一种3D打印听小骨假体的制备方法及听小骨假体与流程
本发明涉及医疗器械,具体涉及听小骨假体。
背景技术:
1、人耳可分为外耳、中耳和内耳三部分。外耳和中耳的主要作用是将外界声音通过鼓膜和与之接连的3块听小骨传导至内耳。3块听小骨分别是锤骨、砧骨以及镫骨,组成听骨链。当听骨链由于疾病等原因,造成听骨链被破坏,就需要进行人工听骨植入手术,重建听骨链恢复听力。
2、现临床使用的听骨假体主要有两种材料类别,一种是金属类,包括纯钛、钛合金、不锈钢等,一种是生物陶瓷类。目前应用最广的是金属类的听骨假体,加工方式主要是采用机加工,其结构受限于成型工艺,有些结构特征无法实现,尺寸序列不能实现个性化定制。另外人工听骨在植入后存在一定概率的脱落问题。
技术实现思路
1、针对现有技术存在的问题,本发明提供一种3d打印听小骨假体的制备方法,已解决上述至少一个技术问题。
2、本发明提供一种听小骨假体,已解决上述至少一个技术问题。
3、本发明的技术方案是:一种3d打印听小骨假体的制备方法,包括如下步骤:
4、步骤一,导入模型数据,根据模型数据3d打印听小骨假体;
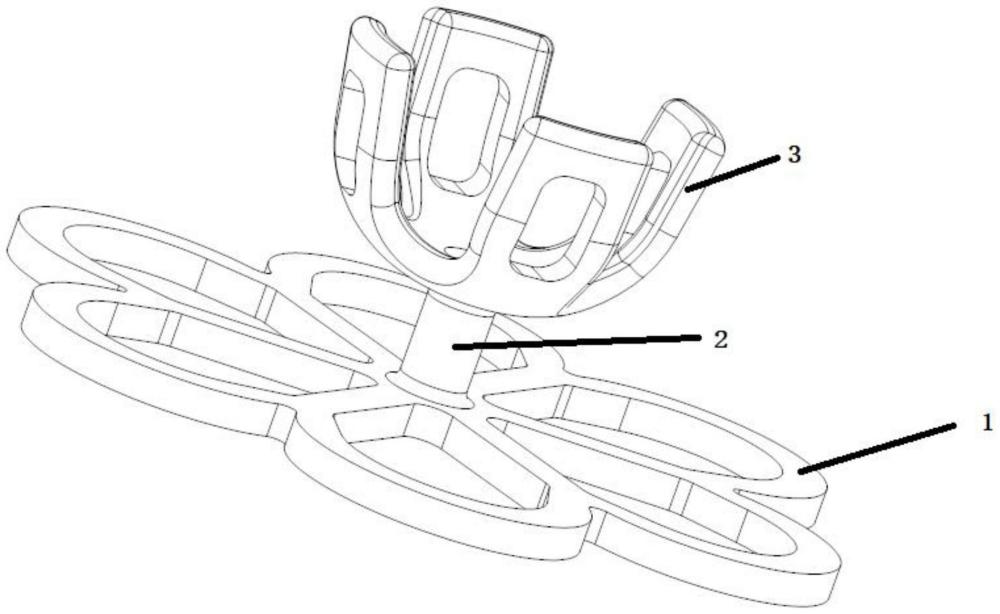
5、听小骨假体包括顺序连接的底盘、连杆以及用于接触镫骨头的镫骨头耦接件;
6、所述镫骨头耦接件包括四个周向排布的接触爪,所述接触爪的中央开设有通孔;
7、所述接触爪的内侧以及相邻接触爪的邻近侧设置有超细圆柱阵列结构,所述超细圆柱阵列结构包括等间隔排布的圆柱结构,所述圆柱结构的外壁为25μm-35μm,所述圆柱结构的轴向长度为40-50μm,相邻所述圆柱结构的中心距为40-50μm;
8、所述圆柱结构远离所述接触爪的端部设置有倒圆角结构;
9、步骤二,除油清洗:将打印的产品取下,并进行清洗;
10、步骤三,热等静压,消除零件内部的空隙,提高致密度;
11、步骤四,精修,对产品结构尺寸进行精修;
12、步骤五,磨料打磨,消除外表面缺陷;
13、步骤六,纯水清洗,清洗去除磨料;
14、步骤七,等离子抛光,增加表面活性;
15、步骤八,微弧氧化,在表面增加tio2/sio2复合膜,提高产品表面硬度;
16、步骤九,纯水清洗;
17、步骤十,真空包装;
18、步骤十一,辐照灭菌。
19、进一步优选地,步骤一中,模型数据是标准模型数据或者根据患者的听小骨的ct数据获得的定制化模型数据;
20、标准模型数据包括根据阶梯尺寸递增的标准连杆数据模型;
21、定制化模型数据包括根据患者的ct数据获得的定制连杆数据。
22、进一步优选地,所述定制连杆数据以0.03mm为调节单元进行逐级递增调节;
23、标准连杆数据模型以0.2mm为调节单元逐级递增调节;
24、所述连杆的长度范围为0.2mm-5mm。
25、进一步优选地,所述底盘包括内外设置的内部以及外框,所述外框包括六个弧形外凸部,且六个弧形外凸部周向顺序连接围成所述外框;
26、所述内部与所述连杆相连;
27、所述花瓣状框架还包括连接辐条,所述连接辐条的一端与所述内部相连,所述连接辐条的另一端与相邻的弧形外凸部的连接处相连。
28、进一步优选地,步骤三中,温度为920℃±10℃,压力为120mpa±10mpa,时间为1.5-2h。
29、进一步优选地,步骤八中,采用脉冲-直流电源进行微弧氧化处理,电压为340-360v、占空比55-65%,处理时间为170-190秒。
30、进一步优选地,步骤八中,微弧氧化时间为3分钟,tio2/sio2复合膜的厚度为5-8微米。
31、在产品表面增加(tio2/sio2复合膜),提高产品表面硬度,外表面为亚光,并具有一定的亲水性。工艺参数:电解液采用钙盐和磷酸盐配置,钙/磷比为3。采用脉冲-直流电源进行微弧氧化处理,电压340-360v、占空比55-65%、处理时间为170-190秒。钙、磷元素渗入到微弧氧化膜中,可以进一步提高产品的生物相容性。
32、进一步优选地,所述连杆的材质为钛、钛合金、不锈钢或者镍钛合金;
33、所述底盘的材质为钛、钛合金、不锈钢或者镍钛合金;
34、所述镫骨头耦接件的材质为钛、钛合金、不锈钢或者镍钛合金。
35、一种听小骨假体,其特征在于,包括3d打印而成的听小骨假体,所述听小骨假体包括顺序连接的底盘、连杆以及用于接触镫骨头的镫骨头耦接件;
36、所述镫骨头耦接件包括四个周向排布的接触爪,所述接触爪的中央开设有通孔;
37、所述接触爪的内侧以及相邻接触爪的邻近侧设置有超细圆柱阵列结构,所述超细圆柱阵列结构包括等间隔排布的圆柱结构,所述圆柱结构的外壁为25μm-35μm,所述圆柱结构的轴向长度为40-50μm,相邻所述圆柱结构的中心距为40-50μm;
38、所述圆柱结构远离所述接触爪的端部设置有倒圆角结构。
39、有益效果:本发明基于3d打印技术,可以在结构上最大化的轻量化设计的同时,进行结构防脱设计。
技术特征:
1.一种3d打印听小骨假体的制备方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种3d打印听小骨假体的制备方法,其特征在于:步骤一中,模型数据是标准模型数据或者根据患者的听小骨的ct数据获得的定制化模型数据;
3.根据权利要求2所述的一种3d打印听小骨假体的制备方法,其特征在于:所述定制连杆数据以0.03mm为调节单元进行逐级递增调节;
4.根据权利要求1所述的一种3d打印听小骨假体的制备方法,其特征在于:所述底盘包括内外设置的内部以及外框,所述外框包括六个弧形外凸部,且六个弧形外凸部周向顺序连接围成所述外框;
5.根据权利要求1所述的一种3d打印听小骨假体的制备方法,其特征在于:步骤三中,温度为920℃±10℃,压力为120mpa±10mpa,时间为1.5-2h。
6.根据权利要求1所述的一种3d打印听小骨假体的制备方法,其特征在于:步骤八中,采用脉冲-直流电源进行微弧氧化处理,电压为340-360v、占空比55-65%,处理时间为170-190秒。
7.根据权利要求1所述的一种3d打印听小骨假体的制备方法,其特征在于:步骤八中,微弧氧化时间为3分钟,tio2/sio2复合膜的厚度为5-8微米。
8.根据权利要求1所述的一种3d打印听小骨假体的制备方法,其特征在于:所述连杆的材质为钛、钛合金、不锈钢或者镍钛合金;
9.一种听小骨假体,其特征在于,包括3d打印而成的听小骨假体,所述听小骨假体包括顺序连接的底盘、连杆以及用于接触镫骨头的镫骨头耦接件;
10.根据权利要求9所述的一种听小骨假体,其特征在于,所述底盘包括内外设置的内部以及外框,所述外框包括六个弧形外凸部,且六个弧形外凸部周向顺序连接围成所述外框;
技术总结
本发明公开了一种3D打印听小骨假体的制备方法及听小骨假体。一种3D打印听小骨假体的制备方法,包括如下步骤:步骤一,导入模型数据,根据模型数据3D打印听小骨假体;步骤二,除油清洗:将打印的产品取下,并进行清洗;步骤三,热等静压,消除零件内部的空隙,提高致密度;步骤四,精修,对产品结构尺寸进行精修;步骤五,磨料打磨,消除外表面缺陷;步骤六,纯水清洗,清洗去除磨料;步骤七,等离子抛光,增加表面活性;步骤八,微弧氧化,在表面增加TIO<subgt;2</subgt;/SIO<subgt;2</subgt;复合膜,提高产品表面硬度;步骤九,纯水清洗;步骤十,真空包装;步骤十一,辐照灭菌。
技术研发人员:李思远,刘则,柴永鑫
受保护的技术使用者:上海劢司达医疗科技有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!