一种速吸干爽吸收芯体生产线的制作方法
本技术涉及一次性卫生用品生产设备领域,尤其涉及一种速吸干爽吸收芯体生产线。
背景技术:
1、吸收芯体广泛用于纸尿裤、卫生巾等护理吸收用品中。传统的吸收芯体是由木浆纤维与高分子吸水树脂材料混合,并通过无纺布包覆形成块状结构,该种吸收芯体不仅在使用过程中容易出现起坨、断裂的问题,并且厚度较大,透气性较差,降低使用者的舒适性。
2、目前市场上使用较为广泛的吸收芯体是由双层无纺布或者三层无纺布中间夹设高分子吸水树脂材料,高分子吸水树脂材料铺洒于其中一层无纺布的上表面上,再通过喷胶复合另一层无纺布,该种吸收芯体的厚度较薄,但是高分子吸水树脂材料不易固定,易造成高分子吸水树脂材料跑偏或者泄漏,严重影响吸水效率。
3、由此,本申请人研发了一款适用于制备吸收效率高的吸收芯体,并且生产效率高的芯体生产线。
技术实现思路
1、因此,针对上述的问题,本实用新型提供一种适用于制备吸收效率高的吸收芯体且生产效率高的速吸干爽吸收芯体生产线。
2、为实现上述目的,本实用新型采用了以下技术方案:
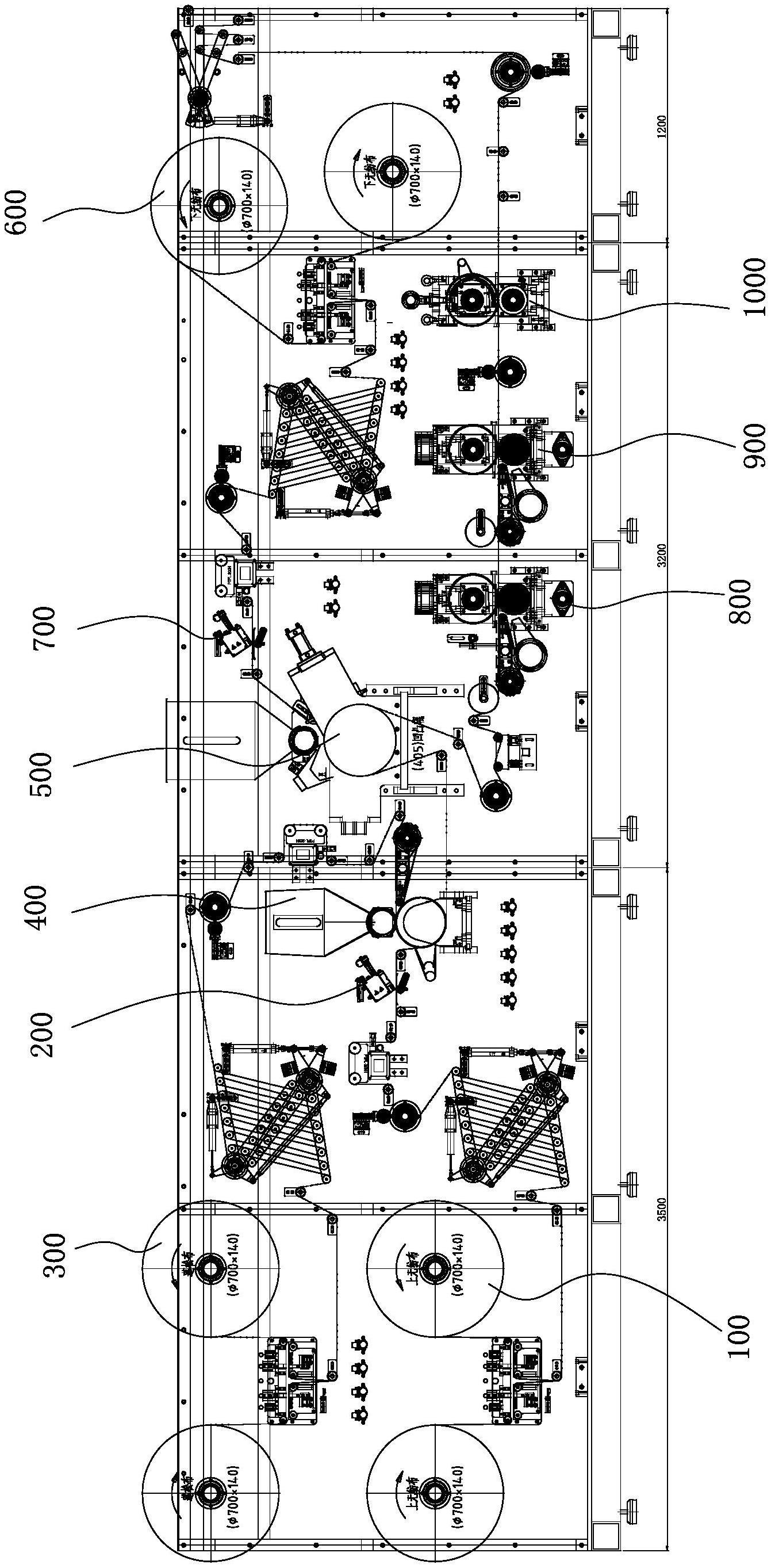
3、一种速吸干爽吸收芯体生产线,包括控制装置、上层无纺布放卷装置、第一施胶装置、中层无纺布放卷装置、高分子材料下料装置、凹凸辊复合装置、下层无纺布放卷装置、第二施胶装置、左侧超声波焊接装置、右侧超声波焊接装置以及定位标识附着装置,所述第一施胶装置设于上层无纺布放卷装置的输出端,所述高分子材料下料装置设于中层无纺布放卷装置、第一施胶装置的输出端,所述第二施胶装置设于下层无纺布放卷装置的输出端,所述凹凸辊复合装置具有依流水线依次分布的压槽区、下料区和压合区,所述凹凸辊复合装置设于高分子材料下料装置、第二施胶装置的输出端,并且压槽区分布于高分子材料下料装置的输出端,压合区分布于第二施胶装置的输出端,所述左侧超声波焊接装置设于凹凸辊复合装置的输出端,所述右侧超声波焊接装置设于左侧超声波焊接装置的输出端,所述定位标识附着装置设于右侧超声波焊接装置的输出端,所述高分子材料下料装置、凹凸辊复合装置均具有下料辊。
4、进一步的,所述凹凸辊复合装置包括机架、设于机架上的驱动机构、传动机构、下料仓、下料辊、底辊、凸辊、压辊,所述下料仓的下端具有下料口,所述下料辊设于下料口下侧,所述底辊设于下料辊的下侧,所述底辊上设有若干个凹槽和弧形凹槽,各所述凹槽的底部设有吸附孔,所述底辊上设有与各吸附孔连通的流道,所述底辊上设有与流道连通的配气盘,所述凸辊、压辊分别设于底辊的周侧,所述驱动机构通过传动机构驱动下料辊、底辊、凸辊、压辊转动。
5、进一步的,所述传动机构包括设于驱动机构上的第一主动链轮、设于底辊上的第一从动链轮、设于压辊上的第二从动链轮、设于压辊上的第二主动链轮、设于下料辊上的第三从动链轮、设于底辊上的主动齿轮以及设于凸辊上的从动齿轮,所述第一主动链轮、第一从动链轮和第二从动链轮上缠绕有第一链条,所述第二主动链轮和第三从动链轮上缠绕有第二链条,所述主动齿轮与从动齿轮啮合。
6、进一步的,所述机架上且位于第二链条的周侧设有张紧链轮,用于张紧第二链条。
7、进一步的,所述底辊包括通过轴承设于机架上的转轴、套设于转轴上的辊体,所述凹槽分布于辊体的圆周外表面上,所述流道设于辊体上,且环绕分布于辊体的轴向一端面上,各所述流道沿转轴的轴向方向分布,位于所述辊体轴向方向上的一排所述吸附孔与同一条所述流道连通,所述配气盘与各个流道连通。
8、进一步的,所述凸辊的轴向两端通过第一轴承座设于机架上,所述机架上设有供第一轴承座滑动的第一导槽,所述机架设有驱动第一轴承座滑动的第一驱动气缸。
9、进一步的,所述压辊的轴向连两侧通过第二轴承座设于机架上,所述机架上设有供第二轴承座滑动的第二导槽,所述机架上设有驱动第二轴承座滑动的第二驱动气缸。
10、进一步的,所述定位标识附着装置为喷墨装置或者定位孔打孔装置。
11、进一步的,所述定位孔打孔装置包括打孔架、打孔辊、支撑辊、两个上轴承座、两个下轴承座、第一调节组件以及第二调节组件,所述打孔辊的轴向两端通过上轴承座设于打孔架上,所述打孔辊包括打孔转轴、设于打孔转轴上的打孔辊体、可拆卸地设于打孔辊体上的环形切刀,所述环形切刀的横截面呈圆形结构,所述支撑辊的轴向两端通过下轴承座设于打孔架上,并且支撑辊分布于打孔辊的下侧,所述第一调节组件设于打孔架的上端,用于调节打孔辊的压紧力,所述第二调节组件设于上轴承座和下轴承座之间,用于调节打孔辊与支撑辊之间的间距,所述打孔架上设有吸附罩,所述吸附罩具有进气口和出气口,所述进气口分布于打孔辊的周侧。
12、进一步的,所述左侧超声波焊接装置、右侧超声波焊接装置均包括支撑架、焊接辊、两根底辊、两个焊接组件、驱动电机、压紧调节组件以及间隙调节组件,所述焊接辊的轴向两端通过第三轴承座设于支撑架上,两所述底辊的轴向一端分别通过第四轴承座设于支撑架上,并且分布于焊接辊的下侧,两所述底辊同轴设置,且分布于底辊的轴向两侧,两所述焊接组件分别设于底辊的自由端,所述驱动电机分别通过传动组件与底辊驱动连接,所述压紧调节组件设于支撑架的上端,用于调节焊接辊的压紧力,所述间隙调节组件设于第三轴承座与第四轴承座之间。
13、通过采用前述技术方案,本实用新型的有益效果是:本速吸干爽吸收芯体生产线,制备出三层无纺布层中间夹设高分子吸水树脂材料形成超薄吸收芯体,并且对吸收芯体内的高分子吸水树脂材料的设置方式,使得该吸收芯体的吸水效率高,使用舒适,同时,通过凹凸辊复合装置具有依流水线依次分布的压槽区、下料区和压合区的设置结构,集合下料、压槽和压合的工艺方式,提高产品的紧凑度,能够较好的同步设备运行的同步性,条制备的精确度以及生产效率,并且通过设置的左侧超声波焊接装置、右侧超声波焊接装置实现左、右侧的分开焊接成型,能够在较快的传输速度下,实现产品的焊接缝合,提高产品质量,并且进一步提升设备生产效率。
技术特征:
1.一种速吸干爽吸收芯体生产线,其特征在于:包括控制装置、上层无纺布放卷装置、第一施胶装置、中层无纺布放卷装置、高分子材料下料装置、凹凸辊复合装置、下层无纺布放卷装置、第二施胶装置、左侧超声波焊接装置、右侧超声波焊接装置以及定位标识附着装置,所述第一施胶装置设于上层无纺布放卷装置的输出端,所述高分子材料下料装置设于中层无纺布放卷装置、第一施胶装置的输出端,所述第二施胶装置设于下层无纺布放卷装置的输出端,所述凹凸辊复合装置具有依流水线依次分布的压槽区、下料区和压合区,所述凹凸辊复合装置设于高分子材料下料装置、第二施胶装置的输出端,并且压槽区分布于高分子材料下料装置的输出端,压合区分布于第二施胶装置的输出端,所述左侧超声波焊接装置设于凹凸辊复合装置的输出端,所述右侧超声波焊接装置设于左侧超声波焊接装置的输出端,所述定位标识附着装置设于右侧超声波焊接装置的输出端,所述高分子材料下料装置、凹凸辊复合装置均具有下料辊。
2.根据权利要求1所述的速吸干爽吸收芯体生产线,其特征在于:所述凹凸辊复合装置包括机架、设于机架上的驱动机构、传动机构、下料仓、下料辊、底辊、凸辊、压辊,所述下料仓的下端具有下料口,所述下料辊设于下料口下侧,所述底辊设于下料辊的下侧,所述底辊上设有若干个凹槽和弧形凹槽,各所述凹槽的底部设有吸附孔,所述底辊上设有与各吸附孔连通的流道,所述底辊上设有与流道连通的配气盘,所述凸辊、压辊分别设于底辊的周侧,所述驱动机构通过传动机构驱动下料辊、底辊、凸辊、压辊转动。
3.根据权利要求2所述的速吸干爽吸收芯体生产线,其特征在于:所述传动机构包括设于驱动机构上的第一主动链轮、设于底辊上的第一从动链轮、设于压辊上的第二从动链轮、设于压辊上的第二主动链轮、设于下料辊上的第三从动链轮、设于底辊上的主动齿轮以及设于凸辊上的从动齿轮,所述第一主动链轮、第一从动链轮和第二从动链轮上缠绕有第一链条,所述第二主动链轮和第三从动链轮上缠绕有第二链条,所述主动齿轮与从动齿轮啮合。
4.根据权利要求3所述的速吸干爽吸收芯体生产线,其特征在于:所述机架上且位于第二链条的周侧设有张紧链轮,用于张紧第二链条。
5.根据权利要求2至4任一权利要求所述的速吸干爽吸收芯体生产线,其特征在于:所述底辊包括通过轴承设于机架上的转轴、套设于转轴上的辊体,所述凹槽分布于辊体的圆周外表面上,所述流道设于辊体上,且环绕分布于辊体的轴向一端面上,各所述流道沿转轴的轴向方向分布,位于所述辊体轴向方向上的一排所述吸附孔与同一条所述流道连通,所述配气盘与各个流道连通。
6.根据权利要求5所述的速吸干爽吸收芯体生产线,其特征在于:所述凸辊的轴向两端通过第一轴承座设于机架上,所述机架上设有供第一轴承座滑动的第一导槽,所述机架设有驱动第一轴承座滑动的第一驱动气缸。
7.根据权利要求5所述的速吸干爽吸收芯体生产线,其特征在于:所述压辊的轴向连两侧通过第二轴承座设于机架上,所述机架上设有供第二轴承座滑动的第二导槽,所述机架上设有驱动第二轴承座滑动的第二驱动气缸。
8.根据权利要求1所述的速吸干爽吸收芯体生产线,其特征在于:所述定位标识附着装置为喷墨装置或者定位孔打孔装置。
9.根据权利要求8所述的速吸干爽吸收芯体生产线,其特征在于:所述定位孔打孔装置包括打孔架、打孔辊、支撑辊、两个上轴承座、两个下轴承座、第一调节组件以及第二调节组件,所述打孔辊的轴向两端通过上轴承座设于打孔架上,所述打孔辊包括打孔转轴、设于打孔转轴上的打孔辊体、可拆卸地设于打孔辊体上的环形切刀,所述环形切刀的横截面呈圆形结构,所述支撑辊的轴向两端通过下轴承座设于打孔架上,并且支撑辊分布于打孔辊的下侧,所述第一调节组件设于打孔架的上端,用于调节打孔辊的压紧力,所述第二调节组件设于上轴承座和下轴承座之间,用于调节打孔辊与支撑辊之间的间距,所述打孔架上设有吸附罩,所述吸附罩具有进气口和出气口,所述进气口分布于打孔辊的周侧。
10.根据权利要求1所述的速吸干爽吸收芯体生产线,其特征在于:所述左侧超声波焊接装置、右侧超声波焊接装置均包括支撑架、焊接辊、两根底辊、两个焊接组件、驱动电机、压紧调节组件以及间隙调节组件,所述焊接辊的轴向两端通过第三轴承座设于支撑架上,两所述底辊的轴向一端分别通过第四轴承座设于支撑架上,并且分布于焊接辊的下侧,两所述底辊同轴设置,且分布于底辊的轴向两侧,两所述焊接组件分别设于底辊的自由端,所述驱动电机分别通过传动组件与底辊驱动连接,所述压紧调节组件设于支撑架的上端,用于调节焊接辊的压紧力,所述间隙调节组件设于第三轴承座与第四轴承座之间。
技术总结
本技术涉及一次性卫生用品生产设备领域,尤其涉及一种适用于制备吸收效率高的吸收芯体且生产效率高的速吸干爽吸收芯体生产线,包括控制装置、上层无纺布放卷装置、第一施胶装置、中层无纺布放卷装置、高分子材料下料装置、凹凸辊复合装置、下层无纺布放卷装置、第二施胶装置、左侧超声波焊接装置、右侧超声波焊接装置以及定位标识附着装置,第一施胶装置设于上层无纺布放卷装置的输出端,高分子材料下料装置设于中层无纺布放卷装置、第一施胶装置的输出端,第二施胶装置设于下层无纺布放卷装置的输出端,凹凸辊复合装置具有依流水线依次分布的压槽区、下料区和压合区,凹凸辊复合装置设于高分子材料下料装置、第二施胶装置的输出端。
技术研发人员:陈汉河
受保护的技术使用者:美佳爽(中国)有限公司
技术研发日:20221104
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!