可快速插入式中心导管和导管管件的制作方法
本技术涉及医疗器械领域,更具体地涉及可快速插入式中心导管和导管管件。
背景技术:
1、中心静脉导管(cvc)通常通过塞尔丁格技术引入患者体内并通过其脉管系统推进。塞尔丁格技术利用了许多步骤和医疗器械(例如,针、手术刀、导丝、导引器护套、扩张器、cvc等)。虽然塞尔丁格技术是有效的,但是大量步骤是耗时的,处理大量医疗器械是困难的,并且上述两者都会导致患者创伤。另外,由于在塞尔丁格技术期间需要更换的大量医疗器械,存在相对高的接触污染的可能性。因此,需要减少将诸如cvc的导管引入患者体内并将导管通过其脉管系统推进所涉及的步骤和医疗器械的数量。
2、本文公开了增强导管尖端、包括可快速插入式中心导管(ricc)的导管及其方法,其减少了将导管引入患者体内所涉及的步骤和医疗器械的数量。
技术实现思路
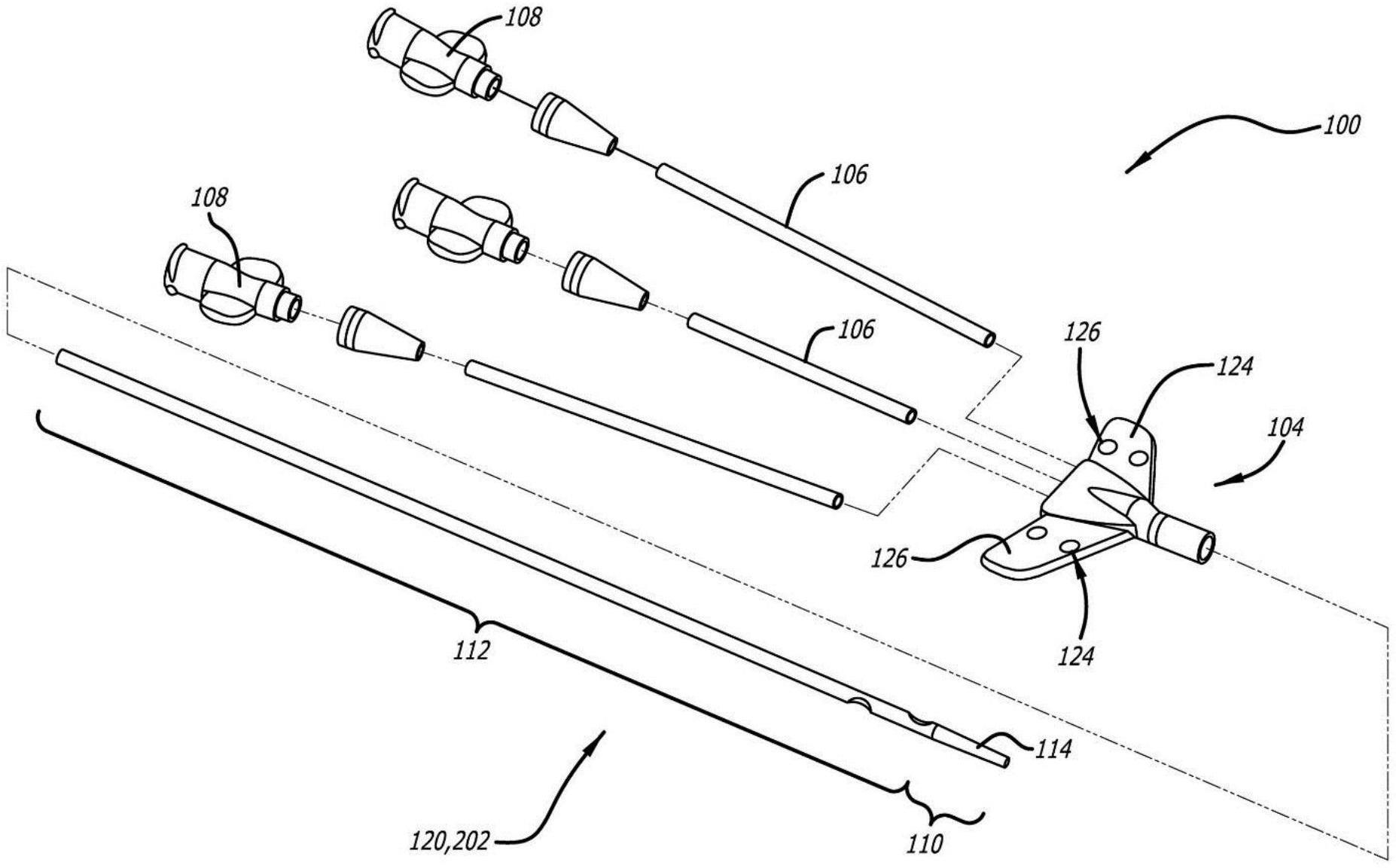
1、本文公开了一种ricc,在一些实施方案中,该ricc包括导管管件、联接至导管管件的近侧部分的导管衬套、以及从导管衬套延伸的多个延伸腿。导管管件包括位于导管管件的远侧部分中的第一区段以及位于第一区段近侧的第二区段。导管管件的第一区段在远侧终止于导管尖端,利用导管尖端中的增强带强化该导管尖端。从导管衬套延伸的多个延伸腿在数量上等于延伸穿过ricc的多个内腔。
2、在一些实施方案中,增强带跨越其长度是足够刚性的,以支持穿过ricc的抽吸,而不使导管尖端塌陷。
3、在一些实施方案中,增强带跨越其长度是足够刚性的,以在ricc(可选地,在进入导丝之上)插入通向血管内腔的针道时,防止导管尖端的屈曲。
4、在一些实施方案中,增强带由热塑性聚合物或金属形成,导管管件的第一区段在增强带之上模制或挤出。
5、在一些实施方案中,增强带由热塑性聚合物形成。热塑性聚合物选自热塑性聚氨酯、碳酸盐基热塑性聚氨酯、聚酰胺以及聚酰胺-嵌段-聚醚共聚物。
6、在一些实施方案中,增强带由金属形成。金属选自不锈钢、钛和镍钛诺。
7、在一些实施方案中,ricc是三内腔导管,该三内腔导管包括作为导管衬套的三叉导管衬套和用于该多个延伸腿的三个延伸腿。三个延伸腿中的每个延伸腿包括联接至延伸腿的近侧部分的鲁尔连接器。
8、在一些实施方案中,ricc包括第一内腔、第二内腔和第三内腔。第一内腔从第一鲁尔连接器的近端中的开口延伸至导管尖端中的开口。第二内腔从第二鲁尔连接器的近端中的开口延伸至导管管件的第二区段的远侧部分中的第二内腔开口。第三内腔从第三鲁尔连接器的近端中的开口延伸至导管管件的第二区段的远侧部分中位于第二内腔开口近侧的第三内腔开口。
9、在一些实施方案中,第二内腔和第三内腔中的每个内腔终止于导管管件的第二区段的远端处。
10、在一些实施方案中,导管管件的第一区段的近端结合至导管管件的第二区段的远端。
11、在一些实施方案中,导管管件的第一区段由具有第一硬度的第一聚合物材料形成,并且导管管件的第二区段由具有小于第一硬度的第二硬度的第二聚合物材料形成。
12、在一些实施方案中,第一聚合物材料和第二聚合物材料中的每种聚合物材料是聚氨酯。
13、在一些实施方案中,第二内腔和第三内腔中的每个内腔终止于导管管件的第一区段的中间部分内。
14、在一些实施方案中,导管管件的外层在导管管件的内层之上挤出。导管管件的内层包括位于其之上的增强带。
15、在一些实施方案中,导管管件的第一区段从导管管件的第二区段向导管尖端渐缩。不同的是,导管管件的第二区段具有恒定的外径。
16、本文还公开了一种导管管件,在一些实施方案中,其包括位于导管管件的远侧部分中的第一区段以及位于第一区段近侧的第二区段。导管管件的第一区段具有穿过其中的单个导管管件内腔。另外,导管管件的第一区段在远端终止于导管尖端,利用导管尖端中的增强带强化该导管尖端。导管管件的第二区段具有穿过其中的两个或更多个导管管件内腔,该两个或更多个导管管件内腔包括与穿过导管管件的第一区段的导管管件内腔相同的导管管件内腔。
17、在一些实施方案中,增强带跨越其长度是足够刚性的,以支持穿过导管管件的抽吸,而不使导管尖端塌陷。
18、在一些实施方案中,增强带跨越其长度是足够刚性的,以在导管管件(可选地,在进入导丝之上)插入通向血管内腔的针道时,防止导管尖端的屈曲。
19、在一些实施方案中,增强带由热塑性聚合物或金属形成,导管管件的第一区段在增强带之上模制或挤出。
20、在一些实施方案中,增强带由热塑性聚合物形成。热塑性聚合物选自热塑性聚氨酯、碳酸盐基热塑性聚氨酯、聚酰胺以及聚酰胺-嵌段-聚醚共聚物。
21、在一些实施方案中,增强带由金属形成。金属选自不锈钢、钛和镍钛诺。
22、在一些实施方案中,导管管件是三内腔导管管件,该三内腔导管管件包括第一导管管件内腔、第二导管管件内腔和第三导管管件内腔。第一导管管件内腔对应于穿过导管管件的第一区段和第二区段的导管管件内腔。第一导管管件内腔从导管管件的第二区段的近端中的开口延伸至导管尖端中的开口。第二导管管件内腔从导管管件的第二区段的近端中的开口延伸至导管管件的第二区段的远侧部分中的第二内腔开口。第三导管管件内腔从导管管件的第二区段的近端中的开口延伸至导管管件的第二区段的远侧部分中位于第二内腔开口近侧的第三内腔开口。
23、在一些实施方案中,第二导管管件内腔和第三导管管件内腔中的每个导管管件内腔终止于导管管件的第二区段的远端处。
24、在一些实施方案中,导管管件的第一区段的近端结合至导管管件的第二区段的远端。
25、在一些实施方案中,导管管件的第一区段由具有第一硬度的第一聚合物材料形成,并且导管管件的第二区段由具有小于第一硬度的第二硬度的第二聚合物材料形成。
26、在一些实施方案中,第一聚合物材料和第二聚合物材料中的每种聚合物材料是聚氨酯。
27、在一些实施方案中,第二导管管件内腔和第三导管管件内腔中的每个导管管件内腔终止于导管管件的第一区段的中间部分内。
28、在一些实施方案中,导管管件的外层在导管管件的内层之上挤出。导管管件的内层包括位于其之上的增强带。
29、在一些实施方案中,导管管件的第一区段从导管管件的第二区段向导管尖端渐缩。导管管件的第二区段具有恒定的外径。
30、本文还公开了一种用于制造导管管件的方法,在一些实施方案中,该方法包括内层形成步骤、捆包步骤、牵拉步骤、外层形成步骤和导管管件切割步骤。内层形成步骤包括通过用挤出机挤出第一聚合物材料的单内腔管材来形成导管管件的内层。捆包步骤包括使用多个增强带周期性地捆包(periodically banding)单内腔管材以形成捆包的单内腔管材。增强带沿着捆包的单内腔管材规则地散布。牵拉步骤包括用牵拉器牵拉捆包的单内腔管材通过相同或不同挤出机的模具。外层形成步骤包括周期性地迫使第一聚合物材料或第二聚合物材料的熔体围绕捆包的单内腔管材通过模具,以形成输出管材,该输出管材包括规则地散布在单内腔管材的区段中的分层管材的区段。导管管件切割步骤包括紧靠规则地散布在单内腔管材的区段中的分层管材的区段中的分层管材的每个区段前面周期性地切割输出管材,从而形成导管管件。
31、在一些实施方案中,该方法还包括结合层施加步骤。结合层施加步骤包括在外层形成步骤中迫使第一聚合物材料或第二聚合物材料的熔体围绕捆包的单内腔管材通过模具之前,在单内腔管材上施加结合层。
32、在一些实施方案中,该方法还包括内腔形成步骤。内腔形成步骤包括在外层形成步骤中,通过将空气注入第一聚合物材料或第二聚合物材料的熔体中,同时迫使第一聚合物材料或第二聚合物材料的熔体围绕捆包的单内腔管材通过模具,相对于单内腔管材的内腔形成一个或多个附加内腔。
33、在一些实施方案中,该方法还包括开口切割步骤。开口切割步骤包括在导管管件中切割一个或多个开口,以为一个或多个附加内腔对应地建立一个或多个开口。
34、在一些实施方案中,该方法还包括渐缩步骤。渐缩步骤包括周期性地增加用牵拉器牵拉输出管材的速率,并且使牵拉输出管材的速率返回至恒定的牵拉速率,以分别形成导管管件中的每个导管管件的渐缩的第一区段和恒定直径的第二区段。
35、在一些实施方案中,导管管件中的每个导管管件的第一区段终止于导管尖端,利用增强带中的一个增强带强化导管尖端。
36、鉴于附图和以下描述,本文提供的概念的这些和其他特征对于本领域技术人员将变得更加明显,附图和以下描述更详细地描述了这种概念的特定实施方案。
- 还没有人留言评论。精彩留言会获得点赞!