一种3D打印骨植入物表面多级微米结构的制备方法与流程
一种3d打印骨植入物表面多级微米结构的制备方法
技术领域
1.本发明涉及人工假体技术领域,具体来说,涉及一种3d打印骨植入物表面多级微米结构的制备方法。
背景技术:
2.近年来,3d打印成型技术在各领域都得到了大量研究及发展。由于3d打印技术具有快速成型、个性化定制等优点,3d打印骨植入体取代人体受损骨组织成为生物医疗领域的重要部分。但是3d打印成型的钛合金植入体仍然存在传统成型钛合金植入体的弊端,即具有表面生物活性低,不能主动诱导骨生成等缺点。
技术实现要素:
3.针对上述背景技术中存在的问题,本发明提出一种3d打印骨植入物表面多级微米结构的制备方法。其具有较好的亲水性并提高了生物活性。
4.本发明的技术方案是这样实现的,
5.一种3d打印骨植入物表面多级微米结构的制备方法,具体包括以下步骤:
6.步骤1,准备3d打印的钛合金骨植入体,其中,钛合金骨植入体上骨小梁多孔结构的孔径为:500
±
300μm;骨小梁多孔结构的丝径为:500
±
200μm;骨小梁多孔结构孔隙率:50%~80%;
7.步骤2,将钛合金骨植入体依次用分析纯丙酮、酒精和去离子水超声清洗各10min,再放入干燥箱内烘干;
8.步骤3,烘干后的钛合金骨植入体表面进行喷砂处理;
9.步骤4,将喷砂处理后的钛合金骨植入体置于酸蚀液中进行酸蚀处理,酸蚀处理的温度为20~60℃,酸蚀处理的时间为10~40min。所述酸蚀液的成分为盐酸、硝酸、氢氟酸、酸雾抑制剂及水,其中盐酸、硝酸、氢氟酸和水的体积比为(2~5):(1~4):(1~2):(4~10),酸雾抑制剂的质量分数为0.1%~0.8%;
10.步骤5,将经过酸蚀处理的钛合金骨植入体分别在无水乙醇和去离子水中超声清洗多次,每次清洗至少10min;
11.步骤6,将在步骤5中清洗多次的钛合金骨植入体置于碱液中浸泡5~20h,浸泡温度为5~60℃,碱液浓度为1~10mol/l;碱处理后,使其水接触角介于30
°
~70
°
之间;
12.步骤7,将经过碱处理的钛合金骨植入体分别在无水乙醇和去离子水中再次超声清洗多次,每次清洗至少10min。
13.进一步的,步骤3中的喷砂处理具体如下:
14.采用混合喷砂介质,其混合喷砂介质的组成为白刚玉、二氧化钛、金红石砂和氧化铝,且白刚玉、二氧化钛、金红石砂和氧化铝均为20~100目;喷砂压力为2~8bar,喷砂时间为20~120s。
15.与现有技术相比,本发明具有如下有益效果:
16.1、本发明涉及的材料为3d打印钛合金,可解决现有的喷砂酸蚀工艺不适用于3d打印材料,不能在3d打印材料的表面制备出多级微孔结构的问题。
17.2、发明制备的表面微孔结构,主要为提高表面粗糙度,并具备较好亲水性,有利于成骨细胞的附着、增殖和生长。
18.3、本发明中的喷砂处理所采用的喷料为不同种类不同粒径的混合物,可在材料表面形成较深的多级凹坑结构,对细胞的黏附、增殖及成骨细胞的分化效果更好。
19.4、本发明中的酸蚀处理加入了酸雾抑制剂,可解决现有技术中酸蚀液的大量挥发对环境、操作人员的侵害。
20.5、本发明中的酸蚀处理可在3d打印材料表面制备出较深的孔洞结构,进一步增加比表面积,增大粗糙度。
21.6、本发明中的碱处理可改善植入体表面疏水性,使之具有较好的亲水性,提高生物活性。
附图说明
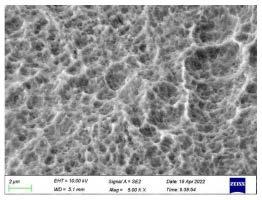
22.图1为本发明实施例1中钛合金骨植入体的扫描电镜图。
23.图2为本发明实施例2中钛合金骨植入体的扫描电镜图。
24.图3为本发明实施例3中钛合金骨植入体的扫描电镜图。
25.图4为本发明实施例4中钛合金骨植入体的扫描电镜图。
26.图5是本发明实施例1中钛合金骨植入体喷砂酸蚀前的扫描电镜图。
27.图6是本发明实施例1中钛合金骨植入体喷砂酸蚀后的扫描电镜图。
28.图7是本发明实施例1至实施例4的喷砂酸蚀后的水接触角对比图。
具体实施方式
29.下面结合附图和具体实施例对本发明进行详细说明。
30.一种3d打印骨植入物表面多级微米结构的制备方法,具体包括以下步骤:
31.步骤1,准备3d打印的钛合金骨植入体,其中,钛合金骨植入体上骨小梁多孔结构的孔径为:500
±
300μm;骨小梁多孔结构的丝径为:500
±
200μm;骨小梁多孔结构孔隙率:50%~80%;
32.步骤2,将钛合金骨植入体依次用分析纯丙酮、酒精和去离子水超声清洗各10min,再放入干燥箱内烘干;
33.步骤3,烘干后的钛合金骨植入体表面进行喷砂处理;
34.步骤4,将喷砂处理后的钛合金骨植入体置于酸蚀液中进行酸蚀处理,酸蚀处理的温度为20~60℃,酸蚀处理的时间为10~40min。所述酸蚀液的成分为盐酸、硝酸、氢氟酸、酸雾抑制剂及水,其中盐酸、硝酸、氢氟酸和水的体积比为(2~5):(1~4):(1~2):(4~10),酸雾抑制剂的质量分数为0.1%~0.8%;
35.步骤5,将经过酸蚀处理的钛合金骨植入体分别在无水乙醇和去离子水中超声清洗多次,每次清洗至少10min;
36.步骤6,将在步骤5中清洗多次的钛合金骨植入体置于碱液中浸泡5~20h,浸泡温度为5~60℃,碱液浓度为1~10mol/l;碱处理后,使其水接触角介于30
°
~70
°
之间;
37.步骤7,将经过碱处理的钛合金骨植入体分别在无水乙醇和去离子水中再次超声清洗多次,每次清洗至少10min。
38.进一步的,步骤3中的喷砂处理具体如下:
39.采用混合喷砂介质,其混合喷砂介质的组成为白刚玉、二氧化钛、金红石砂和氧化铝,且白刚玉、二氧化钛、金红石砂和氧化铝均为20~100目;喷砂压力为2~8bar,喷砂时间为20~120s。
40.下面为更具体的实施例:
41.实施例1
42.(1)准备3d打印钛合金骨植入体,其中骨小梁多孔结构的孔径为:500
±
300μm;骨小梁多孔结构的丝径为:500
±
200μm;骨小梁多孔结构孔隙率:50%~80%。
43.(2)预清洗:取3d打印钛合金骨植入体,依次用分析纯丙酮、酒精和去离子水超声清洗各10min,放入干燥箱内烘干后保存备用。
44.(3)喷砂处理:将清洗后的3d打印钛合金骨植入体表面进行喷砂处理,所述喷砂处理采用不同种类不同粒径的混合喷砂介质,其组成为20~40目的白刚玉、二氧化钛、金红石砂、氧化铝的混合物,喷砂压力为4bar,喷砂时间为20s。
45.(4)酸蚀处理:取喷砂处理后的骨植入体,置于酸蚀液中进行酸蚀处理,酸蚀处理的温度为45℃,酸蚀处理的时间为20min。所述酸蚀液的成分为盐酸、硝酸、氢氟酸、酸雾抑制剂及水,其中盐酸、硝酸、氢氟酸和水的体积比为2:1:1:8,酸雾抑制剂的质量分数为0.2%。
46.(5)二次清洗:将经过酸蚀处理的3d打印骨植入假体分别在无水乙醇和去离子水中超声清洗多次,每次清洗至少10min。
47.(6)碱处理:将清洗后的3d打印骨植入假体在氢氧化钠溶液中浸泡10h,浸泡温度为55℃,碱液浓度为6mol/l。碱处理后,水接触角介于30~70
°
之间,为促进细胞黏附较佳的接触角范围,能加快细胞的贴壁。
48.(7)三次清洗:将经过碱处理的3d打印骨植入假体分别在无水乙醇和去离子水中超声清洗多次,每次清洗至少10min。
49.实施例1的钛合金骨植入体的扫描电镜图如图1所示。
50.参照图5和图6,喷砂前后的扫描电镜图。
51.实施例2
52.(1)准备3d打印钛合金骨植入体,其中骨小梁多孔结构的孔径为:500
±
300μm;骨小梁多孔结构的丝径为:500
±
200μm;骨小梁多孔结构孔隙率:50%~80%。
53.(2)预清洗:取3d打印钛合金骨植入体,依次用分析纯丙酮、酒精和去离子水超声清洗各10min,放入干燥箱内烘干后保存备用。
54.(3)喷砂处理:将清洗后的3d打印钛合金骨植入体表面进行喷砂处理,所述喷砂处理采用不同种类不同粒径的混合喷砂介质,其组成为40~60目的白刚玉、二氧化钛、金红石砂、氧化铝的混合物,喷砂压力为4bar,喷砂时间为30s。
55.(4)酸蚀处理:取喷砂处理后的骨植入体,置于酸蚀液中进行酸蚀处理,酸蚀处理的温度为45℃,酸蚀处理的时间为25min。所述酸蚀液的成分为盐酸、硝酸、氢氟酸、酸雾抑制剂及水,其中盐酸、硝酸、氢氟酸和水的体积比为2:2:1:8,酸雾抑制剂的质量分数为
0.2%。
56.(5)二次清洗:将经过酸蚀处理的3d打印骨植入假体分别在无水乙醇和去离子水中超声清洗多次,每次清洗至少10min。
57.(6)碱处理:将清洗后的3d打印骨植入假体在碱液中浸泡8h,浸泡温度为60℃,碱液浓度为8mol/l。碱处理后,水接触角介于30~70
°
之间,为促进细胞黏附较佳的接触角范围,能加快细胞的贴壁。
58.(7)三次清洗:将经过碱处理的3d打印骨植入假体分别在无水乙醇和去离子水中超声清洗多次,每次清洗至少10min。
59.实施例2的钛合金骨植入体的扫描电镜图如图2所示。
60.实施例3
61.(1)准备3d打印钛合金骨植入体,其中骨小梁多孔结构的孔径为:500
±
300μm;骨小梁多孔结构的丝径为:500
±
200μm;骨小梁多孔结构孔隙率:50%~80%。
62.(2)预清洗:取3d打印钛合金骨植入体,依次用分析纯丙酮、酒精和去离子水超声清洗各10min,放入干燥箱内烘干后保存备用。
63.(3)喷砂处理:将清洗后的3d打印钛合金骨植入体表面进行喷砂处理,所述喷砂处理采用不同种类不同粒径的混合喷砂介质,其组成为60~80目的白刚玉、二氧化钛、金红石砂、氧化铝的混合物,喷砂压力为3bar,喷砂时间为25s。
64.(4)酸蚀处理:取喷砂处理后的骨植入体,置于酸蚀液中进行酸蚀处理,酸蚀处理的温度为50℃,酸蚀处理的时间为30min。所述酸蚀液的成分为盐酸、硝酸、氢氟酸、酸雾抑制剂及水,其中盐酸、硝酸、氢氟酸和水的体积比为1:2:1:6,酸雾抑制剂的质量分数为0.15%。
65.(5)二次清洗:将经过酸蚀处理的3d打印骨植入假体分别在无水乙醇和去离子水中超声清洗多次,每次清洗至少10min。
66.(6)碱处理:将清洗后的3d打印骨植入假体在碱液中浸泡10h,浸泡温度为55℃,碱液浓度为10mol/l。碱处理后,水接触角介于30~70
°
之间,为促进细胞黏附较佳的接触角范围,能加快细胞的贴壁。
67.(7)三次清洗:将经过碱处理的3d打印骨植入假体分别在无水乙醇和去离子水中超声清洗多次,每次清洗至少10min。
68.实施例3的钛合金骨植入体的扫描电镜图如图3所示。
69.实施例4
70.(1)准备3d打印钛合金骨植入体,其中骨小梁多孔结构的孔径为:500
±
300μm;骨小梁多孔结构的丝径为:500
±
200μm;骨小梁多孔结构孔隙率:50%~80%。
71.(2)预清洗:取3d打印钛合金骨植入体,依次用分析纯丙酮、酒精和去离子水超声清洗各10min,放入干燥箱内烘干后保存备用。
72.(3)喷砂处理:将清洗后的3d打印钛合金骨植入体表面进行喷砂处理,所述喷砂处理采用不同种类不同粒径的混合喷砂介质,其组成为20~40目的白刚玉、二氧化钛、金红石砂、氧化铝的混合物,喷砂压力为3bar,喷砂时间为20s。
73.(4)酸蚀处理:取喷砂处理后的骨植入体,置于酸蚀液中进行酸蚀处理,酸蚀处理的温度为50℃,酸蚀处理的时间为20min。所述酸蚀液的成分为盐酸、硝酸、氢氟酸、酸雾抑
制剂及水,其中盐酸、硝酸、氢氟酸和水的体积比为2:2:2:10,酸雾抑制剂的质量分数为0.2%。
74.(5)二次清洗:将经过酸蚀处理的3d打印骨植入假体分别在无水乙醇和去离子水中超声清洗多次,每次清洗至少10min。
75.(6)碱处理:将清洗后的3d打印骨植入假体在碱液中浸泡15h,浸泡温度为60℃,碱液浓度为6mol/l。碱处理后,水接触角介于30~70
°
之间,为促进细胞黏附较佳的接触角范围,能加快细胞的贴壁。
76.(7)三次清洗:将经过碱处理的3d打印骨植入假体分别在无水乙醇和去离子水中超声清洗多次,每次清洗至少10min。
77.实施例4的钛合金骨植入体的扫描电镜图如图4所示。
78.实施例1至实施例4的喷砂酸蚀后的水接触角对比图如图7所示。
79.以上所述仅为本发明创造的实施例,但本发明创造并不限于所述实施例。熟悉本领域的技术人员在不违背本发明创造精神和原则的前提下还可做出种种的等同的变型或替换,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1