一种竹餐具生产中断竹去竹节智能化装置及方法与流程
1.本发明涉及竹制品加工竹餐具生产技术领域,尤其涉及一种竹餐具生产中断竹去竹节智能化装置及方法。
背景技术:
2.竹制品加工企业竹餐具生产的关键问题之一是断竹造坯的加工问题。在断竹造坯工序中,首先是断竹去节变成不含竹节的竹筒。最近5年,随着我国制造业的飞速发展,部分竹制品加工企业生产,也开始由人工转为半机械化。不过,在竹餐具生产中,断竹去节和冲坯不仅占整个生产成本的一半,而且工作效率低。工人须在露天作业,夏天长时间处于高温工作环境,冬天长时间处于寒风和寒冷的工作环境。企业因此而难以招聘到合适的工人。在当前竞争日趋激烈的时代,企业既要做强做大业务,又希望降低生产成本,将经济效益最大化。因而,企业管理者迫切希望这项工作由机器替代,以实现自动化作业,降低企业成本。即从技术上,设计出竹餐具生产中断竹去节自动化、智能化装置,是迫切需要解决的问题。
3.因此,有必要提出一种竹餐具生产中断竹去节自动化、智能化装置及方法,能满足自动送料、实现不同竹节长度的智能化切割要求,以达到减轻工人的劳动强度,降低生产成本,提升工作效率,实现竹制品加工企业竹餐具生产的自动化和智能化。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种竹餐具生产中断竹去竹节智能化装置及方法。
5.为了实现上述目的,本发明采用了如下技术方案:设计一种竹餐具生产中断竹去竹节智能化装置及方法,包括第一支架,所述第一支架的顶端两侧分别转动安装有主动辊和从动辊,所述主动辊和从动辊之间啮合安装有履带,所述第一支架的内腔固定安装有第一步进电机,所述第一步进电机的输出端和所述主动辊的一端均固定安装有链轮,两组所述链轮之间啮合安装有链条,所述主动辊的下方左侧设有第二支架,所述第二支架远离所述第一支架的一端设有第三支架,所述第三支架的内腔转动安装有丝杆,所述第二支架与所述丝杆螺纹连接,所述第二支架与所述第三支架滑动连接,所述第三支架的顶端固定安装有第三步进电机,所述第三步进电机的输出端与所述丝杆固定连接,所述第二支架的顶端设有履带输送机,所述第二支架一侧固定安装有驱动所述履带输送机的第二步进电机,所述第二步进电机的输出端与所述履带输送机固定连接,所述履带输送机的前端两侧对称设有气缸,两组所述气缸均与所述第二支架固定连接,两组所述气缸的输出端均固定安装有夹爪,两组所述夹爪位于所述履带输送机的上方,所述履带输送机与所述第二支架之间固定安装有重力传感器,所述第三支架的前侧设有第四支架,所述第四支架的顶端右侧固定安装有第六支架,所述第六支架的下侧壁靠近所述履带输送机的一侧固定安装有摄像头,所述第六支架的下侧壁固定安装有双锯片切割机,所述第一支架的前侧设有第五支架,所述第五支架的上侧壁两侧分别固定安装有plc控制
器和计算机,所述plc控制器与所述计算机电性连接,所述第一步进电机、第二步进电机、第三步进电机和所述双锯片切割机均与所述plc控制器电性连接,所述摄像头与所述计算机电性连接。
6.优选的,所述履带的外侧壁均匀固定安装有隔离板,所述隔离板呈u形结构。
7.优选的,所述履带输送机的顶端两侧均对称设有限位块,两组所述限位块均与所述第二支架固定连接。
8.优选的,所述第四支架的右侧壁下侧固定安装有导料座,所述导料座的上侧壁成圆弧状结构。
9.优选的,该方法包括如下步骤:s1:工人将将楠竹搬到履带上,并由于由于链条的作用,使楠竹是整齐的排放;s2:然后通过plc控制器控制第一步进电机启动工作,从而通过链条和链轮带动主动辊转动,使得楠竹随履带移动,并滚落到履带输送机中;s3:一旦感应到履带输送机有楠竹,立即第三步进电机带动丝杆提升第二支架到双锯片切割机前而停止;s4:第二步进电机启动牵引在履带输送机上的楠竹移动,摄像头不断抓拍楠竹图像,直到检测程序模块从图像中检测出最前竹节的中心线,并使可调节切距的双锯片关于最前竹节的中心线对称时停止移动楠竹;s5:夹爪由于气缸高压放气使夹爪抓紧扣住楠竹;s6:双锯片切割机带动可调节切距的双锯片切割楠竹,切去竹节后一节竹筒滚落;s7:若履带输送机中楠竹竹节还没有全部去掉,则再次进行所述s,否则进行步骤s;s8:第二步进电机启动牵引在履带输送机上的楠竹移动,摄像头不断抓拍楠竹图像,直到检测程序模块从图像中检测出下一竹节的中心线,并使可调节切距的双锯片关于该竹节的中心线对称时停止移动楠竹;s9:履带输送机下降到进料部件高度;s10:判断是否收到停止工作的信息,若收到,则工作结束,否则,进行s。
10.优选的,所述s中的检测为模块基于神经网络和广义hough变换的检测方法,其算法包括如下步骤:s41:读入被检测的图像;s42:目标检测确定竹节区域;s43:区域彩色图像灰度数字化;s44:对图像进行高斯滤波降低噪声;s45:hough变换检测有无线段,若有,则将线段加入被检测图像,否则,转至s;s46:将线段加入被检测图像;s47:对图像进行形态处理;s48:计算骨架中心线,检测结束。
11.本发明提出的一种竹餐具生产中断竹去竹节智能化装置及方法,有益效果在于本发明通过设置双锯片切割机、摄像头、履带输送机、plc控制器和计算机,使得摄像头可以在对楠竹进行切割前进行不断抓拍楠竹图像,直到检测程序模块从图像中检测出最前竹节的
中心线,并使可调节切距的双锯片关于最前竹节的中心线对称时停止移动楠竹,然后由夹爪由于气缸高压放气使夹爪抓紧扣住楠竹,双锯片切割机带动可调节切距的双锯片切割楠竹,切去竹节后一节竹筒滚落,与技术相比,本发明降低生产成本、减轻工人的劳动强度,提高工作效率。
附图说明
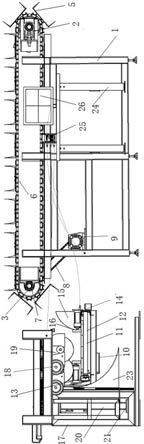
12.图1为本发明提出的一种竹餐具生产中断竹去竹节智能化装置及方法结构c侧剖图;图2为本发明提出的一种竹餐具生产中断竹去竹节智能化装置及方法结构示意图;图3为本发明提出的一种竹餐具生产中断竹去竹节智能化装置及方法的流程框图;图4为本发明提出的一种竹餐具生产中断竹去竹节智能化装置及方法的图形检测模块的流程框图图。
13.图中:第一支架1、从动辊2、主动辊3、第六支架4、隔离板5、履带6、链轮7、链条8、第一步进电机9、第二支架10、履带输送机11、重力传感器12、第二步进电机13、气缸14、限位块15、夹爪16、第四支架17、双锯片切割机18、摄像头19、丝杆20、第三支架21、第三步进电机22、导料座23、第五支架24、plc控制器25、计算机26。
具体实施方式
14.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
15.参照图1
‑
4,一种竹餐具生产中断竹去竹节智能化装置及方法,包括第一支架1,第一支架1的顶端两侧分别转动安装有主动辊3和从动辊2,主动辊3和从动辊2之间啮合安装有履带6,履带6的外侧壁均匀固定安装有隔离板5,隔离板5呈u形结构,第一支架1的内腔固定安装有第一步进电机9,第一步进电机9的输出端和主动辊3的一端均固定安装有链轮7,两组链轮7之间啮合安装有链条8,第一步进电机9通过链条8和链轮7带动主动辊3和履带6转动,将楠竹逐根平移向左输送,并滚落到履带输送机11上,履带6上的隔离板5起着排列楠竹,防止楠竹滚落到一起的作用,当隔板变为水平状态时又能方便楠竹滚落到履带输送机11上。
16.主动辊3的下方左侧设有第二支架10,第二支架10远离第一支架1的一端设有第三支架21,第三支架21的内腔转动安装有丝杆20,第二支架10与丝杆20螺纹连接,第二支架10与第三支架21滑动连接,第三支架21的顶端固定安装有第三步进电机22,第三步进电机22的输出端与丝杆20固定连接,第二支架10的顶端设有履带输送机11,第二支架10一侧固定安装有驱动履带输送机11的第二步进电机13,第二步进电机13的输出端与履带输送机11固定连接,履带输送机11的前端两侧对称设有气缸14,两组气缸14均与第二支架10固定连接,两组气缸14的输出端均固定安装有夹爪16,两组夹爪16位于履带输送机11的上方,履带输送机11与第二支架10之间固定安装有重力传感器12,两个夹爪16是在楠竹中心线对准切割锯片后,由相对应的气缸14驱动下相对运动楠竹抓紧固定,重力传感器12用于感应履带输
送机11上是否有楠竹落入,第二步进电机13用于在启动工作时通过履带输送机11对履带输送机11上的楠竹相第六支架4的底端输送。
17.第三支架21的前侧设有第四支架17,第四支架17的顶端右侧固定安装有第六支架4,第六支架4的下侧壁靠近履带输送机11的一侧固定安装有摄像头19,第六支架4的下侧壁固定安装有双锯片切割机18,第一支架1的前侧设有第五支架24,第五支架24的上侧壁两侧分别固定安装有plc控制器25和计算机26,plc控制器25与计算机26电性连接,第一步进电机9、第二步进电机13、第三步进电机22和双锯片切割机18均与plc控制器25电性连接,摄像头19与计算机26电性连接,双锯片切割机18用于在启动工作时对楠竹进行切割。
18.履带输送机11的顶端两侧均对称设有限位块15,两组限位块15均与第二支架10固定连接,限位块15用于对的履带输送机11上的楠竹进行限位,防止楠竹滚离履带输送机11的上方。
19.第四支架17的右侧壁下侧固定安装有导料座23,导料座23的上侧壁成圆弧状结构,导料座23用于对切割后的竹筒进行导向。
20.该方法包括如下步骤:s1:工人将将楠竹搬到履带6上,并由于由于链条8的作用,使楠竹是整齐的排放;s2:然后通过plc控制器25控制第一步进电机9启动工作,从而通过链条8和链轮7带动主动辊3转动,使得楠竹随履带6移动,并滚落到履带输送机11中;s3:一旦感应到履带输送机11有楠竹,立即第三步进电机22带动丝杆20提升第二支架10到双锯片切割机18前而停止;s4:第二步进电机13启动牵引在履带输送机11上的楠竹移动,摄像头19不断抓拍楠竹图像,直到检测程序模块从图像中检测出最前竹节的中心线,并使可调节切距的双锯片关于最前竹节的中心线对称时停止移动楠竹;s5:夹爪16由于气缸14高压放气使夹爪16抓紧扣住楠竹;s6:双锯片切割机18带动可调节切距的双锯片切割楠竹,切去竹节后一节竹筒滚落;s7:若履带输送机11中楠竹竹节还没有全部去掉,则再次进行s7,否则进行步骤s9;s8:第二步进电机13启动牵引在履带输送机11上的楠竹移动,摄像头19不断抓拍楠竹图像,直到检测程序模块从图像中检测出下一竹节的中心线,并使可调节切距的双锯片关于该竹节的中心线对称时停止移动楠竹;s9:履带输送机11下降到进料部件高度;s10:判断是否收到停止工作的信息,若收到,则工作结束,否则,进行s2。
21.s4中的检测为模块基于神经网络和广义hough变换的检测方法,其算法包括如下步骤:s41:读入被检测的图像;s42:目标检测确定竹节区域;s43:区域彩色图像灰度数字化;s44:对图像进行高斯滤波降低噪声;s45:hough变换检测有无线段,若有,则将线段加入被检测图像,否则,转至s46;
s46:将线段加入被检测图像;s47:对图像进行形态处理;s48:计算骨架中心线,检测结束。
22.工作原理:工人将将楠竹搬到履带6上,并由于由于链条8的作用,使楠竹是整齐的排放,然后通过plc控制器25控制第一步进电机9启动工作,从而通过链条8和链轮7带动主动辊3转动,使得楠竹随履带6移动,并滚落到履带输送机11中,一旦重力传感器12感应到履带输送机11有楠竹,立即启动第三步进电机22,使得第三步进电机22带动丝杆20提升第二支架10到双锯片切割机18前而停止,然后第二步进电机13启动牵引在履带输送机11上的楠竹移动,摄像头19不断抓拍楠竹图像,直到检测程序模块从图像中检测出最前竹节的中心线,并使可调节切距的双锯片关于最前竹节的中心线对称时停止移动楠,:夹爪16由于气缸14高压放气使夹爪16抓紧扣住楠竹,然后双锯片切割机18带动可调节切距的双锯片切割楠竹,切去竹节后一节竹筒滚落。
23.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1