用于对治疗辐射准直的薄片和准直器的制作方法
本技术涉及一种用于对治疗辐射准直的薄片。本技术还涉及一种准直器和一种用于制造用于对治疗辐射准直的薄片的方法。
背景技术:
1、已知的是,例如为肿瘤治疗或也为治疗良性疾病,例如足跟骨刺、网球肘、肩痛、不同关节的关节炎或脊柱血管瘤执行放射疗法。在此,治疗辐射被发出到检查对象的治疗区域上,例如肿瘤或所涉及的肢体上。在此,治疗辐射尤其能够是借助线性加速器产生的高能电磁辐射,尤其是x射线辐射。替选地,治疗辐射能够是粒子辐射,尤其是质子辐射或重离子辐射或α辐射等。
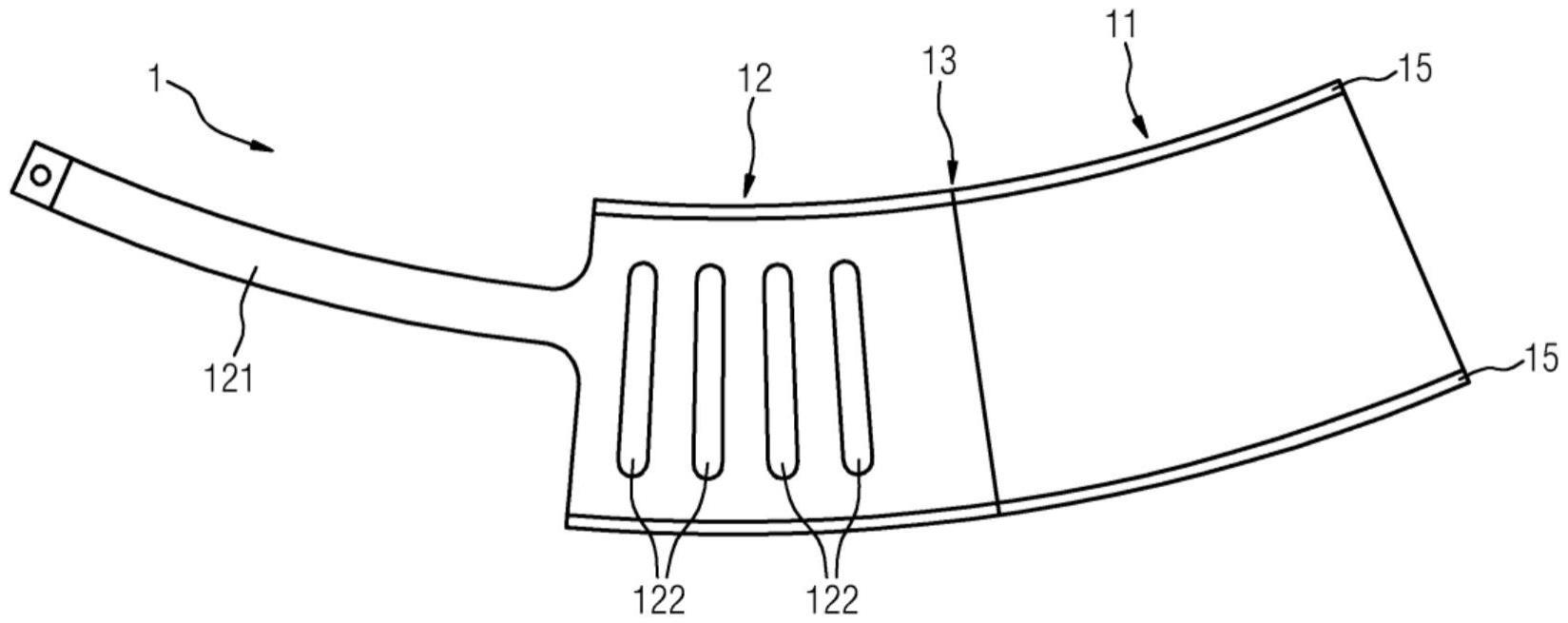
2、在此,可照射的区域由治疗辐射的射线场限界。为了保护检查对象的在射线场之内的、但是在治疗区域之外的周围组织和/或器官免受治疗辐射,治疗辐射在放射治疗时准直。为此,典型地,多个薄片在位于治疗辐射源和检查对象之间的射线场中设置或定向为,使得仅射线场中的要照射的治疗区域不被薄片覆盖。多个薄片中的一个薄片在此构成为用于,将治疗辐射大幅衰减或吸收,使得射线负荷或治疗辐射在薄片后方的强度能够是可忽略不计地低的。“后方”在此描述了从治疗辐射源的角度看的设置。尤其,检查对象设置在薄片“后方”。尤其,因此薄片的定位在治疗辐射的辐线场中的区域,这在下文中称为准直区域,必须由衰减治疗辐射的材料构成。为此,薄片典型地由钨或包含钨的化合物或钨化合物构成。
3、为了能够精确地设置或调节薄片,薄片典型地包括保持区域,薄片能够借助所述保持区域与调节装置耦联。调节装置在此构成为用于,将薄片进而尤其是准直区域精确地在射线场中设置或调节。
4、为了在调节或定位或设置薄片时确保足够的精度以及对检查对象的健康组织和/或器官的充分覆盖,在一些应用中,薄片必须生产成直至5μm的精度。尤其,在一些应用中,薄片必须生产成直至0.2μm的精度。这典型地通过借助于金属丝腐蚀从块中切出薄片来实现。薄片在此通常为2-3mm厚。薄片的厚度描述薄片在垂直于治疗辐射的射线方向的方向上的扩展。通过薄片的高度来描述薄片垂直于厚度并且平行于辐线方向的扩展。
5、钨由于其特性难以与其它材料接合。尤其,例如与钢或铜相比,钨具有低的热膨胀系数或热系数。为了防止热量输入,例如由于薄片的金属丝腐蚀造成的热量输入引起在薄片中的应力,薄片典型地由唯一的材料构成,即准直区域的材料,尤其是钨或钨化合物。
6、因此,薄片的准直区域和保持区域典型地由相同的材料制成,尤其由钨或钨化合物制成。然而不必要的是,保持区域也由钨或钨化合物制成,因为保持区域没有设置在光路中并且不必构成为用于衰减治疗辐射。因为钨是非常昂贵的材料,所以非常感兴趣的是,仅准直区域由钨或钨化合物制成。
7、us 2017/0148536 a1描述了一种薄片,其中薄片的保持区域包括围绕准直区域的框架,在所述框架中围住钨板。为此,必须首先单独地生产各个部件、包括框架的保持区域和钨板,并且随后接合。通过在薄片的制造结束时的接合,无法满足上文提及的精度要求。再修整在此是不可行的。
技术实现思路
1、因此,本实用新型的目的是,提供一种薄片,其保持区域由与准直区域不同的材料构成,其中能够遵循上文提及的精度要求。
2、所述目的通过一种用于准直治疗辐射的薄片、一种准直器和一种用于制造用于准直治疗辐射的薄片的方法来实现。在以下的说明书中详述了有利的改进方案。
3、下面关于要求保护的设备和关于要求保护的方法来描述所述目的的根据本实用新型的解决方案。在此所提及的特征、优点或替选的实施方式同样也能够转用于其它要求保护的主题,并且反之亦然。换言之,实体实施例(其例如针对设备)也能够借助结合方法描述或要求保护的特征来改进。该方法的相应的功能特征在此通过相应的实体模块构成。
4、本实用新型涉及一种用于准直治疗辐射的薄片。薄片包括由第一材料构成的准直区域和由第二材料构成的保持区域。在此,准直区域和保持区域彼此压合。在此,第一材料构成为用于准直治疗辐射。在此,保持区域能够与用于调节薄片的调节装置耦联。
5、在本实用新型的一个特别优选的实施方案中,治疗辐射是x射线辐射。x射线辐射描述具有高于100ev的能量的电磁辐射。x射线辐射尤其能够为了放射治疗被准直。在放射治疗中,用超硬或超高能的x射线辐射(>1mev)来照射检查对象的治疗区域。尤其,能够用具有大于或等于6mev的能量的x射线辐射来照射治疗区域。
6、在一个替选的实施方案中,用于放射治疗的治疗辐射能够是粒子辐射,尤其是质子辐射或重离子辐射或α辐射等。
7、在放射治疗中,例如能够通过用治疗辐射进行照射来治疗肿瘤或足跟骨刺、网球肘、肩痛、不同关节的关节炎、脊柱血管瘤等。为此,检查对象、尤其是患者定位在治疗辐射的射线场中。在此,检查对象尤其能够是人或动物。检查对象在此定位为,使得要治疗的区域或治疗区域设置在射线场中。射线场描述在垂直于治疗辐射的传播方向的平面中能够用治疗辐射照射的区域。尤其,射线场描述在检查对象上或在检查对象的平面中的可照射的区域。射线场在此通过治疗辐射的传播来限制。治疗辐射的传播通过光路描述。光路到检查对象的平面上的投影能够描述射线场。治疗辐射在此由源发出。当治疗辐射是x射线辐射时,源是x射线源。尤其,x射线源能够是线性加速器。
8、薄片构成为用于准直治疗辐射。尤其,治疗辐射能够借助多于一个薄片准直。为此,薄片设置在检查对象和源之间。通过对治疗辐射的准直,射线场借助薄片成形为,使得定位在射线场内的与治疗区域邻接的组织和/或器官通过薄片来屏蔽治疗辐射。换言之,通过将薄片设置或定位在光路中,能够在检查对象上成形被照射的区域。换言之,射线场通过至少一个薄片限制于被照射的区域。尤其,射线场被限制为,使得实际被照射的区域对应于治疗区域。该步骤称为“准直”。
9、在治疗辐射通过薄片准直时,治疗辐射的强度在穿透薄片时被衰减,使得治疗辐射在薄片后方的强度是可忽略不计地小的。对于x射线辐射,在iec 60601-2-1(2016)中预设了用于在1mev至50mev的范围内的电子加速器的标准。尤其,在章节201.10.1.2.103.2.1a中预设:x射线辐射在薄片后方的强度应最大为输入强度的2%。在本实用新型的实施方案中,薄片能够构成为,使得x射线辐射在薄片后方的强度被衰减到输入强度的最大1%。
10、在薄片的“后方”在此涉及从源的位置起观察薄片。薄片在此设置为,使得治疗辐射至少在准直区域的一部分中穿透薄片。为此,薄片的准直区域沿治疗辐射的射线方向或传播方向扩展。尤其,薄片在射线方向上的扩展在下文中称为薄片的“高度”。尤其,准直区域能够沿射线方向具有在5cm和8cm之间的扩展。尤其,薄片在射线方向上的扩展能够是5cm、5.5cm、6cm、6.5cm、7cm、7.5cm或8cm。薄片的准直区域因此构成为用于,至少部分地设置在治疗辐射的光路中。
11、垂直于高度进而垂直于光路,薄片能够具有在0.5mm和1cm之间的扩展。尤其,薄片能够垂直于高度和垂直于光路具有在1mm和5mm之间的扩展。这种扩展在下文中称为薄片的“厚度”。尤其,薄片的厚度能够在2mm和3mm之间。
12、保持区域构成为用于与调节装置耦联。保持区域和准直区域在此相互连接,尤其相互压合。通过借助调节装置调节保持区域,能够将准直区域调节或设置或定位在光路中,以限制射线场。
13、准直区域在此由第一材料构成,而保持区域由第二材料构成。在此,第一材料和第二材料彼此不同。准直区域和保持区域在此被相互压合。换言之,薄片包括压合部位,在所述压合部位处,准直区域和保持区域相互连接。换言之,薄片包括在准直区域与保持区域之间的压合部位。换言之,在压合部位处,保持区域的接触面与准直区域的接触面连接或压合。
14、压合部位尤其构成为,使得能够确保在第一和第二材料之间的稳定的连接。尤其,压合部位构成为,使得在第一和第二材料的压合部位处在薄片内不会出现固有应力或应力,或者所述固有应力或应力是最小的。尤其,压合部位构成为,使得例如通过金属丝腐蚀而输入到薄片中的热量,在压合部位处在第一和第二材料之间不引起(固有)应力或仅引起小的(固有)应力。尤其,压合部位构成为,使得补偿由第一和第二材料的不同的(热)膨胀系数引起的应力。替选地或附加地,压合部位构成为耐热的。尤其,压合部位构成为,使得其在金属丝腐蚀时承受超过1000℃的短时温度。替选地或附加地,压合部位构成为,在铣削或铣出薄片时承受直至30n/mm^2的力作用。尤其,压合部位能够构成为,使得所述压合部位承受直至50n/mm^2的力作用。
15、第一和/或第二材料在此满足以下标准中的至少一个:耐辐射性(尤其是直至约250kgy),至少在15℃和50℃之间的使用温度,对金属丝腐蚀的适用性(尤其是小于100ωcm的比电阻),至少为50hv(尤其是至少70hv,尤其是至少75hv)的硬度,易切性,高的耐腐蚀性。尤其,第一和/或第二材料能够满足所有这些标准。
16、发明人已经认识到,通过对于保持区域和准直区域使用不同的材料,能够使薄片的材料成本最小化。尤其,发明人已经认识到,对第二材料关于衰减治疗辐射的要求低于对第一材料的要求。尤其,发明人已经认识到,因此对于保持区域能够选择更低成本的材料作为第二材料。发明人还已经认识到,第二材料能够比第一材料更轻。以这种方式,能够减轻薄片的重量。这尤其能够简化薄片的可处理性。发明人已经认识到,通过压合,即使第一材料和第二材料的热膨胀系数不同,也能够在压合部位处构成无应力或低应力的连接。发明人已经认识到,用于在压合之后切出薄片的金属丝腐蚀也是可行的。换言之,压合部位构成为,使得在压合部位处由于用于切出薄片的金属丝腐蚀不出现应力或仅出现非常低的应力。发明人已经认识到,这样构成的薄片尤其适用于准直呈x射线辐射的形式的治疗辐射。
17、根据本实用新型的一个方面,第一和第二材料是顺磁性的。
18、换言之,第一和第二材料是不可磁化的。尤其,第一和第二材料的磁导率小于1.05μ0。在此,μ0描述在真空中的磁导率。换言之,“顺磁性”表示:第一和第二材料具有小于1.05μ0的磁导率。
19、发明人已经认识到,通过使用顺磁性材料,薄片也能够在磁共振断层扫描(缩写:mrt)系统中使用。尤其,以这种方式能够在借助于mrt监控的情况下实现放射治疗。
20、根据本实用新型的另一方面,第一材料是钨或包含钨的化合物。
21、包含钨的化合物在下文中也称为钨化合物。钨化合物在此有利地包含至少90%的钨份额。尤其,钨化合物能够具有至少95%的钨份额。
22、尤其,钨化合物还能够包含镍。尤其,铜镍化合物能够在钨化合物中构成“粘合剂”或“基质”。替选地,如果薄片不一定是顺磁性的,则铁镍化合物能够构成粘合剂或基质。
23、发明人已经认识到,钨适合用于,将治疗辐射、尤其x射线辐射在放射治疗中在准直区域的有意义的空间扩展中、尤其有意义的高度中充分地衰减,尤其准直。发明人已经认识到,为了准直治疗辐射,至少第一材料必须构成为,使得治疗辐射在穿透第一材料时被充分衰减。发明人已经认识到,由铜镍构成的粘合剂能够符合在mrt中对薄片的顺磁性要求。
24、根据本实用新型的另一方面,第二材料包含以下材料中的至少一种材料:铜镍化合物、黄铜、钛、钢、不锈钢、青铜、铝合金。
25、尤其,第二材料能够比第一材料成本更低。尤其,第二材料构成为用于与第一材料压合。尤其,第二材料能够是可加工的。尤其,第二材料是耐腐蚀的。尤其,第二材料能够具有至少50hv、尤其至少70hv、尤其至少75hv的硬度。
26、发明人已经认识到,第二材料不必符合关于治疗辐射、尤其是x射线辐射的吸收能力的特殊要求。发明人已经认识到,通过使用更低成本的第二材料,能够更低成本地制造薄片。本发明人已经认识到,尤其是铜化合物,如铜镍化合物或黄铜符合关于硬度和成本的要求。发明人已经认识到,纯铜是过软的。发明人已经认识到,钛和不锈钢也符合对第二材料的机械要求。发明人已经认识到,第二材料比第一材料更易于加工,因为第二材料尤其能够不如第一材料硬。发明人已经认识到,因此能够加速和简化薄片的制造工艺。发明人已经认识到,与由第一材料制造的保持区域相比,由第二材料构成的保持区域的铣削简化。发明人还已经认识到,通过使用上文提及的材料之一作为第二材料,与完全由钨或钨化合物构成的薄片相比,能够减轻薄片的重量。以这种方式,尤其能够改进可处理性。
27、根据本实用新型的另一方面,第一和第二材料被热等静压。
28、尤其,压合部位通过热等静压构成。换言之,第一材料和第二材料通过热等静压相互连接。
29、在热等静压(缩写:hip)中,第一和第二材料在直至2000℃的温度和在100mpa和200mpa之间的压力下被压合。尤其,第一和第二材料在900℃和1200℃之间的温度被压合。尤其,热等静压能够在保护气体下进行。例如,保护气体能够是氩气。
30、发明人已经认识到,借助于热等静压能够在第一材料和第二材料之间,即尤其在保持区域和准直区域之间构成稳定的压合部位。发明人已经认识到,这样制造的压合部位符合在金属丝腐蚀时的要求(在高于1000℃的温度下的耐抗性)以及在铣削时的要求(在直至30n/mm^2的力作用下的耐抗性,在实施方案中在直至50n/mm^2的力作用下的耐抗性)。发明人已经认识到,借助热等静压制造的压合部位能够补偿由于第一和第二材料的不同的热系数或(热)膨胀系数可能出现的(固有)应力。
31、根据本实用新型的另一方面,在第一和第二材料之间设置有烧结材料。在此,烧结材料构成为用于,在热等静压时构成在第一和第二材料之间的连接。
32、尤其,烧结材料是第三材料。尤其,第三材料能够是材料组合物,例如化合物、合金、混合物、分层结构等。尤其,通过烧结材料在压合部位处在第一和第二材料之间构成连接。
33、尤其,烧结材料构成为,补偿在第一和第二材料之间的热膨胀系数的差异。尤其,烧结材料构成为用于,补偿在第一和第二材料之间的应力或固有应力。
34、烧结材料能够在第一和第二材料之间构成尤其是在10mm和30mm之间的层厚度。
35、在本实用新型的实施方案中,烧结材料能够是不同材料的分层结构,尤其是两种材料的分层结构。这些材料能够构成热膨胀系数的级联。尤其,这些材料能够构成为,使得其热膨胀系数构成在第一材料的热膨胀系数和第二材料的热膨胀系数之间的精细分级的过渡。
36、发明人已经认识到,烧结材料能够作用为在第一和第二材料之间的“桥”。换言之,发明人已经认识到,烧结材料能够作用为应力补偿或在第一和第二材料之间的热膨胀系数的补偿。发明人还已经认识到,在第一和第二材料之间的连接尤其能够通过另外的第三材料,即烧结材料在热等静压中构成。发明人已经认识到,烧结材料能够构成为在第一和第二材料之间的“胶粘剂”类型。
37、根据本实用新型的另一方面,烧结材料由镍或镍钨形成。
38、换言之,烧结材料包含镍或镍钨化合物。
39、发明人已经认识到,如果两种材料至少部分地包含相同的元素,则烧结材料与材料特别好地连接。发明人已经认识到,如果第一材料的粘合剂包含镍,则烧结材料有利地包含镍。尤其,粘合剂能够是铜镍或铁镍。发明人已经认识到,即使烧结材料以及第一材料包含钨,在热等静压时在第一材料和烧结材料之间也构成特别稳定的连接。
40、根据本实用新型的另一方面,第一和第二材料经由形状配合相互压合。
41、尤其,保持区域和准直区域在压合部位处构成形状配合。尤其,保持区域和准直区域的接触面构成形状配合。
42、发明人已经认识到,经由形状配合能够构成在第一和第二材料之间的机械稳定的连接。发明人已经认识到,形状配合在此能够构成为,使得在第一和第二材料之间的应力能够被形状配合吸收。
43、根据本实用新型的另一方面,形状配合锤式或栓式地构成。
44、尤其,第一材料的接触面构成形状配合的阳形,而第二材料的接触面构成阴形。替选地,第一材料的接触面能够构成阴形,而第二材料的接触面能够构成阳形。尤其,阳形和阴形构成为,使得它们能够形状配合地彼此接合。
45、“栓式”尤其表示:阳形在相应的接触面上构成至少一个圆柱形或棱柱形的销。换言之,阳形由接触面上的至少一个呈圆柱形或直棱柱形的销形成。换言之,销构成圆或棱柱的横截面,尤其是矩形的横截面。尤其,销能够在薄片的整个厚度上扩展。至少一个销在此尤其竖直地设置在相应的接触面上。尤其,另一接触面构成相应的凹部作为阴形,所述凹部构成为用于容纳销。凹部构成为,使得销能够压入凹部中。尤其,阳形能够通过多于一个的销构成。那么,阴形构成对应多的凹部。在本实用新型的实施方案中,阴形能够构成至少一个销和至少一个凹部,而阳形能够相应地构成至少一个相应的销和至少一个相应的凹部。
46、锤式构成的形状配合与栓式构成的形状配合类似地构成。与栓式形状配合不同,在锤式形状配合中至少一个销包括在销的与相应的接触面最大程度地间隔开的端部处的加厚部。相应的凹部在此由销的阴形形成。
47、尤其,在压合时通过阳形和阴形平行于接触面“推到彼此中”可以构成形状配合。尤其,于是,至少一个销沿一个方向在压合部位的整个接触面上扩展。尤其,至少一个销于是在薄片的整个厚度上扩展。尤其,如果阴形和/或阳形由多于一个销构成,那么所有销在整个接触面上平行地扩展或构成。
48、尤其,销能够平行于薄片的高度具有在0.2cm和1.5cm之间的扩展。尤其,构成销的圆柱或棱柱能够具有在1cm至3cm之间的长度。在此,销的长度通过销伸出接触面的距离来定义。
49、发明人已经认识到,借助柱形或锤式形状配合能够构成在第一和第二材料之间或在保持区域和准直区域之间的稳定的连接。发明人尤其认识到,尤其在锤式形状配合的情况下能够通过加厚部来防止保持区域和准直区域“彼此滑脱”。
50、根据本实用新型的另一方面,薄片包括引导元件。在此,引导元件通过第一和第二材料构成。
51、引导元件尤其设置在薄片的朝向辐射源的侧上。替选地或附加地,能够在薄片的背离辐射源的侧上设置有另一引导元件。引导元件构成为用于,在借助调节装置进行调节时稳定薄片。尤其,引导元件防止薄片相对于射线方向扭转或倾侧。尤其,在调节准直区域时,薄片被沿着引导元件进一步调节或运动进入到射线场或光路中或者进一步调节或运动离开射线场或光路。
52、尤其,引导元件能够构成为用于,在引导系统中被引导。引导系统在此包括引导元件的配合件。引导系统能够相对于治疗辐射源是位置固定的。
53、尤其,引导元件能够构成为引导轨或引导条。
54、引导元件至少部分地在准直区域上并且至少部分地在保持区域上延伸。尤其,因此,引导元件由第一和第二材料形成。尤其,引导元件能够通过铣削构成。
55、发明人已经认识到,在通过调节装置调节时,薄片能够通过引导元件来稳定。发明人还已经认识到,引导元件能够在压合之后铣入。以这种方式能够确保:引导元件不会由于稍后在制造薄片时执行的方法步骤而翘曲。发明人已经认识到,以这种方式,引导元件能够越过压合部位构成。
56、本实用新型还涉及一种准直器。准直器包括多个上述薄片和调节装置。在此,薄片借助其保持区域与调节装置耦联。在此,用于调节多个薄片中的每个薄片的调节装置垂直于保持区域和准直区域的接触面构成。
57、多个薄片包括根据上述方面之一构成的至少两个薄片。在准直器中,多个薄片彼此并排地设置。换言之,薄片以侧面对侧面的方式设置。在此,每个薄片经由其保持区域与调节装置耦联。尤其,每个薄片能够借助调节装置在平行于其侧面的平面中调节。尤其,每个薄片能够垂直于保持区域和准直区域的接触面或垂直于压合部位借助调节装置调节。
58、薄片的侧面通过薄片的高度限定并且由第一和第二材料构成。换言之,侧面在保持区域和准直区域之上延伸。薄片在此包括两个侧面。薄片的两个侧面在此彼此间具有间距,所述间距对应于薄片的厚度。
59、根据本实用新型的一个可选的方面,准直器能够包括如上所述的引导系统。尤其,引导系统能够构成为用于,沿着其至少一个引导元件引导薄片。尤其,引导系统构成为用于,防止薄片侧向倾侧。换言之,引导系统稳定薄片的定向。
60、发明人已经认识到,能够在准直器中设置多个薄片。发明人已经认识到,通过借助调节装置调节薄片能够将射线场限制于治疗区域。发明人已经认识到,为此,保持区域不必设置在光路中。发明人已经认识到,出于该原因,第二材料不必符合关于衰减治疗辐射的要求。发明人已经认识到,保持区域仅构成准直区域与调节装置的机械耦联。
61、本实用新型还涉及一种用于制造如上所述构成的薄片的方法。该方法包括以下方法步骤:将由第一材料构成的第一块和由第二材料构成的第二块压合成组合块。
62、第一块和第二块尤其是方形的或新月形的。在压合第一块和第二块时,在两个块之间构成压合部位。压合部位因此通过第一块的至少近似矩形的接触面和第二块的至少近似矩形的接触面构成。组合块在此包括经由压合部位连接的第一块和第二块。
63、第一块和第二块包括至少一个厚度,所述厚度对应于薄片的厚度。换言之,第一块和第二块的厚度为至少0.5mm至10mm,尤其是至少1mm至5mm。尤其,第一块和第二块的厚度能够在2mm和3mm之间。块的厚度描述平行于接触面的扩展。接触面因此沿一个方向扩展至少0.5mm至10mm,尤其扩展至少1mm至5mm。在实施方案中,接触面能够沿一个方向扩展至少2mm至3mm。
64、尤其,至少近似矩形的接触面能够沿一个方向在2mm和40mm之间扩展。尤其,至少近似矩形的接触面能够沿垂直于其的方向在20mm和80mm之间扩展。尤其,第一和第二块的接触面能够分别包括约64mm×25mm的面积。
65、尤其,第一块能够沿垂直于接触面的方向具有在100mm和180mm之间的扩展。尤其,第一块垂直于接触面的扩展能够是约140mm。
66、尤其,第二块沿垂直于接触面的方向能够包括在150mm和300mm之间的扩展。尤其,第二块垂直于接触面的扩展能够约为230mm。
67、发明人已经认识到,压合或构成压合部位在薄片基于两个块的精确成形之前进行。发明人已经认识到,通过压合施加的力会使已经精确成形的薄片变形,使得不再符合精度要求。发明人已经认识到,通过如下方式能够解决该问题:在成形薄层之前,压合第一和第二材料。发明人已经认识到,在压合块时的变形仍然能够事后在成形或切出薄片时补偿。发明人还已经认识到,方形的或新月形的块在压合时易于处理。
68、根据本实用新型的另一方面,所述方法还包括借助于金属丝腐蚀从组合块中切出薄片的方法步骤。
69、尤其,薄片作为“切片”从组合块被切下或切出。尤其,“切片”在组合块中垂直于压合部位设置。尤其,在切出时能够成形薄片的侧面。在此,如上所述,侧面是薄片的由第一和第二材料构成并在薄片的高度上延伸的两个面。在准直治疗辐射时,薄片的侧面平行于射线方向定向。
70、尤其,薄片的厚度能够沿着高度可变地构成。尤其,在治疗辐射传播时能够考虑锥形射线几何形状。尤其,所述可变的厚度能够在通过成形侧面来切出薄片时构成。尤其,通过成形侧面,薄片能够成形为,使得平行于压合部位穿过准直区域的横截面的横截面积对应于截锥的横截面积或梯形。尤其,薄片的厚度那么通过最大和最小厚度来限定。
71、尤其,能够从组合块中切出或切下多于一个薄片。尤其,能够逐片地从组合块中切下两个或更多个薄片。在此,能够在薄片之间分别从组合块切下“废片”。以这种方式,在每个薄片中,侧面能够借助于金属丝腐蚀构成或成形。
72、发明人已经认识到,在切出薄片时所需的精度通过金属丝腐蚀来实现。发明人已经认识到,通过在切出之前压合第一和第二材料来防止:通过接合或压合保持区域和准直区域造成的随后的力作用使薄片变形。发明人已经认识到,如上所述构成的压合部位能够在金属丝腐蚀时吸收由于在两个块之间或在第一材料和第二材料之间的温度输入引起的可能的应力。压合部位在金属丝腐蚀期间或之后也确保在第一和第二材料之间的稳定的连接。
73、根据本实用新型的另一方面,该方法还包括从组合块铣出薄片的至少一个侧面的方法步骤。
74、侧面在此如上所述地构成。
75、尤其,组合块的厚度在该制造方法中与薄片的厚度相同或仅略大于薄片的厚度。组合块的厚度通过第一或第二块的厚度预设。尤其,组合块的厚度能够等于薄片的厚度或大于薄片的厚度5%或10%。
76、尤其,在铣削时能够构成或成形侧面的形状。尤其,通过成形侧面在薄片的高度上可以产生薄片的可变的厚度。
77、发明人已经认识到,即使在由于铣削引起的力作用的情况下,压合部位仍保持不变地稳定地构成。换言之,发明人已经认识到,压合部位也承受由于铣削引起的力作用。
78、根据本实用新型的另一方面,第一块和第二块的压合以热等静压的方式执行。在此,该方法包括将呈粉末形式的烧结材料施加在第一块和第二块的接触面上的方法步骤。
79、在此,烧结材料如上所述地构成。尤其,烧结材料是第三材料,所述第三材料在压合之后构成在第一和第二块之间的烧结层。第一和第二块的一个或多个接触面如上所述地构成。尤其,第一和第二块在接触面上构成组合块的压合部位。
80、在压合之前,烧结材料是粉末状的。
81、尤其,烧结材料在热等静压时与第一和第二材料一起“烘烤”。在此,烧结材料与第一和第二材料熔合。粉末形式在此增大了烧结材料的表面积,因此简化熔合。
82、尤其,能够将烧结材料涂覆到两个块之一的接触面上。然后能够将另一块放置到用烧结材料“覆层”的接触面上,以进行压合。
83、烧结材料尤其涂覆为,使得在压合之后,所述烧结材料在第一和第二块之间构成厚度在10mm和30mm之间的烧结层。
84、发明人已经认识到,呈粉末形式的烧结材料能够简单地涂覆到两个块之一的接触面上。发明人已经认识到,烧结材料能够实现在第一和第二块之间的稳定的连接。发明人已经认识到,烧结材料能够构成为,使得能够吸收或补偿在金属丝腐蚀时尤其由于温度输入引起的在第一和第二材料之间的应力。尤其,在将薄片用作为准直器时,烧结材料也能够吸收或补偿由于温度输入而引起的应力。发明人已经认识到,烧结材料为此在压合之后有利地构成约10mm至30mm的烧结层。发明人已经认识到,烧结材料能够选择为,使得所述烧结材料与难以连接的第一材料构成稳定的连接。发明人已经认识到,以这种方式能够在通常难以或不可连接的两种材料(第一和第二材料)之间建立连接。
85、根据本实用新型的另一方面,压合经由第一和第二块之间的形状配合进行。该方法在此还包括以下方法步骤:从第一块的接触面切出形状配合的阳形,和从第二块的接触面切出形状配合的阴形。
86、形状配合尤其如上所述地构成。第一和第二块的接触面尤其如上所述地构成。尤其,接触面在压合之后构成压合部位。
87、在一个替选的实施方案中,阳形能够从第二块的接触面切出,而阴形能够从第一块的接触面切出。
88、表述“切出阴形和阳形”与表述“切出形状配合”同义地使用。
89、尤其,阳形和阴形能够借助于金属丝腐蚀从相应的接触面切出。换言之,切出阳形和阴形能够包括阳形和阴形的金属丝腐蚀。
90、替选地或附加地,阳形和阴形能够从接触面中铣出。换言之,切出阳形和阴形能够包括铣削或铣出阳形和阴形。尤其地,在铣削期间能够定期地检查阳形和阴形的精度,以便符合精度要求。
91、尤其地,然后在压合的方法步骤中经由形状配合来压合第一和第二块。换言之,阳形和阴形以形状配合的方式压合到彼此中。尤其,在压合时,块能够平行于其接触面推到彼此中。
92、发明人已经认识到,如上所述的形状配合能够通过金属丝腐蚀和/或铣削从第一和第二块的接触面切出。尤其,发明人已经认识到,借助于金属丝腐蚀,与铣削相比,能够更精确地切出阳形或阴形。发明人已经认识到,在本实用新型的实施方案中,铣削的精度能够是足够的。发明人已经认识到,铣出形状配合比金属丝腐蚀成本更低。
93、根据本实用新型的另一方面,该方法还包括以下方法步骤:从组合块中铣出至少一个引导元件和/或从组合块中铣出保持区域的轮廓。
94、在此,引导条如上所述地构成。在此,能够在将薄片从组合块中切出之前铣出引导条。替选地,能够在将薄片从组合块中切出之后铣出引导条。
95、保持区域的轮廓描述了保持区域的不与准直区域接触的棱边的表现。尤其,轮廓描述了薄片的侧面在保持区域中的轮廓。
96、尤其,轮廓构成为,使得保持区域能够与调节装置耦联。尤其,保持区域的轮廓能够构成连接片,保持区域能够借助所述连接片与调节装置耦联。
97、尤其,轮廓能够构成为,使得保持区域构成为尽可能节约重量的。尤其,保持区域能够包括在薄片的侧面的通过保持区域构成的区域中的留空部。换言之,轮廓能够包括至少一个留空部。
98、尤其,铣出保持区域的轮廓的方法步骤能够在从组合块中切出或铣出薄片或薄片的侧面之前执行。替选地,铣出保持区域的轮廓的方法步骤能够在从组合块中切出或铣出薄片或薄片的侧面之后进行。替选地,保持区域的轮廓能够部分地在从组合块中切出薄片之前和部分地在此之后进行。
99、发明人已经认识到,通过在从组合块中切出薄片之前铣出引导元件和/或保持区域的轮廓,能够防止薄片的翘曲或变形。
- 还没有人留言评论。精彩留言会获得点赞!