通孔整体式接头。具体地,通过采用通孔整体式接头密封输液袋的开口,由于通孔整体式接头通过一系列的优化设计,提高了生产效率,降低了注塑加工难度和生产成本,适于生产制造,间接降低了输液袋的成本,实用性强,适于广泛推广和应用。
65.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1