刷头、电动牙刷以及刷头的成型制造方法与流程
本技术涉及口腔护理,尤其涉及到一种刷头、电动牙刷以及刷头的成型制造方法。
背景技术:
1、相关技术中,在刷头的刷板上安装刷毛的工艺简称植毛工艺,刷头的植毛工艺包括有铜植毛工艺以及无铜植毛工艺。对于有铜植毛工艺,植毛孔的底部还要有一定的厚度,防止植毛孔打穿或打裂刷板,而无铜植毛工艺,由于刷板具有一定的厚度,再加上刷毛靠近刷板的底托的一端需要烧结熔融来与底托结合,而底托本身也需要具有一定的厚度,造成刷板整体厚度大,刷板的厚度大很容易造成用户刷牙不适。
技术实现思路
1、本技术提供一种刷头、电动牙刷以及刷头的成型制造方法,能够降低刷板的厚度,提高用户刷牙时的舒适性。
2、本技术实施例第一方面提供一种刷头,所述刷头包括:
3、tpee刷毛,通过拉丝成型,所述tpee刷毛具有相对的自由端和连接端;以及,
4、tpee刷板,通过注塑成型,并在注塑成型的同时与所述tpee刷毛的所述连接端连接,以使所述tpee刷板与所述tpee刷毛成型为一体,所述tpee刷毛的所述自由端自所述tpee刷板的表面延伸而出。
5、进一步地,所述tpee刷毛的邵氏d硬度大于等于60且小于等于90;
6、所述tpee刷板的邵氏d硬度大于等于65且小于等于85;
7、其中,所述tpee刷毛的邵氏d硬度与所述tpee刷板的邵氏d硬度之间的差值不大于10。
8、进一步地,所述tpee刷毛的邵氏d硬度大于所述tpee刷板的邵氏d硬度。
9、进一步地,所述tpee刷毛的熔点高于所述tpee刷板的熔点。
10、进一步地,沿所述tpee刷板的厚度方向,所述连接端嵌入所述tpee刷板的深度大于等于0.5mm。
11、进一步地,所述连接端嵌入所述tpee刷板的深度与所述tpee刷板的厚度之比大于等于0.2且小于等于0.8。
12、进一步地,沿所述tpee刷板的厚度方向,所述tpee刷板具有相对的植毛面与背面,所述tpee刷毛的自由端在所述植毛面延伸而出,嵌入所述tpee刷板的所述连接端与所述背面之间的间距大于等于0.2mm且小于等于2mm。
13、进一步地,所述tpee刷板具有植毛面,所述tpee刷毛的自由端在所述植毛面延伸而出,所述tpee刷毛与所述植毛面的边缘之间的间距大于等于0.2mm且小于等于2mm。
14、进一步地,所述tpee刷毛的长度大于等于6.5mm且小于等于14mm。
15、进一步地,所述tpee刷板具有植毛面,所述tpee刷毛的自由端在所述植毛面延伸而出,所述tpee刷毛包括多个刷毛蔟,每个所述刷毛蔟包括多根刷丝,所述刷头还包括:
16、约束环,与所述刷毛蔟一一对应,套接于对应的所述刷毛蔟的靠近所述植毛面的根部,以将多根所述刷丝约束形成所述刷毛蔟。
17、进一步地,所述约束环与所述tpee刷板连接,且所述约束环凸设于所述植毛面;和/或
18、所述刷毛蔟的所述连接端穿出所述约束环与所述tpee刷板连接;和/或
19、所述约束环为tpee约束环,且所述tpee约束环与所述刷毛簇形成的整体与所述tpee刷板注塑成型为一体。
20、进一步地,所述tpee刷毛包括多个刷毛蔟,每个刷毛蔟包括多根刷丝,相邻所述刷毛蔟之间的间距大于等于0.3mm且小于等于3.5mm。
21、进一步地,所述tpee刷毛包括多个刷毛蔟,每个所述刷毛蔟包括多根刷丝,单根刷丝的直径大于等于0.07mm且小于等于0.25mm,和/或,单个所述刷毛簇包括的刷丝数量大于等于40且小于等于300。
22、进一步地,所述tpee刷毛包括多个刷毛蔟,每个刷毛蔟包括多根刷丝,在与所述tpee刷板的厚度方向垂直的剖面内,所述tpee刷毛簇的截面形状被构造成弧形、圆形、三角形、长条形、五角星形状、椭圆形、四边形和五边形中的至少一种。
23、进一步地,所述tpee刷板为硬质刷板或者软质刷板。
24、进一步地,所述tpee刷板包括:
25、植毛部,具有植毛面,所述tpee刷毛的自由端在所述植毛面延伸而出;
26、底托部,连接于所述植毛部背离所述tpee刷毛的一侧或嵌设于所述植毛部内,所述底托部与所述植毛部中的一个为硬质部。另一个为软质部。
27、进一步地,所述刷头还包括:
28、刷杆,与所述tpee刷板的长度延伸方向上的一端连接,所述刷杆为tpee刷杆。
29、进一步地,所述刷杆整体为硬质刷杆或者整体软质刷杆;或者
30、所述刷杆包括沿所述长度延伸方向设置的一个软质段及一个硬质段,所述软质段连接所述硬质段以及所述tpee刷板沿所述长度延伸方向的一端;或者
31、所述刷杆包括沿所述长度延伸方向依次交替连接的多个软质部以及多个硬质部,所述tpee刷板沿所述长度延伸方向的一端与所述硬质部或者所述软质部连接;或者
32、所述刷杆包括硬质杆以及软质套,所述软质套套设于所述硬质杆。
33、本技术第二方面提供一种刷头的成型制造方法,其特征在于,包括:
34、通过拉丝成型工艺将tpee材料成型出丝状的tpee刷毛;
35、将所述tpee刷毛一端放入注塑型腔;
36、向所述注塑型腔注入tpee材料,成型出与所述tpee刷毛的伸入所述注塑型腔的一端连接的tpee刷板,或者,向所述注塑型腔注入tpee材料,成型出与所述tpee刷毛的伸入所述注塑型腔的一端连接的tpee刷板以及与所述tpee刷板连接的部分刷杆。
37、进一步地,方法还包括:使用tpee材料成型出第一刷杆;
38、将所述tpee刷毛一端放入注塑型腔,将所述第一刷杆放入所述注塑型腔;
39、向所述注塑型腔注入tpee材料,成型出与所述tpee刷毛的伸入所述注塑型腔的一端连接的tpee刷板的方法包括:
40、向所述注塑型腔注入tpee材料,成型出分别与所述tpee刷毛和所述第一刷杆连接的tpee刷板,或者,
41、向所述注塑型腔注入tpee材料,成型出与所述tpee刷毛的伸入所述注塑型腔的一端连接的tpee刷板以及与所述tpee刷板连接的部分刷杆的方法包括:
42、向所述注塑型腔注入tpee材料,成型出与所述tpee刷毛连接的tpee刷板以及分别连接所述tpee刷板以及所述第一刷杆的第二刷杆。
43、进一步地,在成型出分别与所述tpee刷毛和所述第一刷杆连接的tpee刷板的方法中,所述第一刷杆与tpee刷板相互嵌入;
44、在成型出与所述tpee刷毛连接的tpee刷板以及分别连接所述tpee刷板以及所述第一刷杆的第二刷杆的步骤中,所述第二刷杆与所述第一刷杆以及所述tpee刷板相互嵌入。
45、进一步地,还包括:
46、使用约束环套设于多个所述tpee刷毛的刷丝的外周,以通过多个所述约束环将多个所述刷丝约束形成多簇tpee刷毛簇;
47、将所述tpee刷毛一端伸入注塑型腔的方法包括:
48、将多个所述tpee刷毛簇的一端以及对应的所述约束环放入所述注塑型腔。
49、进一步地,使用tpee材料成型出所述约束环;和/或
50、放入所述注塑型腔的所述tpee刷毛簇的一端穿出所述约束环以与所述tpee刷板注塑为一体。
51、进一步地,所述tpee刷毛的熔点高于所述tpee刷板的熔点;和/或
52、所述tpee刷板和/或所述刷杆制成为透明状或半透明状;和/或
53、所述tpee刷毛、所述刷杆和所述tpee刷板中至少两个硬度不同;和/或
54、成型出所述tpee刷板的tpee材料的硬度低于成型出所述刷杆的tpee材料的硬度。
55、进一步地,向所述注塑型腔注入tpee材料,成型出与所述tpee刷毛的伸入所述注塑型腔的一端连接的tpee刷板后,或者,向所述注塑型腔注入tpee材料,成型出与所述tpee刷毛的伸入所述注塑型腔的一端连接的tpee刷板以及与所述tpee刷板连接的部分刷杆后,包括:
56、对所述tpee刷毛远离所述tpee刷板的一端进行磨圆处理。
57、本技术第三方面提供一种电动牙刷包括刷柄以及如上任一项所述的刷头,所述刷头与所述刷柄可拆卸连接。
58、本技术实施例提供的刷头、电动牙刷以及刷头的成型制造方法,采用tpee材料拉丝成型的tpee刷毛具有优秀的弹性变形能力,也即具有高回弹性,且tpee刷毛的触感柔顺,刷牙时具有良好的口感。且由于tpee刷毛与tpee刷板一体注塑成型,无需在tpee刷板开孔,可以避免tpee刷板被打穿或者开裂,因此,可以减小tpee刷毛中的相邻两簇刷毛之间的间距,也可以减小tpee刷毛与tpee刷板的边缘之间的间距,从而提高毛区占比。毛区占比的提高意味着在相同的tpee刷板面积上可以设置更多tpee刷毛,实现更高密度植毛,高密度植毛相比于低密度植毛,tpee刷毛的数量更多,与牙齿的接触面积更大,牙菌斑清除效果更好。同时,高密度植毛能均匀分散刷牙时牙龈所承受的压力,换言之,单位面积上tpee刷毛数量的增加,可以减少每簇tpee刷毛中的单根刷丝所承受的压力,进而分散对牙齿牙龈的压力刺激。且由于无需考虑tpee刷板会被打穿或者开裂,tpee刷板可以做得更薄,也即可以减小tpee刷板的厚度,进而提高用户刷牙时的舒适性。
59、附图说明
60、为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
61、图1为本技术一种实施例中的牙刷的结构示意图;
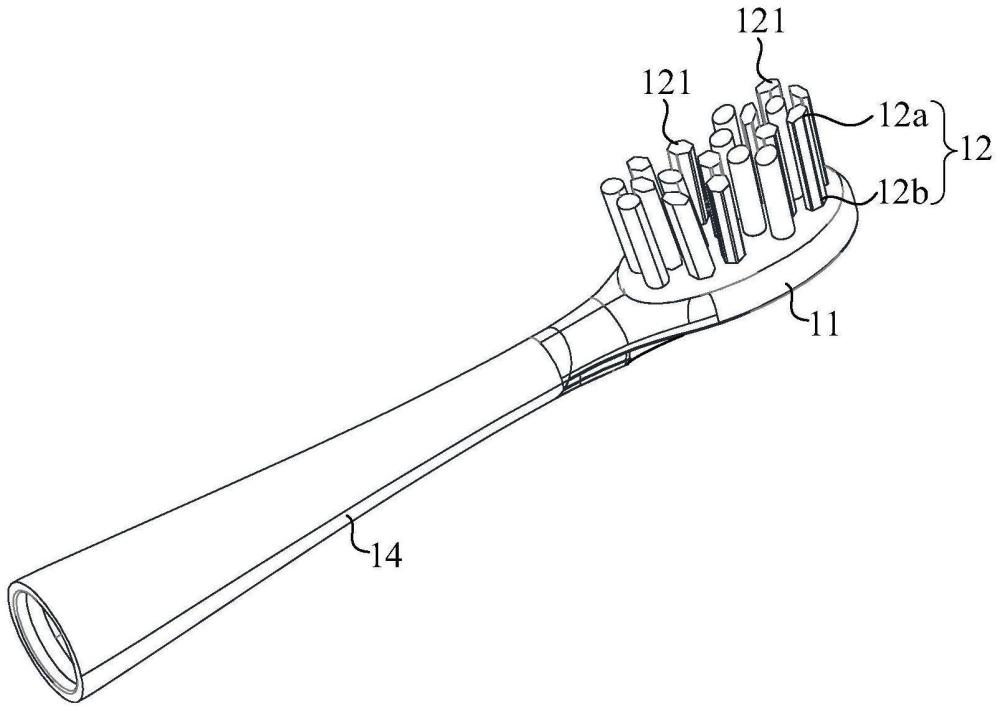
62、图2为本技术一种实施例中的刷头的结构示意图;
63、图3为图2实施例中的刷头的另一视角的结构示意图;
64、图4为图3实施例中的刷头沿a-a剖面的局部剖面示意图;
65、图5为本技术一种实施例中刷头的成型制造方法的流程示意图;
66、图6为本技术又一种实施例中刷头的成型制造方法的流程示意图;
67、图7为本技术再一种实施例中刷头的成型制造方法的流程示意图;
68、图8为本技术另一种实施例中刷头的成型制造方法的流程示意图;
69、图9为本技术又一种实施例中刷头的成型制造方法的流程示意图。
- 还没有人留言评论。精彩留言会获得点赞!