考虑回字路径下短碳纤维复材横观各向同性拓扑优化方法
本发明涉及材料结构优化设计领域,具体是涉及一种考虑回字路径下短碳纤维复材横观各向同性拓扑优化方法。
背景技术:
1、拓扑优化是指通过合理的分配各种材料、确定最优传力路径去寻求在满足零件高性能的前提下实现轻量化以及多功能创新结构的设计方法。与尺寸优化、形状优化不同,其具有更高的设计自由度,结构往往是十分具有新颖性的。然而拓扑优化的构件往往具有复杂的形状,传统的增材方式很难甚至无法进行加工,因此需要利用增材技术将复杂零件一层层堆积增材出来。目前发展较为成熟的3d打印技术是熔融沉积技术,它是将一些热塑性树脂制成的丝材送进打印喷头中,然后挤出一定量的熔融树脂细丝,通过熔体细丝之间的层层堆积,冷却成型最终形成实体。但熔融沉积成型(fdm)的打印精度较低,同时这种3d打印技术的制品内部存在着因熔丝之间层层堆积而形成的孔隙,导致打印的制品力学性能较一般传统的加工工艺的制品性能要低,所以fdm成型的制品强度已经不能满足在汽车、医疗、模具制造等领域的使用。为了提高3d打印制品的强度,则需要对3d打印材料进行增强改性,短切碳纤维具有优良的力学性能,被公认为是树脂增强的最好材料之一。
2、拓扑优化已成为结构性能优化的一个有力工具,也是近十年结构优化领域的研究热点,其代表方法有水平集法、eso法(evolutionary structural optimization)、simp法(solid isotropic material with penalization)等。但传统的拓扑优化一般是基于单种材料或各向同性材料的,而增材的结构已经被证明具有明显的各向异性,研究发现在熔融沉积3d打印过程中,熔融树脂在喷嘴中挤出时,短切碳纤维会在喷嘴处产生一维取向,熔融树脂从喷嘴挤出时,速度很低,可以一定程度上保留短纤维的取向,同时fdm是熔丝堆积成型,沿着熔丝纤维方向的强度要大于熔丝之间的粘结强度,所以3d打印的制品会呈现各向异性。
3、纤维增强复合材料因其高比强度、高比刚度、优异的耐腐蚀、抗疲劳等物理性能等优越的材料性能,在航空航天、汽车、新能源设备等领域得到了广泛的应用。随着拓扑优化技术的发展和多功能设计需求的增长,复合材料拓扑优化也越来越受到人们的重视。复合材料的结构形式势必会带来更高的结构性能,这也对传统的复合材料拓扑优化手段提出了挑战。
4、当前国内外现有的复合材料结构优化方法中,通常是基于各向同性假设的,大多都没有考虑复合材料的各向异性去进行结构优化或纤维铺设角度的优化,不能针对上述多材料、多尺度以及变刚度复杂问题进行优化设计,材料的性能没有得到充分发挥,造成材料的浪费。与双材料混合均匀化相比,具有各向异性结构的复合材料在特定的方向性能的提升比较明显。若对复合材料的结构进行拓扑时将增材的各向异性考虑在内,能够在保持原有性能的前提下提高材料的利用率,为结构优化提供性能更优的设计结果,节约成本。因此,为了解决传统拓扑优化方法无法解决各向异性复合材料的问题,有必要提出能适用于复合材料的拓扑优化方法。即需要提供一种考虑回字路径下短碳纤维复材横观各向同性拓扑优化方法,旨在解决上述问题。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种考虑回字路径下短碳纤维复材横观各向同性拓扑优化方法,以解决上述背景技术中存在的问题。
2、本发明是这样实现的,一种考虑回字路径下短碳纤维复材横观各向同性拓扑优化方法,所述方法包括以下步骤:
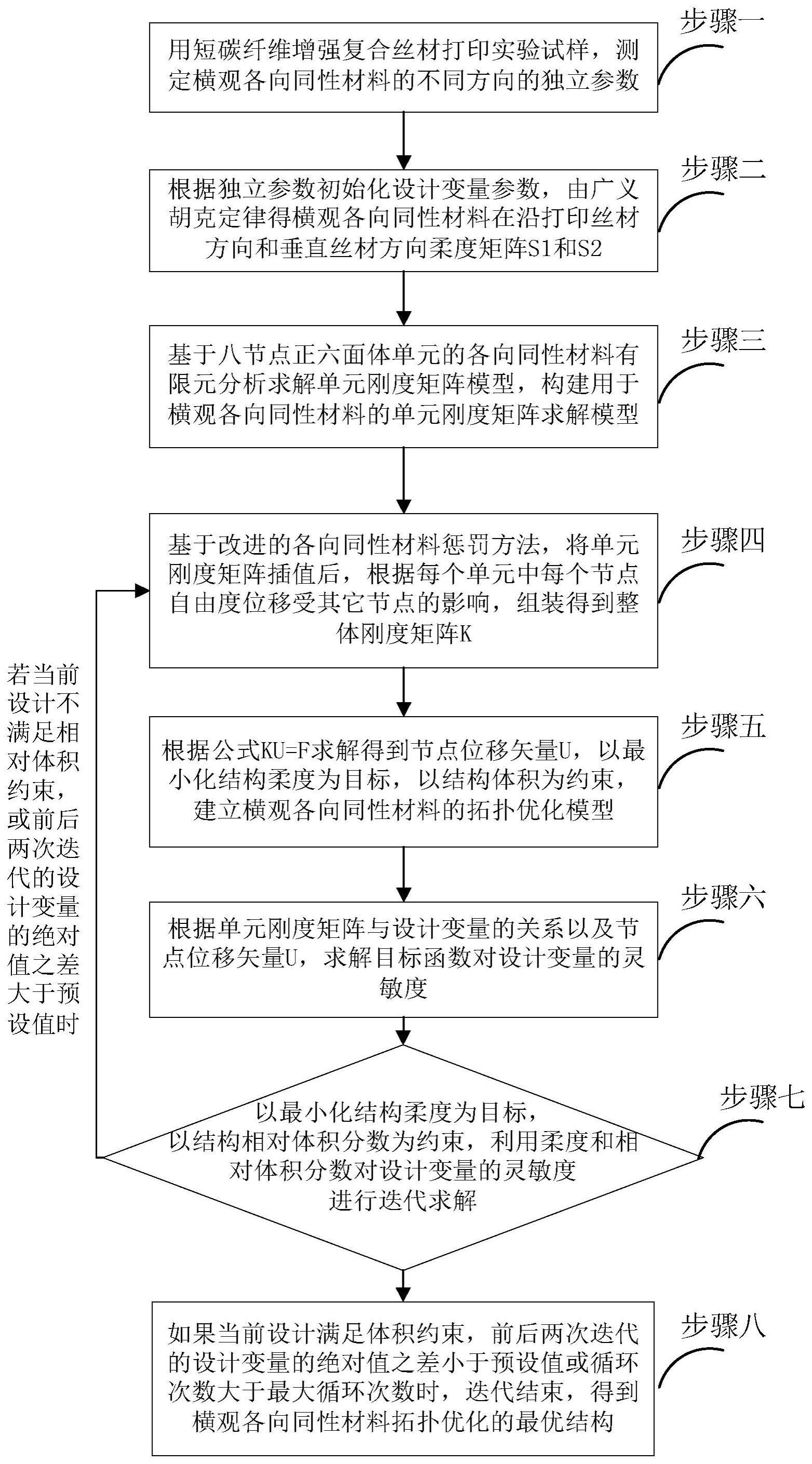
3、步骤一,用短碳纤维增强复合丝材打印实验试样,测定横观各向同性材料的不同方向的独立参数;
4、步骤二,根据独立参数初始化设计变量参数,由广义胡克定律得横观各向同性材料在沿打印丝材方向和垂直丝材方向柔度矩阵s1和s2;
5、步骤三,基于八节点正六面体单元的各向同性材料有限元分析求解单元刚度矩阵模型,构建适用于横观各向同性材料的单元刚度矩阵求解模型;
6、步骤四,基于改进的各向同性材料惩罚方法,将单元刚度矩阵插值后,根据每个单元中每个节点自由度位移受其它节点的影响,组装得到整体刚度矩阵k;
7、步骤五,根据公式ku=f求解得到节点位移矢量u,以最小化结构柔度为目标,以结构体积为约束,建立横观各向同性材料的拓扑优化模型;
8、步骤六,根据单元刚度矩阵与设计变量的关系以及节点位移矢量u,求解目标函数对设计变量的灵敏度;
9、步骤七,使用标准最优性准则算法,以最小化结构柔度为目标,以结构相对体积分数为约束,利用柔度和相对体积分数对设计变量的灵敏度进行迭代求解,迭代过程中,若当前设计不满足相对体积约束,或前后两次迭代的设计变量的绝对值之差大于预设值时,返回步骤四进行新一轮的迭代优化,否则,进行步骤八;
10、步骤八,如果当前设计满足体积约束,前后两次迭代的设计变量的绝对值之差小于预设值或循环次数大于最大循环次数时,迭代结束,得到横观各向同性材料拓扑优化的最优结构。
11、作为本发明进一步的方案:所述独立参数通过压缩和剪切实验测定,独立参数包括e1、e2、v12、v23以及g12,e1为x方向的弹性模量,e2为y和z方向的弹性模量,ν12为在x方向的应变与y方向应变之比,v23为在y方向应变与z方向应变之比,g12表示xy面的抗剪强度。
12、作为本发明进一步的方案:沿x方向,在yz平面上具有各向同性的材料的柔度矩阵柔度矩阵s1:
13、
14、沿y方向在xz平面上具有各向同性的材料的柔度矩阵s2:
15、
16、作为本发明进一步的方案:横观各向同性材料的单元刚度矩阵的计算公式为:
17、
18、
19、其中,和分别为八节点正六面体横观各向同性单元的横向单元刚度矩阵和竖向单元刚度矩阵,b为应变-位移矩阵,c1为s1-1,c2为s2-1,c1和c2为材料刚度矩阵,η1、η2和η3分别表示八节点正六面体单元中局部节点的坐标。
20、作为本发明进一步的方案:所述整体刚度矩阵k的计算公式为:
21、
22、其中,e1为主方向为x方向单元的弹性模量,e2为主方向为y方向单元的弹性模量,p为惩罚因子。
23、作为本发明进一步的方案:建立横观各向同性材料的拓扑优化模型为:
24、find x=[x1,x2,…,xe…,xn]t
25、
26、
27、x∈χ,χ={x∈rn:0≤x≤1}。
28、作为本发明进一步的方案:求解目标函数对设计变量的灵敏度:
29、
30、其中,横向单元的节点位移向量,为竖向单元的节点位移向量。
31、作为本发明进一步的方案:所述柔度矩阵s1适用于沿x方向,在yz平面上具有各向同性的材料,所述x方向为材料的丝材方向,柔度矩阵s2适用于沿y方向,在xz平面上具有各向同性的材料,所述y方向为材料的丝材方向。
32、作为本发明进一步的方案:所述横观各向同性材料的独立参数由该材料的3d打印试样实验测得。
33、与现有技术相比,本发明的有益效果是:
34、本发明用短碳纤维增强复合丝材打印实验试样,测定横观各向同性材料的不同方向的独立参数,构建横观各向同性单元的单元刚度矩阵,将单元刚度矩阵按方向组装得整体刚度矩阵,进而拓扑优化得更优构型。通过横观各向同性单元的设计,使得拓扑优化结果充分考虑到熔融沉积方式和丝材制造过程的特性,解决拓扑优化只考虑单各向同性材料或者多各向同性材料组合拓扑优化不能解决的问题。本发明能在确保结构体积满足一定约束条件的同时,提升拓扑优化结构的力学性能,降低经济成本。
35、在基于传统的各向同性材料惩罚方法(simp)的基础上,本发明进行了改进,尤其是在求解碳纤维复合材料的刚度矩阵部分进行了改进,提出了新的思路,考虑了各向异性材料的方向性,使此方法能够适用于碳纤维复合材料的拓扑优化,能够在航空零部件、医疗器械等多方面进行使用,在保证材料有硬性要求的特定方向的高性能的同时,减少甚至去除非受力方向的材料,避免不必要的浪费,减少各公司和企业不必要的成本开支。本发明将有助于解决现有拓扑优化技术在基于各向同性的假设上,对复合材料进行拓扑优化所带来的材料利用率低的问题。
- 还没有人留言评论。精彩留言会获得点赞!