一种新型纸尿裤左右腰贴复合工艺的制作方法
本发明涉及卫生用品生产领域,具体涉及一种新型纸尿裤左右腰贴复合工艺。
背景技术:
1、现有的纸尿裤产品上,腰贴是用于穿着时固定用的主要结构,结构上大多采用的是设于纸尿裤产品前腰部位的魔术扣等类同的粘合用部件。而这一结构的生产工艺,如中国专利申请cn 107157660 a所示,其示出了一种生产纸尿裤前腰贴的工艺,包括如下步骤:第一步,将内无纺布原材料由成卷的材料放卷,通过热合或粘合的方式与防水塑料膜复合;第二步,将复合有防水塑料膜的内无纺布、外无纺布原材料依次放在上放卷机构、下放卷机构上,且上放卷机构位于下放卷机构的正下方;第三步,将弹性层放在上放卷机构、下放卷机构之间的中放卷机构上,且通过通过传送机构将内无纺布、外无纺布和弹性层依次传送到热封合装置处;第四步,控制在需要的温度范围内,将内无纺布、外无纺布和弹性层热合在一起组成腰围部;第五步,腰围部传送到喷胶装置处,将其两侧具有粘性,且经过切刀切成适合尺寸的粘贴部分;第六步,将加工好的腰贴部一端与腰围部的两侧复合黏贴;第七步,将剪裁成型的腰贴经过两个同步辊进行转移,并由一吸附辊同时吸附,而后将其整体黏贴于纸尿裤主体的左右两侧。
2、在这一成型工艺中,剪裁成型的腰贴经过两个同步辊进行转移,并有一吸附辊吸附;而在市面上的纸尿裤产品中,特别是尺寸较大的成人用产品,由于其尺寸较大,通常需要在纸尿裤的两边均设置两个腰贴,而采用上述工艺的话,需要采用四把切刀进行流水线生产才能将腰贴给到对应位置,这就需要配备多套相同的设备以满足生产需求,生产成本高,占用了大量的空间,存在较大的生产资源浪费。
技术实现思路
1、因此,本发明提供一种新型纸尿裤左右腰贴复合工艺,解决了现有的腰贴生产工艺中复合时过程较为繁琐的问题。
2、为达到上述目的,本发明是通过以下技术方案实现的:
3、一种新型纸尿裤左右腰贴复合工艺,定义纸尿裤腰围处具有沿其纵向分布的第一腰贴与第二腰贴,包括以下步骤:
4、s1、取腰贴材料以及承载腰贴材料的主体分别沿流水线输送,分别定义为腰贴输送侧与主体输送侧,定义主体输送侧具有连续输送的单片主体x1、x2……xn,所述主体输送侧上依输送方向设置有用于单片腰贴与主体复合的第一复合工位与第二复合工位;
5、s2、将腰贴材料输送进入一切刀机构内进行连续间隔分切,并吸附转移继续输送,定义分切后的单片腰贴为y1、y2……yn;
6、s3、当所述单片腰贴y1位于第一复合工位时,单片腰贴y1与主体不相复合并继续输送;当所述单片腰贴y2位于第一复合工位时,单片腰贴y1位于第二复合工位,所述单片腰贴y1与单片主体x1复合,单片腰贴y2与单片主体x1……单片主体xn之一复合;
7、s4、所述腰贴输送侧与主体输送侧继续运行,直至每个单片主体x1……xn上均具有两个单片腰贴。
8、优选的,还包括s5:在所述主体输送侧的另一端重复上述步骤s1-s4,完成各单片主体另一侧的腰贴复合。
9、优选的,所述单片腰贴y1-yn均为成对设置且左右对称分布的两片腰贴。
10、优选的,上述步骤s3中,当所述单片腰贴y2位于第一复合工位时,单片腰贴y1位于第二复合工位,所述单片腰贴y1与单片主体x1复合,单片腰贴y2与单片主体x3复合。
11、优选的,上述步骤s2中,所述切刀机构包括机架,所述机架上可转动架设有刀辊以及与所述刀辊相适配的底辊,所述底辊上布设有用于单片腰贴吸附传送的配气组件,所述刀辊上等间距布设有至少两把切刀体。
12、优选的,所述第一复合工位上布设有用于单片腰贴复合的相位轮,所述相位轮包括沿直径分布的两复合端以及垂直于两复合端分布直径设置的两分离端,所述复合端的高度大于所述分离端的高度,当其转动至朝向所述底辊时,所述复合端表面与所述底辊相接触以使单片腰贴复合在主体上。
13、优选的,所述第二复合工位上布设有用于单片腰贴复合的助压轮,所述助压轮与所述底辊相切布设。
14、优选的,所述第一复合工位、第二复合工位对称分布在所述切刀机构的两侧。
15、优选的,所述第一复合工位与第二复合工位之间设置有调整工位,所述调整工位包括至少一个导辊以及用于安装且调整导辊位置的架板。
16、优选的,所述导辊为两个,对称分布于所述第一复合工位与第二复合工位之间。
17、通过采用前述技术方案,本发明的有益效果是:
18、本技术方案根据目前的纸尿裤产品腰贴结构进行设计,在生产具有多个腰贴的产品时,在生产线上设计了第一复合工位与第二复合工位,主体输送侧上的承载腰贴用的主体流水线输送且依次经过第一复合工位与第二复合工位,而分切后的单片腰贴则通过特殊设计的结构在第一复合工位、第二复合工位同步复合,形成一次复合两处腰贴的工艺,有效地提高了生产效率;
19、采用在第一复合工位后、第二复合工位同步复合的工艺,在生产中减少了各复合时设备对于流水线产生作用力的次数,大大地提高了设备运行的稳定性;
20、实际生产中,相邻两片单片腰贴可根据产品的尺寸而设计不同复合的单片主体,使得本工艺可适用于不同尺寸产品、型号的纸尿裤左右腰贴生产,具有良好的泛用性、实用性。
技术特征:
1.一种新型纸尿裤左右腰贴复合工艺,定义纸尿裤腰围处具有沿其纵向分布的第一腰贴与第二腰贴,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种新型纸尿裤左右腰贴复合工艺,其特征在于:还包括s5:在所述主体输送侧的另一端重复上述步骤s1-s5,完成各单片主体另一侧的腰贴复合。
3.根据权利要求1所述的一种新型纸尿裤左右腰贴复合工艺,其特征在于:所述单片腰贴y1-yn均为成对设置且左右对称分布的两片腰贴。
4.根据权利要求1或2或3所述的一种新型纸尿裤左右腰贴复合工艺,其特征在于:上述步骤s3中,当所述单片腰贴y2位于第一复合工位时,单片腰贴y1位于第二复合工位,所述单片腰贴y1与单片主体x1复合,单片腰贴y2与单片主体x3复合。
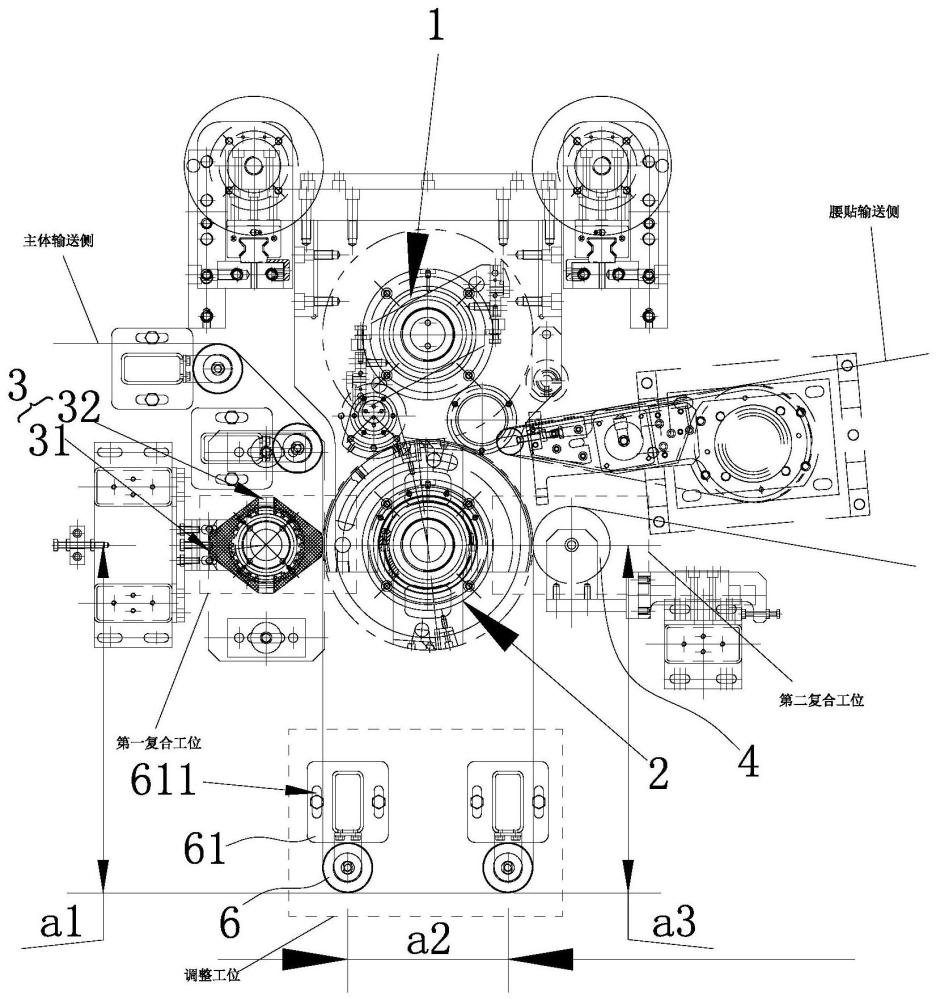
5.根据权利要求1或2或3所述的一种新型纸尿裤左右腰贴复合工艺,其特征在于:上述步骤s2中,所述切刀机构包括机架,所述机架上可转动架设有刀辊(1)以及与所述刀辊(1)相适配的底辊(2),所述底辊(2)上布设有用于单片腰贴吸附传送的配气组件,所述刀辊(1)上等间距布设有至少两把切刀体(11)。
6.根据权利要求5所述的一种新型纸尿裤左右腰贴复合工艺,其特征在于:所述第一复合工位上布设有用于单片腰贴复合的相位轮(3),所述相位轮(3)包括沿直径分布的两复合端(31)以及垂直于两复合端(31)分布直径设置的两分离端(32),所述复合端(31)的高度大于所述分离端(32)的高度,当其转动至朝向所述底辊(2)时,所述复合端(31)表面与所述底辊(2)相接触以使单片腰贴复合在主体上。
7.根据权利要求5所述的一种新型纸尿裤左右腰贴复合工艺,其特征在于:所述第二复合工位上布设有用于单片腰贴复合的助压轮(4),所述助压轮(4)与所述底辊(2)相切布设。
8.根据权利要求5所述的一种新型纸尿裤左右腰贴复合工艺,其特征在于:所述第一复合工位、第二复合工位对称分布在所述切刀机构的两侧。
9.根据权利要求1或2或3所述的一种新型纸尿裤左右腰贴复合工艺,其特征在于:所述第一复合工位与第二复合工位之间设置有调整工位,所述调整工位包括至少一个导辊(6)以及用于安装且调整导辊(6)位置的架板(61)。
10.根据权利要求9所述的一种新型纸尿裤左右腰贴复合工艺,其特征在于:所述导辊(6)为两个,对称分布于所述第一复合工位与第二复合工位之间。
技术总结
本发明涉及卫生用品生产领域,具体涉及一种新型纸尿裤左右腰贴复合工艺,定义纸尿裤腰围处具有沿其纵向分布的第一腰贴与第二腰贴,包括以下步骤:S1、取腰贴材料以及承载腰贴材料的主体分别沿流水线输送,分别定义为腰贴输送侧与主体输送侧,定义主体输送侧具有连续输送的单片主体X1、X2……Xn,所述主体输送侧上依输送方向设置有用于单片腰贴与主体复合的第一复合工位与第二复合工位;S2、将腰贴材料输送进入一切刀机构内进行连续间隔分切,并吸附转移继续输送,定义分切后的单片腰贴为Y1、Y2……Yn。本发明解决了现有的腰贴生产工艺中复合时过程较为繁琐的问题。
技术研发人员:林笛,黄雨昕
受保护的技术使用者:泉州市汉威机械制造有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!