应用于钉棒系统的压块和钉棒系统的制作方法
1.本技术属于脊椎手术用医疗器械技术领域,尤其涉及一种应用于钉棒系统的压块和钉棒系统。
背景技术:
2.脊椎钉棒系统是应用于胸腰椎后路内的固定系统,钉棒系统主要包括椎弓根螺钉、螺塞和连接棒,椎弓根螺钉设有用于穿设连接棒的u型槽,使用状态下,螺塞与椎弓根螺钉螺纹连接,螺塞抵持固定连接棒于u型槽内。但是螺塞与连接棒连接处的接触面积小,且为刚性连接,应力集中,在患者骨融合前,钉棒系统始终会受到一个动态载荷,螺塞与连接棒的接触界面反复微动,连接棒松动脱落或断裂,失去内固定作用,导致钉棒系统失效。
技术实现要素:
3.本技术实施例提供一种应用于钉棒系统的压块和钉棒系统,以解决现有的钉棒系统中因连接棒松动脱落或断裂,导致钉棒系统失效的问题。
4.第一方面,本技术实施例提供一种应用于钉棒系统的压块,包括:
5.连接部,用于与所述钉棒系统的螺塞配合,所述螺塞上开设有安装孔,所述连接部可延伸至所述安装孔内;
6.柔性的压合部,所述压合部背离所述连接部的一侧设有弧形凹槽,所述弧形凹槽与所述钉棒系统的连接棒的外壁形状适配,所述压合部用于抵持固定所述连接棒于所述钉棒系统的u型槽内。
7.可选的,所述压合部的宽度与所述u型槽的宽度相同,其中,沿所述弧形凹槽的弦长方向,所述压合部的一侧边缘到另一侧边缘之间的距离为所述压合部的宽度,所述u型槽的一侧内壁到另一侧内壁之间的距离为所述u型槽的宽度。
8.可选的,所述压合部的长度与所述u型槽的长度相同,其中,沿所述连接棒的轴线方向,所述压合部的一侧边缘到另一侧边缘之间的距离为所述压合部的长度,所述u型槽的一侧边缘到另一侧边缘之间的距离为所述u型槽的长度。
9.可选的,所述压合部的厚度在1-5毫米之间,其中,所述压合部背离所述连接部的一侧到靠近所述连接部的一侧之间的距离为所述压合部的厚度。
10.可选的,所述连接部包括底板和连接杆,所述连接杆设置于所述底板的一侧面上,所述压合部贴合于所述底板的另一侧面上,所述连接杆向背离所述压合部的一侧延伸,所述连接杆的尺寸与所述安装孔的尺寸适配。
11.可选的,所述压合部具有相对设置的第一侧面和第二侧面,所述第一侧面与所述底板背离所述连接杆的一侧面贴合,所述第一侧面为平面,所述第二侧面为弧面,所述第二侧面形成所述弧形凹槽;
12.或,所述底板背离所述连接杆的一侧设有弧形凹面,所述压合部具有相对设置的第一侧面和第二侧面,所述第一侧面为弧面,所述第一侧面与所述弧形凹面贴合,所述第二
侧面形成所述弧形凹槽。
13.可选的,所述连接部的硬度大于所述压合部的硬度。
14.可选的,所述连接部由金属材料制作而成,所述压合部由金属材料或非金属材料制作而成;
15.或,所述连接部为纯钛或钛合金材料,所述压合部为纯钛、钛合金材料、聚乙烯材料或聚醚醚酮高分子材料。
16.可选的,所述压合部与所述连接部一体成型。
17.第二方面,本技术实施例还提供一种钉棒系统,包括如上述任一项所述的应用于钉棒系统的压块。
18.本技术实施例提供的一种应用于钉棒系统的压块和钉棒系统,因采用在钉棒系统的螺塞与连接棒之间设置压块,压块具有连接部和柔性的压合部,在螺塞与椎弓根钉螺纹连接时,连接部位于螺塞的安装孔内,方便压块与螺塞及连接棒组装,限制压块随连接棒移动,使用状态下,压合部与连接棒的表面柔性接触,压合部与连接棒的接触面积大,增加了连接棒的轴向压力和扭转握持能力,连接棒的抗弯曲强度高,所以克服了现有的钉棒系统中因连接棒松动脱落或断裂,导致钉棒系统失效的问题,提高了钉棒系统的可靠性和使用寿命。
附图说明
19.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对本领域技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.为了更完整地理解本技术及其有益效果,下面将结合附图来进行说明。其中,在下面的描述中相同的附图标号表示相同部分。
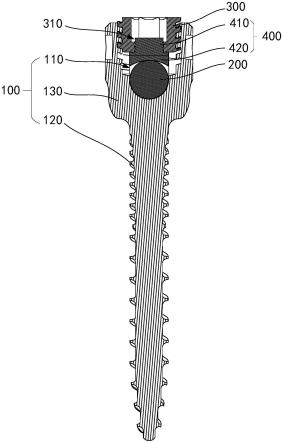
21.图1为本技术实施例提供的钉棒系统的剖视图。
22.图2为本技术实施例提供的压块的轴侧图。
23.图3为本技术实施方式提供的分体结构的压块的第一种形式的侧视图。
24.图4为本技术实施方式提供的分体结构的压块的第二种形式的侧视图。
25.图5为本技术实施方式提供的分体结构的压块的第三种形式的侧视图。
26.图6为本技术实施方式提供的一体结构的压块的第一种形式的侧视图。
27.图7为本技术实施方式提供的一体结构的压块的第二种形式的侧视图。
具体实施方式
28.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
29.本技术实施例提供一种应用于钉棒系统的压块及钉棒系统,以解决现有的的问题。以下将结合附图对进行说明。
30.参见图1,图1为本技术实施例提供的钉棒系统的剖视图。
31.钉棒系统包括椎弓根钉100、连接棒200、螺塞300和压块400,椎弓根钉100具有连接的螺钉120和钉座130,钉座130上设有u型槽110,u型槽110的内壁上设有内螺纹,连接棒200用于穿设于椎弓根钉100的u型槽110,螺塞300用于与椎弓根钉100连接,螺塞300上设有安装孔310,安装孔310沿螺塞300的轴向延伸,压块400具有连接部410和柔性的压合部420,连接部410设置于压合部420一侧,压合部420的另一侧设有与连接棒200外壁形状适配的弧形凹槽421,沿垂直于连接棒200的轴线方向。在手术过程中,先将钉座130下部的螺钉120旋入施术位置,根据病人生理曲度调节好连接棒200的摆放姿态,然后再锁紧螺塞300抵持压块400固定连接棒200。
32.可以理解的,参见图1所示,在钉棒系统使用时,螺塞300与椎弓根钉100螺纹连接,压块400位于螺塞300和连接棒200之间,连接部410延伸至安装孔310内,方便压块400与300组装,安装孔310内壁限制压块400随连接棒200移动,螺塞300抵压压合部420,使得压合部420背离连接部410的一侧与连接棒200的表面柔性接触贴合,以限制连接棒200在u型槽110内移动,压合部420与连接棒200的接触面积大,增加了连接棒200的轴向压力和扭转握持力,防止因应力集中导致连接棒200断裂的情况发生,连接棒200与压合部420之间为柔性接触,压合部420具有一定的形变能力,在连接棒200微动时,压合部420与连接棒200始终处于贴合状态,防止连接棒200松动脱落,提高了钉棒系统的可靠性和使用寿命。
33.为了更清楚的说明压块400的结构,以下将结合附图对压块400进行介绍。
34.参见图2所示,图2为本技术实施例提供的压块的轴侧图。
35.本技术实施例提供应用于钉棒系统的压块400,包括连接部410和柔性的压合部420,连接部410用于与钉棒系统的螺塞300配合,螺塞300上开设有安装孔310,连接部410可延伸至安装孔310内,连接部410设置于柔性的压合部420的一侧,压合部420背离连接部410的一侧设有弧形凹槽421,弧形凹槽421与钉棒系统的连接棒200的外壁形状适配,也可以理解为,弧形凹槽421与连接棒200具有相同的曲率半径,压合部420用于抵持固定连接棒200于钉棒系统的u型槽内。
36.可以理解的,参见图1所示,压块400使用状态下,位于螺塞300和连接棒200之间,螺塞300沿其轴线方向设置有安装孔310,安装孔310的开口设置于螺塞300靠近连接棒200的一端面上,安装孔310可以为通孔或者盲孔,在螺塞300旋进过程中,连接部410位于安装孔310内,连接部410与螺塞300的安装孔310为间隙配合,压块400不随螺塞300转动,但安装孔310的孔壁限制压块400沿螺塞300的径向移动,避免压块400滑脱,在螺塞300旋进完成后,压块400的压合部420一侧与螺塞300贴合,压合部420的另一侧与连接棒200贴合固定,压合部420与连接棒200的接触面积大于现有技术中螺塞300与连接棒200的接触面,增大压合部420与连接棒200的接触面积,避免应力集中,防止钉棒断裂,连接棒200移动时,柔性的压合部420发生形变产生与移动方向相反的作用力,提高了钉棒系统的扭转握持能力和弯曲强度,压块400的结构简单,方便钉棒系统组装操作,提高了钉棒系统的可靠性和使用寿命。
37.在一些实施方式中,参见图1所示,压合部420的宽度与u型槽110的宽度相同,其中,沿弧形凹槽421的弦长方向,沿弧形凹槽421的弦长方向是指弧形凹槽421的径向截面的弦长方向,压合部420的一侧边缘到另一侧边缘之间的距离为压合部420的宽度,u型槽110的一侧内壁到另一侧内壁之间的距离为u型槽110的宽度。压合部420的宽度也略小于u型槽
110的宽度。
38.可以理解的,压合部420的宽度与u型槽110的宽度相同,尽可能增大压合部420与连接棒200的接触面积,避免应力集中,提高钉棒系统的轴向力和扭转握持力,连接棒200的抗弯曲性能好,且在安装过程中,压合部420的两侧与u型槽110的槽壁接触,u型槽110的槽壁限制压合部420沿弧形凹槽421的弦长方向移动,结构设计合理,钉棒系统的组装操作方便。
39.在一些实施方式中,压合部420的长度与u型槽110的长度相同,其中,沿连接棒200的轴线方向,压合部420的一侧边缘到另一侧边缘之间的距离为压合部420的长度,u型槽110的一侧边缘到另一侧边缘之间的距离为u型槽110的长度。
40.可以理解的,压合部420的长度和宽度与u型槽110的长度和宽度相同,不仅可以增大压合部420与连接棒200的接触面积,又能避免压合部420的尺寸过大,避免增大钉棒系统的尺寸,保证结构强度的同时,提高用户使用感受。
41.在一些实施方式中,压合部420的厚度在1-5毫米之间,其中,压合部420背离连接部410的一侧到靠近连接部410的一侧之间的距离为压合部420的厚度。
42.可以理解的,本技术实施例中的压合部420的厚度可以是相同的,厚度范围在1-5毫米之间,压合部420的厚度可以为1毫米、2毫米、3毫米、4毫米或5毫米,避免因压合部420厚度过厚增加钉棒系统的尺寸,又能避免因压合部420厚度太薄强度不够,因此,压合部420的厚度兼顾了钉棒系统的尺寸和压块400的性能要求,设计合理。
43.作为变形的,参见图3所示,在压合部420的径向截面上,两侧位置上的压合部420的厚度大于中间位置上的压合部420的厚度,其中,径向截面是指沿压合部420的弧形凹槽421的径向截取的压合部420的截面。由于压合部420在使用状态,压合部420被螺塞300和连接棒200挤压向两侧变形,压合部420两侧的变形量较大,通过加厚压合部420两侧位置上的厚度,提高压合部420两侧的结构强度,减少变形。可以将压合部420的厚度设计成从压合部420的中间位置向两侧位置递增,且压合部420的厚度在1-5毫米之间,即压合部420的中间位置、两侧位置上的厚度均在1-5毫米之间,兼顾钉棒系统的尺寸和结构强度性能要求。
44.在一些实施方式中,参见图2所示,连接部410包括底板411和连接杆412,连接杆412设置于底板411的一侧面上,连接杆412位于底板411的中心位置上,底板411和连接杆412为一体结构,压合部420贴合于底板411背离连接杆412的另一侧面上,连接杆412向背离压合部420的一侧延伸,连接杆412的尺寸与安装孔310的尺寸适配。连接部410具有底板411和连接杆412,便于加工,底板411与压合部420贴合接触面积大,分散应力,避免压合部420向背离连接棒200的一侧过渡变形。
45.上述的连接杆412为阀杆,连接杆412与螺塞300同轴设置,连接杆412的径向截面形状为圆形,安装孔310的径向截面形状也为圆形,连接杆412与螺塞300间隙配合。
46.上述的安装孔310可以为盲孔或通孔,当安装孔310为沿螺塞300轴向贯通的通孔时,安装孔310靠近底板411一侧的内壁与连接杆412适配,安装孔310背离底板411一端的内壁径向截面形状为多边形,与扳手配合,方便螺塞300拆卸。
47.在上述实施方式的基础上,参见图3至图5所示,压块400的连接部410和压合部420采用分体结构,具有以下三种形式:
48.参见图3所示,图3为本技术实施方式提供的分体结构的压块的第一种形式的侧视
图,压合部420具有相对设置的第一侧面4201和第二侧面4202,底板411为平板结构,第一侧面4201与底板411背离连接杆412的一侧面贴合,第一侧面4201为平面,第二侧面4202为弧面,第二侧面4202形成弧形凹槽421。
49.参见图4所示,图4为本技术实施方式提供的分体结构的压块的第二种形式的侧视图,底板411背离连接杆412的一侧设有弧形凹面,底板411背离压合部420的一侧为平面,压合部420具有相对设置的第一侧面4201和第二侧面4202,第一侧面4201为弧面,第一侧面4201与弧形凹面贴合,第二侧面4202形成弧形凹槽421。
50.参见图5所示,图5为本技术实施方式提供的分体结构的压块的第三种形式的侧视图,底板411背离连接杆412的一侧设有弧形凹面,底板411上安装连接杆412的一侧设有弧形凸面,压合部420具有相对设置的第一侧面4201和第二侧面4202,第一侧面4201为弧面,第一侧面4201与弧形凹面贴合,第二侧面4202形成弧形凹槽421。
51.在一些实施方式中,连接部410的硬度大于压合部420的硬度。
52.可以理解,螺塞300锁紧时,连接棒200和螺塞300夹持压块400,连接部410的硬度大于压合部420的硬度,连接部410限制压合部420过渡变形,而压合部420较软,提高了压合部420与连接棒200的贴合度,增加压合部420与连接棒200的接触面积,分散作用在连接棒200上的应力。
53.在一些实施方式中,连接部410由金属材料制作而成,压合部420由金属材料或非金属材料制作而成。
54.可以理解的,上述的连接部410包括底板411和连接杆412,连接杆412位于安装孔310内,螺塞300旋进过程中,安装孔310的侧壁与连接杆412的表面接触,至少连接杆412由金属材料制作而成,连接杆412与螺塞300之间的摩擦力小,防止螺塞300带动压块400转动,方便螺塞300旋进旋出作,提高了压块400的结构强度和耐磨性。
55.上述的连接部410为纯钛或钛合金材料,纯钛或钛合金材料具有强度高、重量轻,能承受螺塞300的压力。上述的压合部420为纯钛、钛合金材料、聚乙烯材料或聚醚醚酮高分子材料,易加工,耐疲劳性好。
56.在一些实施方式中,参见图6和图7所示,压合部420与连接部410一体成型。
57.上述的压合部420具有第一侧面4201和第二侧面4202,连接部410为连接轴,连接设置在第一侧面4201上,第二侧面4202形成弧形凹槽421,压块400的结构简单,连接部410与压合部420采用同一种非金属材料制作而成,可以选自聚乙烯材料或聚醚醚酮高分子材料,可通过注射成型、挤压成型、模压成型等加工方式,将压合部420与连接部410加工呈一体结构,方便加工。
58.参见图6所示,图6为本技术实施方式提供的一体结构的压块的第一种形式的侧视图,连接部410与压合部420一体成型,连接部410为连接轴,连接轴设置在压合部420的第一侧面4201上,第一侧面4201为平面,增大与螺塞300之间的接触面积,承压效果好,第二侧面4202为弧面,第二侧面4202形成弧形凹槽421,压合部420的径向截面上,压合部420的厚度中间薄两侧厚,其中,压合部420的厚度是指第一侧面4201与第二侧面4202之间的距离。
59.参见图7所示,图7为本技术实施方式提供的一体结构的压块的第二种形式的侧视图,连接部410与压合部420一体成型,连接部410为连接轴,连接轴设置在压合部420的第一侧面4201上,第一侧面4201为弧面,第二侧面4202也为弧面,第二侧面4202形成弧形凹槽
421,压合部420的径向截面上,压合部420的厚度均相同,压合部420的厚度是指第一侧面4201与第二侧面4202之间的距离,便于压块400的成型加工。
60.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
61.在本技术的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个特征。
62.以上对本技术实施例所提供的应用于钉棒系统的压块和钉棒系统进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1