一种低甲醛实木复合地板制备方法及制备系统与流程
[0001]
本发明涉及地板加工装置技术领域,更具体的说是一种低甲醛实木复合地板制备方法及制备系统。
背景技术:
[0002]
专利号为cn201911198231.7的一种多层实木复合地板加工用上胶装置,该发明公开了一种多层实木复合地板加工用上胶装置,包括储胶装置和上胶装置,通过夹紧结构对地板进行夹紧固定,然后在升降滑动结构的作用下带动地板进行升降运动,直到地板的上端与上胶结构接触,然后上胶结构在第二电机的作用下沿着滑杆来回滑动对地板进行上胶工作,提高了装置的上胶效率,减轻了人力物力,毛刷的设置提高了装置上胶的均匀性,增加了装置的实用性,提高了上胶的质量,第二伸缩杆和升降滑动结构的设置可以对不同大小的地板进行夹紧和上胶工作,增加了装置的实用性,节约了生产成本,减震结构的设置增加了缓冲效果,延长了装置的使用寿命,搅拌结构的设置可以防止储胶箱内的胶水长期不使用凝固,节约资源,降低了生产成本。但是该装置不能将底板和背板同时压合在覆胶后的芯板上。
技术实现要素:
[0003]
本发明的目的是提供一种低甲醛实木复合地板制备方法及制备系统,其有益效果为本发明能将底板和背板同时压合在覆胶后的芯板上。
[0004]
本发明的目的通过以下技术方案来实现:
[0005]
一种低甲醛实木复合地板制备系统,包括机架、芯板固定件、覆胶组件、边板固定机构、边板转动机构和压合控制机构,所述的芯板固定件设置有两个,两个芯板固定件对称设置在机架的两端,覆胶组件配合连接在机架的上端,覆胶组件位于两个芯板固定件之间,边板固定机构和边板转动机构皆设置有两个,两个边板固定机构分别设置在两个边板转动机构上,两个边板转动机构对称设置在压合控制机构的两端,压合控制机构固定连接在机架的中部;所述芯板固定件位于覆胶组件和压合控制机构之间。
[0006]
所述的机架包括门型架、l型底架、横滑槽、第一电机和第一螺杆;门型架的两端分别固定连接一个l型底架,两个l型底架的内侧分别设有一个横滑槽,两个芯板固定件分别滑动连接之内两个横滑槽内,第一电机通过电机架固定连接在门型架上,第一电机的输出轴通过联轴器连接第一螺杆,覆胶组件与第一螺杆连接。
[0007]
所述的芯板固定件包括t型板、第一电动推杆和u型板;t型板滑动配合连接在横滑槽内,t型板固定连接在第一电动推杆的伸缩端,第一电动推杆固定连接在门型架的一端,u型板固定连接在t型板的内端。
[0008]
所述的覆胶组件包括上箱体、进液管、分液箱、喷涂箱和高压喷头;上箱体的两端分别固定连接并连通一个分液箱,两个分液箱分别固定连接并连通在两个喷涂箱上,两个喷涂箱的内端分别设有多个高压喷头,上箱体上固定连接并连通进液管,两个分液箱分别
滑动配合连接在门型架上,上箱体与第一螺杆通过螺纹配合连接。
[0009]
所述的边板固定机构包括轴架、转轴、固定u型座、第二电动推杆、活动u 型座、插杆和凸板;轴架的两端分别固定连接一个转轴,两个转轴皆转动连接在边板转动机构上,固定u型座固定连接在轴架上,第二电动推杆固定连接在轴架上,第二电动推杆的伸缩端固定连接在活动u型座上,活动u型座的两端分别固定连接一个插杆,两个插杆皆滑动配合连接在轴架上,凸板固定连接在轴架上。
[0010]
所述的边板转动机构包括轴座、导架、导块、第二螺杆、第二电机和铰接杆;两个转轴分别转动连接在轴座的两端,导架固定连接在轴座上,轴座设置在压合控制机构上,导块滑动配合连接在导架上,导块与第二螺杆螺纹连接,第二螺杆通过联轴器连接在第二电机的输出轴上,第二电机通过电机架固定连接在导架上,铰接杆的两端分别转动连接导块和凸板。
[0011]
所述的压合控制机构包括中间架、梯形杆、竖板、调节块、铰接板和第三电动推杆;中间架的两端分别固定连接在两个l型底架上,中间架的左右两端分别固定连接一个梯形杆,轴座的两端分别滑动配合连接在两个梯形杆上,竖板固定连接在中间架的下端,调节块滑动配合连接在竖板上,调节块的两端分别转动连接一个铰接板;所述铰接板转动连接在轴座的中部,第三电动推杆固定连接在调节块上,第三电动推杆的伸缩端固定连接在中间架上。
[0012]
所述的u型板上通过螺纹连接两个螺钉。
[0013]
一种低甲醛实木复合地板制备系统制备低甲醛实木复合地板的方法,该方法包括以下步骤:
[0014]
步骤一:将芯板放置在两个u型板之间,通过启动两个第一电动推杆带动两个u型板相互靠近,将芯板夹持固定;
[0015]
步骤二:将两个边板分别安装并固定在两个边板固定机构上;
[0016]
步骤三:覆胶组件向下移动将芯板的前后两个端面上进度覆胶,反向移动覆胶组件上升复位;
[0017]
步骤四:两个边板转动机构启动带动两个边板固定机构上的边板向上转动至竖直状态;
[0018]
步骤五:压合控制机构启动带动两个边板向芯板方向靠近并粘合压实在芯板的两端。
[0019]
本发明一种低甲醛实木复合地板制备系统的有益效果为:
[0020]
本发明一种低甲醛实木复合地板制备系统,本发明能将底板和背板同时压合在覆胶后的芯板上。两个边板转动机构启动带动两个边板固定机构上的边板向上转动至竖直状态与芯板平行,压合控制机构启动带动两个竖直方向上的边板向芯板方向靠近并同时粘合压实在芯板的两端,两个边板同时粘合在芯板的两端,使得安装时不存在偏差,使得两侧的边板安装时间一致,安装力度一致,安装位置一致,保证了整合板整体的对称度和完整性,避免两侧存在安装时间差,影响胶合剂的胶合性,导致两侧边板胶合程度不一样,通过控制压合控制机构可以调节两个边板粘合在芯板上的压力,进而控制压合力度。
附图说明
[0021]
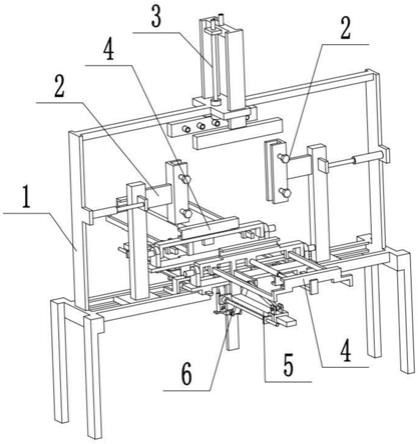
图1为本发明一种低甲醛实木复合地板制备系统的结构示意图1;
[0022]
图2为本发明一种低甲醛实木复合地板制备系统的结构示意图2;
[0023]
图3为本发明一种低甲醛实木复合地板制备系统的结构示意图3;
[0024]
图4为机架和芯板固定件的结构示意图;
[0025]
图5为覆胶组件的结构示意图;
[0026]
图6为边板固定机构的结构示意图;
[0027]
图7为边板转动机构的结构示意图;
[0028]
图8为压合控制机构的结构示意图。
[0029]
图中:机架1;门型架1-1;l型底架1-2;横滑槽1-3;第一电机1-4;第一螺杆1-5;芯板固定件2;t型板2-1;第一电动推杆2-2;u型板2-3;覆胶组件3;上箱体3-1;进液管3-2;分液箱3-3;喷涂箱3-4;高压喷头3-5;边板固定机构4;轴架4-1;转轴4-2;固定u型座4-3;第二电动推杆4-4;活动 u型座4-5;插杆4-6;凸板4-7;边板转动机构5;轴座5-1;导架5-2;导块 5-3;第二螺杆5-4;第二电机5-5;铰接杆5-6;压合控制机构6;中间架6-1;梯形杆6-2;竖板6-3;调节块6-4;铰接板6-5;第三电动推杆6-6。
具体实施方式
[0030]
在发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性;本申请中出现的电器元件在使用时均外接连通电源和控制开关。
[0031]
下面结合附图1-8和具体实施方式对本发明做进一步详细的说明。
[0032]
具体实施方式一:
[0033]
下面结合图1-8说明本实施方式,一种低甲醛实木复合地板制备系统,包括机架1、芯板固定件2、覆胶组件3、边板固定机构4、边板转动机构5和压合控制机构6,所述的芯板固定件2设置有两个,两个芯板固定件2对称设置在机架 1的两端,覆胶组件3配合连接在机架1的上端,覆胶组件3位于两个芯板固定件2之间,边板固定机构4和边板转动机构5皆设置有两个,两个边板固定机构4分别设置在两个边板转动机构5上,两个边板转动机构5对称设置在压合控制机构6的两端,压合控制机构6固定连接在机架1的中部;所述芯板固定件2位于覆胶组件3和压合控制机构6之间。在使用时,将芯板放置在两个芯板固定件2之间,两个芯板固定件2启动相互靠近,将芯板夹持固定,可以固定不同尺寸的芯板,将两个边板分别安装并固定在两个边板固定机构4上,可以固定不同尺寸的边板,覆胶组件3向下移动将芯板的前后两个端面上进行均匀覆胶,反向移动覆胶组件3上升复位,两个边板转动机构5启动带动两个边板固定机构4上的边板向上转动至竖直状态,压合控制机构6启动带动两个竖直方向上的边板向芯板方向靠近并同时粘合压实在芯板的两端,两个边板同时粘合在芯板的两端,使得安装时不存在偏差,使得两侧的边板安装时间一致,安装力度一致,安装位置一致,保证了整合板整体的对称度和完整性,避免两侧存在安装时间差,影响胶合剂的胶合
性,导致两侧边板胶合程度不一样,通过控制压合控制机构6可以调节两个边板粘合在芯板上的压力,进而控制压合力度。
[0034]
具体实施方式二:
[0035]
下面结合图1-8说明本实施方式,所述的机架1包括门型架1-1、l型底架 1-2、横滑槽1-3、第一电机1-4和第一螺杆1-5;门型架1-1的两端分别固定连接一个l型底架1-2,两个l型底架1-2的内侧分别设有一个横滑槽1-3,两个芯板固定件2分别滑动连接之内两个横滑槽1-3内,第一电机1-4通过电机架固定连接在门型架1-1上,第一电机1-4的输出轴通过联轴器连接第一螺杆 1-5,覆胶组件3与第一螺杆1-5连接。
[0036]
具体实施方式三:
[0037]
下面结合图1-8说明本实施方式,所述的芯板固定件2包括t型板2-1、第一电动推杆2-2和u型板2-3;t型板2-1滑动配合连接在横滑槽1-3内,t型板2-1固定连接在第一电动推杆2-2的伸缩端,第一电动推杆2-2固定连接在门型架1-1的一端,u型板2-3固定连接在t型板2-1的内端。在使用时,将芯板放置在两个u型板2-3之间,通过启动两个第一电动推杆2-2带动两个u型板2-3相互靠近,将芯板夹持固定。
[0038]
具体实施方式四:
[0039]
下面结合图1-8说明本实施方式,所述的覆胶组件3包括上箱体3-1、进液管3-2、分液箱3-3、喷涂箱3-4和高压喷头3-5;上箱体3-1的两端分别固定连接并连通一个分液箱3-3,两个分液箱3-3分别固定连接并连通在两个喷涂箱 3-4上,两个喷涂箱3-4的内端分别设有多个高压喷头3-5,上箱体3-1上固定连接并连通进液管3-2,两个分液箱3-3分别滑动配合连接在门型架1-1上,上箱体3-1与第一螺杆1-5通过螺纹配合连接。在使用时,通过进液管3-2向上箱体3-1内注入胶粘剂,胶粘剂进入到两个分液箱3-3和两个喷涂箱3-4内,第一电机1-4启动通过第一螺杆1-5带动上箱体3-1向下移动,上箱体3-1带动两个高压喷头3-5向下移动,多个高压喷头3-5启动将胶粘剂均匀向下喷附在芯板的两个端面上,喷附完后,使两个喷涂箱3-4向上复位。
[0040]
具体实施方式五:
[0041]
下面结合图1-8说明本实施方式,所述的边板固定机构4包括轴架4-1、转轴4-2、固定u型座4-3、第二电动推杆4-4、活动u型座4-5、插杆4-6和凸板4-7;轴架4-1的两端分别固定连接一个转轴4-2,两个转轴4-2皆转动连接在边板转动机构5上,固定u型座4-3固定连接在轴架4-1上,第二电动推杆 4-4固定连接在轴架4-1上,第二电动推杆4-4的伸缩端固定连接在活动u型座 4-5上,活动u型座4-5的两端分别固定连接一个插杆4-6,两个插杆4-6皆滑动配合连接在轴架4-1上,凸板4-7固定连接在轴架4-1上。在使用时,将边板放置在第二电动推杆4-4和活动u型座4-5之间,第二电动推杆4-4启动带动活动u型座4-5向靠近第二电动推杆4-4的方向移动,第二电动推杆4-4和活动u型座4-5之间间距变小,将边板夹持并固定住。
[0042]
具体实施方式六:
[0043]
下面结合图1-8说明本实施方式,所述的边板转动机构5包括轴座5-1、导架5-2、导块5-3、第二螺杆5-4、第二电机5-5和铰接杆5-6;两个转轴4-2 分别转动连接在轴座5-1的两端,导架5-2固定连接在轴座5-1上,轴座5-1 设置在压合控制机构6上,导块5-3滑动配合连接在导架5-2上,导块5-3与第二螺杆5-4螺纹连接,第二螺杆5-4通过联轴器连接在第二
电机5-5的输出轴上,第二电机5-5通过电机架固定连接在导架5-2上,铰接杆5-6的两端分别转动连接导块5-3和凸板4-7。在使用时,第二电机5-5启动通过第二螺杆 5-4带动导块5-3向内移动,导块5-3通过铰接杆5-6带动凸板4-7向上转动,凸板4-7带动轴架4-1和边板向上转动90度至竖直状态,使得边板与芯板处于水平的状态,从而避免下一步的压合过程中出现偏差。
[0044]
具体实施方式七:
[0045]
下面结合图1-8说明本实施方式,所述的压合控制机构6包括中间架6-1、梯形杆6-2、竖板6-3、调节块6-4、铰接板6-5和第三电动推杆6-6;中间架 6-1的两端分别固定连接在两个l型底架1-2上,中间架6-1的左右两端分别固定连接一个梯形杆6-2,轴座5-1的两端分别滑动配合连接在两个梯形杆6-2上,竖板6-3固定连接在中间架6-1的下端,调节块6-4滑动配合连接在竖板6-3 上,调节块6-4的两端分别转动连接一个铰接板6-5;所述铰接板6-5转动连接在轴座5-1的中部,第三电动推杆6-6固定连接在调节块6-4上,第三电动推杆6-6的伸缩端固定连接在中间架6-1上。第三电动推杆6-6启动带动调节块 6-4向下移动,调节块6-4通过两个铰接板6-5带动两个轴座5-1相互靠近,两个轴座5-1带动两个竖直的边板向靠近芯板的方向移动,从而使两个边板同时粘合在芯板的两端,两个竖直方向上的边板向芯板方向靠近并同时粘合压实在芯板的两端,两个边板同时粘合在芯板的两端,使得安装时不存在偏差,两侧安装同步,对称性好,通过调节调节块6-4向下移动的距离,进而调整两个边板之间的间距,从而改变两个边板压合在芯板上的压合力度。
[0046]
具体实施方式八:
[0047]
下面结合图1-8说明本实施方式,所述的u型板2-3上通过螺纹连接两个螺钉。
[0048]
一种低甲醛实木复合地板制备系统制备低甲醛实木复合地板的方法,该方法包括以下步骤:
[0049]
步骤一:将芯板放置在两个u型板2-3之间,通过启动两个第一电动推杆 2-2带动两个u型板2-3相互靠近,将芯板夹持固定;
[0050]
步骤二:将两个边板分别安装并固定在两个边板固定机构4上;
[0051]
步骤三:覆胶组件3向下移动将芯板的前后两个端面上进度覆胶,反向移动覆胶组件3上升复位;
[0052]
步骤四:两个边板转动机构5启动带动两个边板固定机构4上的边板向上转动至竖直状态;
[0053]
步骤五:压合控制机构6启动带动两个边板向芯板方向靠近并粘合压实在芯板的两端。
[0054]
本发明一种低甲醛实木复合地板制备方法及制备系统的工作原理:使用装置时,将芯板放置在两个芯板固定件2之间,两个芯板固定件2启动相互靠近,将芯板夹持固定,可以固定不同尺寸的芯板,将两个边板分别安装并固定在两个边板固定机构4上,可以固定不同尺寸的边板,覆胶组件3向下移动将芯板的前后两个端面上进行均匀覆胶,反向移动覆胶组件3上升复位,两个边板转动机构5启动带动两个边板固定机构4上的边板向上转动至竖直状态,压合控制机构6启动带动两个竖直方向上的边板向芯板方向靠近并同时粘合压实在芯板的两端,两个边板同时粘合在芯板的两端,使得安装时不存在偏差,使得两侧的边板安装时间一致,安装力度一致,安装位置一致,保证了整合板整体的对称度和完整性,避免
两侧存在安装时间差,影响胶合剂的胶合性,导致两侧边板胶合程度不一样,通过控制压合控制机构6可以调节两个边板粘合在芯板上的压力,进而控制压合力度。
[0055]
当然,上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1