一种注射装置的制作方法
本技术属于医疗注射器,具体地指一种注射装置。
背景技术:
1、在医疗临床现场,通常会使用带有刻度标记的注射器进行药物配制或注射使用。一般的使用方式是,推/拉注射器中的胶塞,使胶塞的前缘与注射器外套上的所需刻度标记重合来设定所需的计量(毫升数)。注射器的刻度容积标识的误差来源于各部件尺寸、以及刻度印刷的制造公差等的累积,误差范围通常在0.2ml或以上,但是也符合相关的规定和各种标准的要求,能满足一般临床使用需求。
2、但是在胰岛素、疫苗等注射时,需要进行微量注射,如50、100、200微升的注射,且误差要求在±10%之内。此时,常规注射器0.1或0.2ml(即100、200微升)的误差已不能满足微量注射的要求。尤其是注射50微升时,误差要求更是达到了±5微升。而且普通注射器,通过注射筒上的刻度来确定注射剂量时,由于玻璃材质的注射筒会折射光线,所以在读取刻度时,容易产生偏差,从而会进一步增大了误差。
3、虽然现有的技术中,已存在满足微量注射要求的装置,但是这些装置都需要通过各种电气控制元件来实现精准的微量注射。其缺点就是,装置整体较大,不方便携带和使用;装置的部件较多,制造组装时比较复杂;而且装置的生产成本也非常的高。
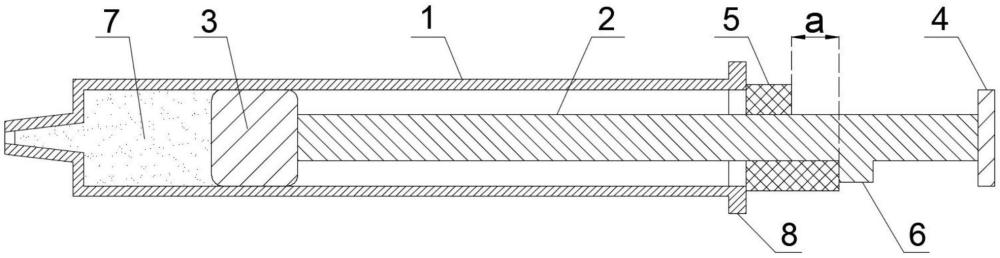
4、另外有一些结构比较简单的微量注射器(如图1所示)。其中d为注射筒的内径;h为药剂的高度;l1为注射筒的有效长度;l2为胶塞长度;l3为推杆有效长度;l4为挡块高度。根据d可以计算出注射筒的截面面积s,h的值是根据h=l1+l4-l3-l2得出,再由s乘以h即可得出需要微量注射的剂量。但是,在这个过程中,d、l1、l2、l3和l4都是有公差的,一共是五个值的公差,经过计算之后,剂量的误差在18%左右。
5、再加上注射完成时,胶塞会挤压注射筒的底部,容易产生形变,使锥头腔内的药剂也被挤压出去用于注射,这样就会进一步增加药剂的误差量,使误差达到20%左右,甚至是超过20%,这样一来就远远超出微量注射的要求。
技术实现思路
1、为解决现有技术中普通的注射器无法满足微量注射要求且误差过大的技术问题,本实用新型提供能满足微量注射要求且误差小的一种注射装置。
2、一种注射装置,包括带有卷边的筒体和滑动连接在筒体内的推杆;推杆一端设有活塞,推杆另一端设有按手;活塞位于筒体内,按手位于筒体外。推杆和筒体这两者其中一个上设有第一挡位部和第二挡位部,另一个上设有挡块;
3、第一挡位部和第二挡位部沿推杆周向错开。第一挡位部和第二挡位部之间沿推杆轴向推进方向上的距离为固定距离a。固定距离a即现有技术中药剂的高度h;而筒体的内径则可以从国际标准iso11040的规定中获得,即现有技术中的d。根据d可以计算出筒体的截面面积s,再由s乘以a即可得出需要微量注射的剂量。整个过程中,只需要用到d和a这两个数据的公差即可,因此与现有技术中存在五个值的公差相比,药剂注射精度得到了大幅度的提升。另外,由于国际标准iso11040中规定了d的值,所以只要根据实际需求,提前确定好a的值,就能满足各种微量注射的要求,哪怕是50、100、200微升,都可以实现精准的定量注射。
4、移动推杆,当挡块与第一挡位部抵接时,为注射起始位置;
5、转动推杆并再次移动推杆,当挡块与第二挡位部抵接时,为注射结束位置,活塞与筒体底部之间留有间隙。
6、第一挡位部和第二挡位部没有固定的形状结构,只要能起到对应的阻挡作用即可。
7、普通的注射方案在注射结束时,胶塞与筒体内的底部端面会接触,产生挤压,使胶塞产生微量的形变,从而将残留在注射器锥头腔内的药剂挤出用于注射。虽然对于普通的注射方案来说,这点剂量不是很大,但是对于微升级别的微量注射而言,这会产生非常大的误差,严重的影响到微量注射的精度。
8、所述注射装置注射时的起始位置和结束位置更加的随意、自由,不用按照刻度线的标识来开始注射和结束注射。注射结束时,活塞与筒体底部之间留有间隙,使活塞不会挤压筒体底部,从而使活塞不会产生形变。因此,锥头腔内残留的药剂就不会被挤压出去用于注射,进一步的减小了微量注射的误差,提高了微量注射的精度。
9、进一步的,筒体的卷边端可拆卸的连接有挡位件,挡位件位于筒体外部;挡位件一端为抵接端,另一端设有两个不同高度的凸部,其中较高的凸部为第一挡位部,另一个凸部为第二挡位部。挡位件与卷边端连接时,挡位件环套在推杆上,推杆可以在挡位件中移动。
10、通过挡位件与推杆的配合,来实现精准的定量注射,与现有技术中使用电气控制元件的技术方案相比,结构更简单,成本更低廉,使用也是更加的方便。
11、进一步的,推杆沿径向延伸出挡块;挡位件的抵接端与筒体抵接;
12、当推杆上的挡块与第一挡位部抵接时,为注射起始位置;
13、当推杆上的挡块与第二挡位部抵接时,注射结束。
14、挡块与第一挡位部抵接之后,只要转动推杆或挡位件,让挡块与第二挡位部的位置对准之后,就可以继续按压按手,使推杆继续移动,直至挡块与第二挡位部抵接。挡块可以与推杆一体成型。
15、进一步的,筒体朝向按手的一端可拆卸的连接有助推器;助推器顶部设有挡位件,挡位件顶部端面为第一挡位部;挡位件为u形,挡位件面向推杆的端面设有凹槽,凹槽底部端面为第二挡位部;推杆沿径向延伸出挡块;
16、当挡块与第一挡位部抵接时,为注射起始位置;
17、当挡块与第二挡位部抵接时,注射结束。
18、助推器和挡位件为一体成型结构,也可以是分体式结构。将挡位件设置在助推器上,使得在注射一些比较粘稠的药剂时,也能实现减小注射误差,达到精准的定量注射效果。而且使用非常的方便,只要将助推器连接在筒体上,与挡块进行配合即可。
19、进一步的,筒体内壁沿径向方向设有突出的挡块;推杆沿径向方向延伸出第一挡位部和第二挡位部,第一挡位部位于活塞和第二挡位部之间;挡块可以与筒体一体成型;第一挡位部和第二挡位部均可以与推杆一体成型。直接将第一挡位部和第二挡位部设置在推杆上,从而取代了挡位件。使注射装置在微量注射时,不再需要进行组装拆卸的操作,让使用的过程更加的简单和方便。
20、当第一挡位部朝向活塞的端面与挡块抵接时,为注射起始位置;
21、当第二挡位部朝向活塞的端面与挡块抵接时,注射结束。
22、进一步的,筒体内壁沿径向方向延伸出第一挡位部和第二挡位部;第二挡位部位于活塞和第一挡位部之间;推杆沿径向方向延伸出挡块;第一挡位部和第二挡位部均可以和筒体一体成型;挡块可以和推杆一体成型。直接将第一挡位部和第二挡位部设置在筒体内壁,从而取代了挡位件。使注射装置在微量注射时,不再需要进行组装拆卸的操作,让使用的过程更加的简单和方便。
23、当第一挡位部朝向按手的端面与挡块抵接时,为注射起始位置;
24、当第二挡位部朝向按手的端面与挡块抵接时,注射结束。
25、进一步的,第一挡位部上设有能容纳挡块通过的第一通道;第二挡位部上设有能容纳挡块通过的第二通道;第一通道与第二通道不在同一轴线。两个通道不在同一轴线,可以让挡块通过第一通道时,不会因为用力过大等原因,使挡块直接通过第二通道,避免了操作失误的出现。另外,第一通道与第二通道的设置,可以让挡块顺利的穿过第一挡位部和第二挡位部,从而达到推杆可以在筒体内顺利滑动的效果。即使在筒体内壁设置第一挡位部和第二挡位部,也能让所述的注射装置达到普通注射器相同的使用效果。
26、本实用新型的有益效果有:
27、注射起始位置和注射结束位置不再依赖刻度标识,可以更加随意和自由的设置,只用确定好两者之间的固定距离a这一个数据,即可大大的减少公差出现的次数,减小了注射误差,从而提高注射的精度,达到微量注射的高精度要求。
28、与此同时,由于不再依赖刻度标识,也就不需要读取刻度标识,所以就不会出现筒体折射光线,造成读数出现误差的情况,因此进一步的提高了注射的精度。
29、并且,由于注射结束位置可以更加随意、自由的设置,所以注射结束时,活塞与筒体底部之间可以留有间隙,使活塞与筒体底部之间不会相互挤压产生微量的形变,进而不会让锥头腔内残留的药剂被挤出用于注射,因此更加进一步的提高了注射的精度。
30、所述的技术方案不仅适用于普通的注射过程,还能适用于预灌封注射装置的使用过程。
31、综上所述,一种注射装置可以实现一举多得的技术效果。
- 还没有人留言评论。精彩留言会获得点赞!