编织管、编织管的生产设备及制造方法与流程
本发明涉及医疗器材领域,具体而言,涉及一种编织管、编织管的生产设备及制造方法。
背景技术:
1、医用编织管长用于医疗手术中,例如血管相关的医疗手术。编织管为镶嵌有金属编织网的塑料管,金属编织网能够增加塑料管的结构强度,在编织管的管口处通常还套设有一钢环,钢环起到收束管口的作用,避免金属编码网产生毛刺,另一方面钢环也可以保护管口,例如避免管口磨损等。钢环通常采用胶粘的方式套设连接在编织管的管口,以将钢环固定于编织管的管口,避免钢环发生移动。
2、但是采用胶粘的方式存在至少两方面的问题:一方面,此类方式需要钢环的内径大于编织管的外径,因此钢环套设在编织管的端口处会形成台阶,在手术时台阶可能对患者的器官组织产生刮伤的风险,并且容易增加手术的疼痛感。另一方面,采用胶粘的方式时,胶水容易溢出至编织管的内壁和外壁,溢出的胶水与患者器官组织接触不益于患者的身体健康。
技术实现思路
1、本发明的目的在于提供一种编织管,以解决上述背景技术中提出的问题。
2、本发明的目的还在于提供一种编织管的生产设备,以用于生产能够解决上述背景技术中提出的问题的编织管。
3、本发明的目的还在于提供一种编织管的制造方法,以用于制造能够解决上述背景技术中提出的问题的编织管。
4、为解决上述技术问题,本发明采用如下技术方案。
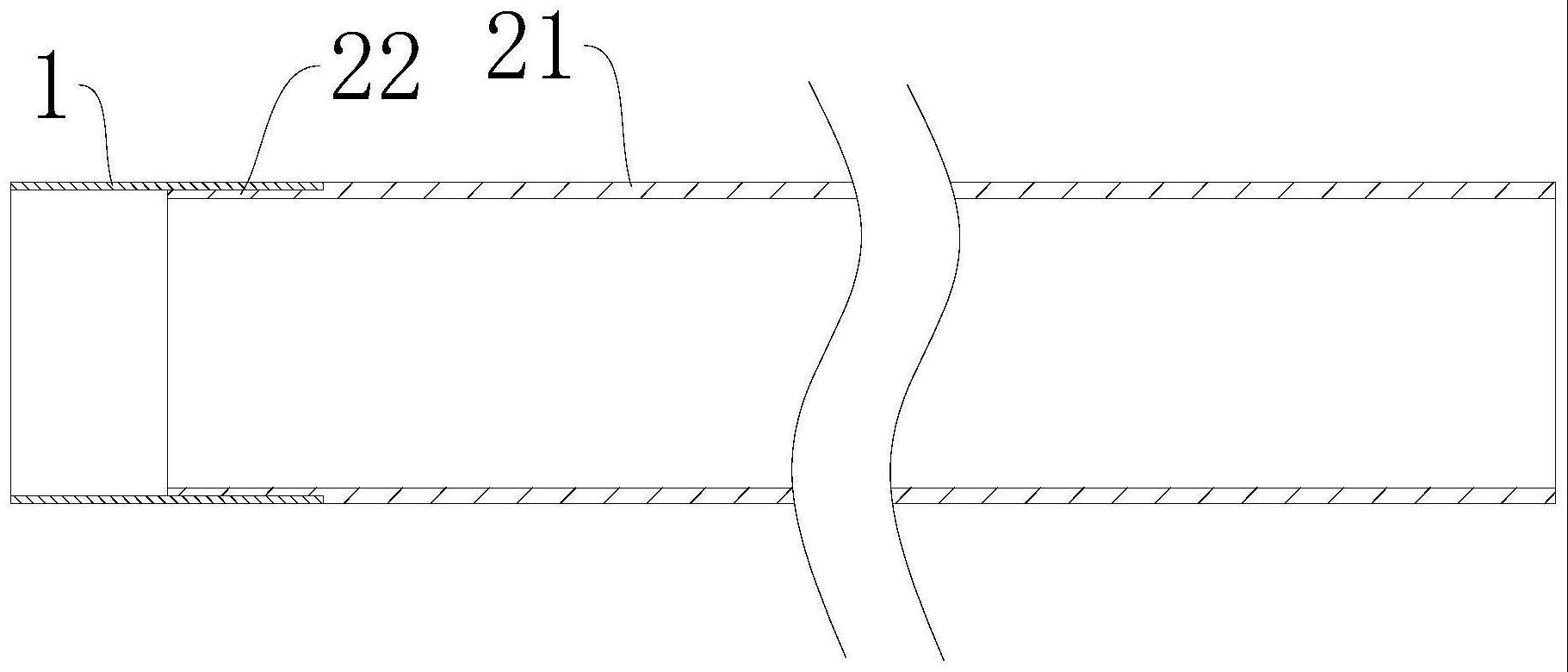
5、本发明提供一种编织管,该编织管包括:套环;管本体,所述管本体为内嵌有编织网的塑料管,所述管本体包括主体段和连接于所述主体段一端的台阶段,所述主体段的外径和套环的外径相等,所述台阶段的外径小于所述主体段的外径,且所述台阶段的长度小于或等于所述套环的长度;其中,所述台阶段嵌入所述套环内,并使所述套环和所述管本体相连接,所述主体段的一端对接所述套环,且所述主体段的外周面与所述套环的外周面齐平。
6、本技术一些实施例,所述套环上设有限位槽;所述台阶段的外周面上凸设有限位部;所述限位部卡接于所述限位槽内。
7、本技术一些实施例,所述限位槽沿所述套环的周向延伸;所述限位部沿所述台阶段的周向延伸。
8、本发明还提供一种编织管的生产设备,该编织管的生产设备包括:机架;第一模具,设于所述机架上,所述第一模具内设有第一型腔,所述第一型腔的一端开口,另一端设有第一限位壁;编织管组件,包括编织管和第一芯针,所述编织管包括套环和管本体,所述管本体为内嵌有编织网的塑料管,所述管本体的外径和所述套环的外径相等,所述管本体的内径小于所述套环的内径,所述第一芯针包括同轴相连的扩径段和缩径段,所述扩径段的外径大于所述缩径段的外径,所述扩径段和部分所述缩径段嵌入所述套环内,其余部分所述缩径段嵌入所述管本体内,所述第一芯针使所述所述套环和管本体同轴布置;夹持组件,可移动地连接于所述机架,所述夹持组件用于夹持所述管本体,并将所述套环、所述管本体和所述第一芯针推送进所述第一型腔直至第一芯针与所述第一限位壁相抵;加热装置,设于所述机架上,所述加热装置用于对所述第一模具进行加热,以使所述第一型腔内的部分所述管本体熔化,并随着所述夹持组件的继续推送使所述管本体熔化的部分推挤入所述套环和部分所述缩径段之间的间隙中,使所述管本体形成主体段和台阶段,所述主体段的外径和所述套环的外径相等,所述主体段的一端对接所述套环,且所述主体段的外周面与所述套环的外周面齐平,所述台阶段的外径小于所述主体段的外径,所述台阶段嵌入所述套环内,并使所述套环和所述管本体相连接。
9、本技术一些实施例,所述加热装置内设有加热腔;所述加热装置可移动地连接于所述机架,且所述加热装置和所述夹持组件分别设于所述第一模具的两侧;所述加热装置移动时使所述第一模具进入所述加热腔或退出所述加热腔。
10、本技术一些实施例,所述机架包括安装座和锁紧件;所述安装座设于所述机架上,所述安装座内设有相连通的第一安装槽和第二安装槽,且所述第二安装槽靠近所述第一安装槽的内壁逐渐缩小形成锥面;所述第一模具包括同轴相连的第一模套和第一模环,所述第一模套内设有所述第一型腔,所述第一模环位于所述第一型腔的开口处,且所述第一模环远离所述第一模套的一端至靠近所述第一模套的一端逐渐缩小;所述第一模套设于所述第一安装槽内,所述第一模环设于所述第二安装槽内;所述锁紧件内设有让位口,所述锁紧件可拆卸地连接于所述安装座,并将所述第一模环锁紧在所述第二安装槽内,所述让位口通过所述第一模环连通所述第一型腔。
11、本技术一些实施例,所述扩径段设有沿周向延伸的溢料槽,且所述溢料槽靠近所述缩径段的侧壁上具有缺口。
12、本技术一些实施例,所述编织管的生产设备还包括第二模具;所述第二模具设于所述机架上,所述第二模具内设有第二型腔,所述第二型腔的一端开口,另一端设有第二限位壁,且所述第二型腔靠近所述第二限位壁的内壁逐渐缩小形成锥面;所述编织管组件还包括第二芯针,所述第二芯针嵌入所述管本体内;所述夹持组件还用于将所述管本体和所述第二芯针推送进所述第二型腔内直至与所述第二限位壁相抵;所述加热装置还用于对所述第二模具进行加热,以使所述第二型腔内的部分部分管本体熔化,并随着所述夹持组件的继续推送使所述管本体熔化的部分嵌入所述锥面和所述第二芯针之间,使所述管本体形成倒角。
13、本技术一些实施例,所述第一限位壁上设有第一定位槽;所述第一芯针还包括同轴相连的第一定位段,且所述第一定位段连接于所述扩径段远离所述缩径段的一端,所述第一定位段用于嵌入所述第一定位槽内进行定位;所述第二限位壁上设有第二定位槽;所述第二芯针包括同轴相连的支撑段和第二定位段,所述支撑段嵌入所述管本体内,所述第二定位段用于嵌入所述第二定位槽内进行定位。
14、本发明还提供一种编织管的制造方法,该编织管的制造方法包括:提供第一模具,所述第一模具内设有第一型腔,所述第一型腔的一端开口,另一端设有第一限位壁;提供编织管组件,所述编织管包括套环和管本体,所述管本体为内嵌有编织网的塑料管,所述管本体的外径和所述套环的外径相等,所述管本体的内径小于所述套环的内径,所述第一芯针包括同轴相连的扩径段和缩径段,所述扩径段的外径大于所述缩径段的外径;将所述扩径段和部分所述缩径段嵌入所述套环内,其余部分所述缩径段嵌入所述管本体内,所述第一芯针使所述所述套环和管本体同轴布置;将所述套环、所述管本体和所述第一芯针推送进所述第一型腔直至第一芯针与所述第一限位壁相抵;对所述第一模具进行加热,以使所述第一型腔内的部分所述管本体熔化;继续推送使所述管本体熔化的部分推挤入所述套环和部分所述缩径段之间的间隙中。
15、由上述技术方案可知,本发明实施例至少具有如下优点和积极效果:
16、本发明实施例的编织管中,台阶段嵌入套环内并使套环和管本体相连接,台阶段和主体段之间的台阶面能够限制套环发生移动,且台阶段的长度小于或等于套环的长度,确保套环能够在台阶段起到收束的作用,避免台阶段部分的编织网产生毛刺,并且无需使用胶水来连接套环和台阶段,能够避免在手术过程中胶水接触人体产生危害。主体段的外径和套环的外径相等,主体段的一端对接套环,且主体段的外周面与套环的外周面齐平,主体段和套环之间没有段面差,避免编织管在人体内移动的过程中对器官组织造成刮伤。
- 还没有人留言评论。精彩留言会获得点赞!