一种基于极片识别不同型号切割组件的电动吻合器的制作方法
1.本发明涉及医疗器械技术领域,尤其涉及一种智能识别不同型号切割组件的电动吻合器。
背景技术:
2.电动吻合器根据不同需求,其枪身组件需装配不同长度型号的切割组件。目前市面上的电动吻合器要识别不同型号的切割组件,需要操作者手动调整切换型号,然后再利用枪身上附带的切割组件识别芯片或识别驱动做再次确认,该方法增加了使用者的操作步骤,过多的操作容易由于操作者的失误造成错误识别。
3.中国专利cn103622727a公开了一种外科用的电动智能吻合器,包括电动智能驱动组件以及可更换的缝合执行组件,电动智能驱动组件设置在枪式外壳内,外壳上设有电源开关,外壳内设有主控电路板、齿轮箱、抵钉座打开/闭合电机以及击发电机。为了达到智能识别功能,需要定制配套的缝合执行组件,还需要吻合器上设计配合缝合执行组件的第一推杆、第二推杆、id标示模块与快速接口以及智能驱动组件辅助识别,智能驱动组件包括数据存储装置、能和计算机无线连接的无线通信模块以及16v的锂聚合物电池。吻合器的使用者需要进行多步操作,首先要将缝合执行组件推入抵钉座中,推动第一推杆、再推动第二推杆至缝合执行组件能够与吻合器连接,还要确认i d标示模块与快速接口是否错位,接着要打开电脑上的智能识别程序,等待无线通信模块与电脑的连接,等待程序u i显示缝合执行组件的型号并确认,才能开始手术。吻合器与缝合执行组件的操作复杂、操作时间较长容易导致操作失误,吻合器的制造成本高,装载了驱动和无线通信模块过于大材小用,还使得吻合器过于笨重。
4.中国专利cn201811534224公开了一种电动腔内切割吻合器,包括吻合器本体和多种规格的切割组件,不同的切割组件具有不同的切割行程,切割组件设有用于与所述吻合器本体配合连接的行程识别部,行程识别部具有与所述切割行程一一对应的装配长度,所述行程识别部的外周部设有至少一个用于在其装配到位时锁死所述行程识别部的限位部;所述吻合器本体设有用于与所述限位部配合锁死的限位槽。该吻合器所使用的识别切割组件的方法是给每个型号的切割组件设计不同长度的行程识别部,在吻合器上根据不同的行程识别部设计不同位置的限位槽。其中限位部和限位槽由行程识别部、限位触点、挡套、弹性触片、弹性件、压盖与行程滑块组成,该方案使用的识别切割组件的方法与本发明类似,但是使用了过多的弹性件,容易由于弹性件老化使得吻合器错误识别,而且没有采用智能辅助识别,仅靠操作者操作识别,容易发生操作失误。
技术实现要素:
5.本发明的目的在于:设计一种基于极片识别不同型号切割组件的电动吻合器,在更换切割组件时能够快速的自动智能识别,不需要任何附加动作。
6.本发明通过如下技术方案实现:
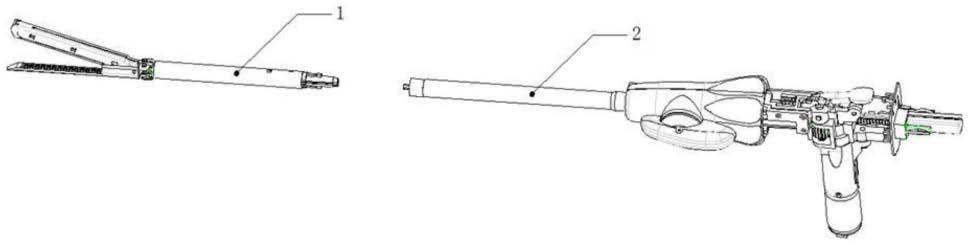
7.一种智能识别不同型号切割组件的电动吻合器,包括枪身组件2和切割组件1;切割组件1安装于枪身组件2,切割组件1根据长度至少有两种型号;
8.切割组件1的尾部设有连接部13,所述连接部13的尾端设有识别极片12;
9.所述枪身组件2的前端设有触点开关组件22,所述触点开关组件上设有至少两个触点221;枪身组件2中设有与触点221连接的控制板;
10.其中,枪身组件2和切割组件1完成安装后,不同型号的切割组件1中的识别极片12形状不同,使其与触点开关组件22中触点221接触的数量或/和位置均不同;控制板通过判定与识别极片12接触的触点221数量或/和位置识别切割组件1的型号。
11.较之前技术而言,本发明的有益效果为:
12.1.与现有的电动吻合器机构相比,整体结构更为简单,电动吻合器改动小,方便生产加工且成本低廉。
13.2.通过识别极片与触点形成的排列组合式搭配,最大程度提高识别不同切割组件型号的数量。
附图说明
14.图1为电动吻合器与切割组件的整体结构示意图;
15.图2为切割组件的结构示意图;
16.图3为图2中a部的放大图;
17.图4为枪身组件的爆炸图;
18.图5为图4中b部的放大图;
19.图6为不同型号切割组件对应不同规格识别极片的对比图;
20.图7枪身组件与多组切割组件对应的示意图;
21.图8枪身组件未完全装入切割组件状态下,识别极片未触碰到触点开关组件,触点开关数量为0个的示意图;
22.图9规格1切割组件装入枪身组件后触点开关组件的触点数为1个的示意图;
23.图10规格2切割组件装入枪身组件后触点开关组件的触点数为2个的示意图;
24.图11规格3切割组件装入枪身组件后触点开关组件的触点数为3个的示意图;
25.图12规格4切割组件装入枪身组件后触点开关组件的触点数为4个的示意图。
26.标号说明:1切割组件、2枪身组件、11切割主体、12识别极片、13连接部、22触点开关组件、221触点、23控制板、24导线、221触点、31定位凸块、32定位滑槽。
具体实施方式
27.下面结合附图说明对本发明做详细说明,但本发明的保护内容不局限于以下所述:
28.如图1-7所示:一种智能识别不同型号切割组件的电动吻合器,包括枪身组件2和切割组件1;切割组件1安装于枪身组件2,切割组件1根据长度至少有两种型号;
29.切割组件1的尾部设有连接部13,所述连接部13的尾端设有识别极片12;
30.所述枪身组件2的前端设有触点开关组件22,所述触点开关组件上设有至少两个触点221;枪身组件2中设有与触点221连接的控制板23;
31.其中,枪身组件2和切割组件1完成安装后,不同型号的切割组件1中的识别极片12形状不同,使其与触点开关组件22中触点221接触的数量或/和位置均不同;控制板通过判定与识别极片12接触的触点221数量或/和位置识别切割组件1的型号。
32.本案子的核心在于,触点221设计多个,通过对不同型号的切割组件1搭配不同形状的识别极片12,使得不同型号的识别极片12与触点开关组件22中触点221接触的数量或/和位置均不同,控制板23通过与识别极片12接触的触点221排列组合形式,最终实现对切割组件1的型号判定。
33.需要说明的是,理论上,触点的数量越多,基于排列组合原理,能够识别的切割组件1型号也越多。
34.这里的控制板23和触点221之间通过导线24连接。
35.所述触点开关组件22呈环形,所述触点221呈环形阵列分布于触点开关组件22上。考虑到枪身组件2前端的中部需要留下通道,所以触点开关组件22呈环形围绕在通道周围,相应的触点221呈环形阵列分布于触点开关组件22上。
36.考虑到所述识别极片12呈弧形。触点开关组件22呈环形,一般在设计时,也会考虑设计为识别极片12呈弧形。即识别极片12为弧形的片状结构。
37.所述识别极片12呈与触点221大小对应的块状。这里可以根据具体情况限定识别极片12的形状,除了上述的弧形,亦可设计为块状;混着可以考虑二者混搭。
38.切割组件1的连接部13上设有定位凸块31,枪身组件2的前端设有与定位凸块配合的定位滑槽32。为了确保识别极片12呈与触点221的对应关系正确,可以考虑增加定位凸块31和定位滑槽32,确保枪身组件2和切割组件1完成安装后,指定型号切割组件1的识别极片12与触点对应的唯一性。
39.下面结合具体实施例对本发明进行说明:
40.如图8-12所述,通过在触点开关组件22搭配四个触点,触点呈现环形阵列分布,相应的,这里选择了四组不同型号的切割组件1,切割组件1的长度均不相同,其中1号切割组件最短,4号切割组件最长;识别极片12设置为弧形,弧形的识别极片12根据不同的切割组件型号,其弧度不同;这里的弧度分别为80
°
、170
°
、260
°
、340
°
;确保了四组不同型号的切割组件1分别对应不同数量的触点。最后通过控制板23接收到的触点信号,识别切割组件1的型号。
41.尽管本发明采用具体实施例及其替代方式对本发明进行示意和说明,但应当理解,只要不背离本发明的精神范围内的各种变化和修改均可实施。因此,应当理解除了受随附的权利要求及其等同条件的限制外,本发明不受任何意义上的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1