一种双拼软胶囊一次成型设备及其生产工艺的制作方法
本发明涉及智能生产设备,具体为一种双拼软胶囊一次成型设备及其生产工艺。
背景技术:
1、软胶囊,或称胶丸,属于胶囊剂的一种包装方式,常见于药品或保健食品,它是将液体药物或液固体药物经处理密封于软质囊材中而制成的一种胶囊剂,但是现有的软胶囊结构,其内容物大多为单一药剂,导致软胶囊的功效性较为单一。
2、申请号为cn201820235746.4的申请文件就公开了一种制造软胶囊包硬胶囊的子母胶囊的模具,其是在用于软胶囊生产的中间挤压辊或软胶囊挤压辊的外侧,设置了一个硬胶囊辊,通过硬胶囊辊上的容纳槽,将硬胶囊推向中间挤压辊上的软胶囊容纳槽内,形成软胶囊包硬胶囊的子母胶囊,但是这种的加工方式虽然增加了软胶囊的功能性,但是一方面来说,这种的生产方式很容易因为硬胶囊上的容纳槽无法有效分配到硬胶囊,或容纳槽内的硬胶囊滚出,而产生空包软胶囊,影响产品的成品率,另一方面来说,这种软胶囊包硬胶囊来增加软胶囊产品功能性的方式,必须要预先完成硬胶囊部分的加工工作,导致软胶囊产品的生产工艺较为复杂,影响软胶囊的生产效率。
技术实现思路
1、为解决上述背景技术中存在的技术问题,本发明提供了一种双拼软胶囊一次成型设备及其生产工艺。
2、本发明技术方案如下:
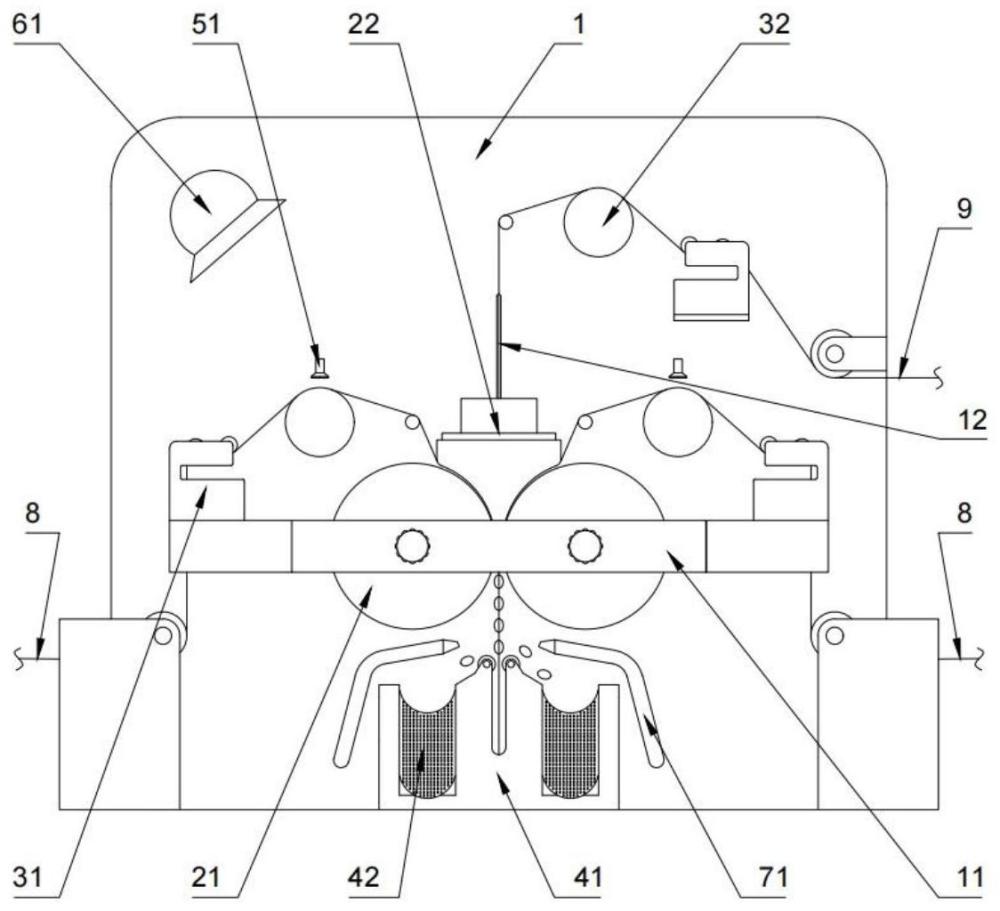
3、一种双拼软胶囊一次成型设备,包括主架及其前侧的生产系统、理料系统,所述主架内部设有动力系统,所述生产系统和理料系统均与动力系统传动连接,且能够由动力系统带动运行,通过所述理料系统能够向生产系统输送胶皮,并通过所述生产系统能够完成双拼软胶囊的生产工作。
4、就所述生产系统的结构来说,其包括并列且转动设置的两根挤压滚筒,其与动力系统传动连接,且外圈均设有真空吸碗,两挤压滚筒上的真空吸碗能够在转动过程中保持一一对应,胶皮能够在挤压滚筒上真空吸碗的作用下产生鼓包,两挤压滚筒之间的上方还设有喷体,所述喷体下部截面为两侧呈弧形内凹的倒三角结构,且喷体的下侧能够伸至两挤压滚筒之间。
5、作为本发明的核心技术构思,所述喷体中部竖直开设有上下贯通的进料通道,胶皮能够沿进料通道向两挤压滚筒之间移动,所述进料通道下端两侧的喷体上,且沿喷体的长度方向开设有若干喷口,所述成型设备还包括注剂系统,所述注剂系统包括供药装置以及设于喷体内部,且与供药装置连接的两组注剂机构,所述供药装置能够为注剂机构提供药剂,两组注剂机构分别通过若干分剂管连通至喷体两侧的若干喷口内,所述喷口的外侧贯通至喷体的外侧,且内侧不与进料通道贯通,防止喷口将药剂喷至进料通道的胶皮上,保证药剂能够准确的将药剂喷注至两侧胶皮上的鼓包内。
6、所述理料系统包括能够向两挤压滚筒输送包覆胶皮的两套第一输料装置,以及位于喷体上方且能够向进料通道内输送中间胶皮的第二输料装置,中间胶皮能够沿进料通道输送至两挤压滚筒之间,两挤压滚筒靠近彼此一侧的转动方向挤压向下,包覆胶皮能够在两挤压滚筒上真空吸碗的作用下产生鼓包,且位于所述进料通道下端两侧的喷口,能够分别通过注剂机构向两侧包覆胶皮上的鼓包内注入药剂,两侧包覆胶皮上的鼓包能够在两挤压滚筒的继续转动作用下分别与中间胶皮的两侧挤压胶合,无需设置多组滚筒,仅通过两个挤压滚筒,并配合喷嚏上的进料通道,既能够实现双拼软胶囊的一次成型工作,显著降低了双拼软胶囊生产的复杂度,保证了生产效率,且通过进料通道两侧喷口能够完成不同药剂(例如粉剂、液剂、固剂或液固混合剂)的注入工作,在保证软胶囊产品功能性的同时,还保证了双拼软胶囊的成品率。
7、如上所述的一种双拼软胶囊一次成型设备,所述注剂机构还包括设于喷体内部,且与供药装置连通的注入管,所述分剂管与注入管相连通,且两注剂机构的分剂管能够分别完成不同药剂的注入工作。
8、作为一种优选的实施方式,所述喷体下侧截面为开口向下的弧形结构,使得中间胶皮能够顺利穿过进料通道并移动至两挤压辊之间,防止因进料通道下端口的黏连作用影响中间胶皮的运输,以此来保证双拼软胶囊的成型过程能够更加顺利。
9、作为进一步优选的,所述喷口为竖直设置,且贯通喷体外侧的槽状结构,且喷口内侧壁的下端朝外倾斜设置,进一步保证药剂能够准确的喷注至两侧胶皮上的鼓包内。
10、如上所述的一种双拼软胶囊一次成型设备,所述喷体的上方设有能够使中间胶皮竖直落入进料通道内的辅助滚轴,使得中间胶皮沿进料通道的运输能够更加顺畅,防止胶皮在运输过程中受进料通道侧壁的粘连作用而出现破损。
11、就所述第一输料装置的结构来说,其包括位于挤压滚筒外侧上方的输料滚轴,所述第一输料装置的输料滚轴上方设有喷浆系统,通过所述喷浆系统,能够向包覆胶皮的粘接面喷涂一层隔水膜,保证注入药剂为水溶液时,其仍能够与中间胶皮保持较好的粘结效果。
12、作为进一步优选的,所述挤压滚筒的正上方也设有辅助滚轴,防止包覆胶皮与挤压滚筒过早接触,保证两挤压滚筒上的鼓包,能够准确呈一一对应的完成双拼软胶囊的成型工作。
13、为保证胶皮的平整性,进而保证双拼软胶囊的成品率,所述输料滚轴的外侧还设有展平辊组,所述展平辊组包括并列间隙设置的两根展平辊轴,包覆胶皮能够呈s形的穿过两展平辊轴并与输料滚轴上侧贴合。
14、本发明还提供了一种双拼软胶囊生产工艺,该工艺基于上述的一种双拼软胶囊一次成型设备,所述双拼软胶囊一次成型设备还包括设于两挤压滚筒之间下方的收集系统,且该生产工艺(上述的一种双拼软胶囊生产工艺)具体包括如下步骤:
15、s1、理料
16、s1.1、启动设备,两张包覆胶皮分别在两套第一输料装置的作用下向两挤压滚筒移动;
17、s1.2、中间胶皮在第二输料装置作用下向喷体的进料通道移动;
18、s2、注剂
19、s2.1、包覆胶皮沿挤压滚筒向两挤压滚筒之间移动,且在移动过程中,能够在真空吸碗作用下产生鼓包;
20、s2.2、中间胶皮经过进料通道向两个挤压滚筒之间移动;
21、s2.3、中间胶皮和包覆胶皮在两挤压滚筒之间汇合,两侧包覆胶皮的鼓包下侧预先在挤压滚筒的作用下,与中间胶皮的两侧胶合;
22、s2.4、喷体工作,通过进料通道两侧的喷口,将不同类型的药剂分别注入中间胶皮两侧的鼓包内;
23、s2.5、挤压滚筒继续动作将两包覆胶皮上的鼓包完全挤压黏合在中间胶皮的两侧,制得双拼软胶囊;
24、s3、集料
25、所述收集系统包括中间收集箱及其两侧的滑槽,所述中间收集箱包括其上端并列且间隙设置的两根分离辊轴,两分离辊轴靠近彼此一侧的转动方向向上,且两分离辊轴之间的间隙不大于双拼软胶囊的宽度尺寸,s3步骤具体包括:
26、s3.1、两挤压滚筒挤压后的双拼软胶囊,部分在两挤压滚筒的挤压作用下直接脱离废胶,并落入下方的滑槽,部分与废胶存在粘连的双拼软胶囊,在废胶穿过两分离滚轴间隙落入中间收集箱的过程中,在两分离辊轴的作用下脱离废胶并落入两侧的滑槽;
27、s3.2、双拼软胶囊经由滑槽滑至收集容器内完成集中收集。
28、作为优选的,所述收集系统与两挤压滚筒之间还设有风冷系统,保证成型后的双拼软胶囊能够在风冷系统的作用下具备一定的结构强度,防止其在收集过程中产生破损或形变,进而保证双拼软胶囊的成品率。
29、本发明的有益效果在于:本发明为一种双拼软胶囊一次成型设备及其生产工艺,通过第一输料装置和第二输料装置能够分别向挤压滚筒和喷体上的进料通道输送胶皮,其中两侧的包覆胶皮能够在挤压滚筒上的真空吸碗作用下产生鼓包,并配合进料通道下端两侧的喷口完成不同药剂的喷注工作,喷注完成后的鼓包能够在两挤压滚筒作用下粘接在中间胶皮的两侧,最终制得含有不同内容物(例如粉剂、液剂、固剂或液固混合剂)的双拼软胶囊,在保证双拼软胶囊功能性的同时,使得通过该设备能够完成双拼软胶囊给的一次成型工作,保证了双拼软胶囊的生产效率,同时配合喷口向鼓包内喷注内容物的方式,有效地保证了双拼软胶囊的成品率。
- 还没有人留言评论。精彩留言会获得点赞!