用于去除表面材料的设备和方法与流程
1.本发明涉及一种具有刮刀的设备,其适用于去除工件的表面材料,所述工件优选至少部段地由木头、人造板、塑料等组成。此外,本发明涉及一种方法。
背景技术:
2.在借助于去除设备在窄侧面的区域中加工工件的软的表面材料的领域中,这种具有刮刀的设备是已知的。在用于去除硬的和脆的表面材料的设备中一个方面是,在具有高的表面质量的窄侧面的区域中的表面通过刮刀制造,使得不需要再加工。
3.常规的去除设备利用刮刀,所述刮刀然而在材料如塑料,优选由聚甲基丙烯酸甲酯或聚氨酯制成的材料的情况下没有提供适合的表面加工结果。常规的刮刀在工件的表面周围用于加工,所述工件至少部段地由木头、人造板、塑料等组成。附加地,工件优选是板状的并且尤其具有一个或多个单独粘合的边缘。工件在不同加工站和加工步骤中加工,例如对工件边缘的铣削(倒角、半径铣削),磨削和精加工(用刮刀去除表面)。在对工件的精加工步骤和粘合的边缘材料中,在窄侧面的区域中以预定的表面质量和表面品质加工表面。工件的表面通过刮刀在此可以仅在边缘材料上构成,或也对于边缘材料附加地在表面覆层材料上构成,所述表面覆层材料施加或构成在工件的表面上。通过在窄侧面的区域中加工工件,由表面覆层材料和边缘材料组成的表面材料可以通过刮刀加工,使得在窄侧面的区域中产生斜边。根据预定的表面品质和表面质量,表面材料在窄侧面的区域中具有特定特性,例如平整度和光泽度。
4.在常规的刮刀中存在如下问题,因为硬的、脆的塑料材料的表面,例如通过轮廓刮刀不均匀地剥离。通过借助于常规的轮廓刮刀去除,将颗粒从表面撕下和/或可能由于轮廓刮刀的振动在表面上产生波纹,例如横切面。因此,在常规的方法中必须将表面通过抛光耗费地再加工以便实现预定的表面品质和表面特性。
5.还已知多轮廓刮刀,其将多个加工轮廓组合在具有不同刮刀的工具中,从而可以构成不同的斜边和半径。
6.如de 102007029918 b4的用于硬的和/或脆的表面材料的常规的加工方法将铣削在再加工步骤中用于表面加工,使得产生刀纹并且没有实现表面的可接受的加工结果。由此,在借助于铣削的常规的加工方法中需要例如通过抛光进行的耗费的再加工。
7.已知的面铣床只能在表面处理中以大约1至2m/min的极慢进给速度在cnc技术中产生硬的和/或脆的表面材料的合理可接受的结果。由于大约15
‑
25m/min的较高进给速度,在贯穿式机器中的常规的铣削无法提供可接受的表面加工结果。因此,用于通过刮刀去除工件的硬的和/或脆的表面材料的设备应当加工在窄侧面的区域中具有高的表面质量的表面,使得不需要再加工并且产生经济性。
8.得出的结论可以是,现有技术没有描述加工不同材料例如硬的和/或脆的塑料的刮刀,材料优选由聚甲基丙烯酸甲酯或聚氨酯构成,使得构成表面材料的平滑的不具有缺点和/或缺陷的表面。
技术实现要素:
9.本发明的目的是,提供一种在传送装置中用于借助于刮刀去除工件的表面材料的设备,借助于所述设备在窄侧面的区域中高质量地加工表面,而不需要再加工。在此,表面材料由塑料,优选聚甲基丙烯酸甲酯或聚氨酯制成。
10.附加地,应当提供经济的解决方案,使得在具有常规的多刮刀的机械制造中在不进行再加工或另外的加工和在不进行手动再加工的情况下对工件的硬的和/或脆的表面材料进行加工,所述多刮刀配设有根据本发明的刮刀。此外,刮刀构成为具有前角和剪切角,使得所述刮刀可以在常规的轮廓刮刀设备和多刮刀设备中使用。通过使用根据本发明的刮刀可以降低成本,因为不需要对工件的表面材料的另外的加工步骤,例如抛光设备,抛光机,手动再加工。附加地,有利的是,将在加工站处的不同加工步骤组合和/或减少并且将不同工具组合和/或减少。此外,通过刮刀可实现经济的批量制造。通过刮刀的特别的实施方案,标准机器可以改装具有根据本发明的刮刀。
11.权利要求1的主题提供一种用于去除工件的表面材料的相应的设备。其他优选实施方式在从属权利要求中构成。此外,本发明涉及一种方法。
12.在此,本发明的想法是,提供一种具有刮刀的表面材料的去除设备,其中借助于刮刀可在表面材料上实现剥离切割从而执行表面材料的去除过程。通过剥离切割和刮刀的特殊的几何结构,硬的和/或脆的优选由聚甲基丙烯酸甲酯或聚氨酯制成的塑料的加工是可行的。
13.本发明涉及一种设备,以便借助于去除设备改进表面材料的去除过程,使得可在不进行再加工的情况下实现具有高表面质量,例如光泽度和平整度的表面。
14.用于去除工件的表面材料的设备在此包括刮刀,所述刮刀为了去除可与要去除的表面接合并且通过在接触时将表面与刮刀接合来在接合区域上限定第一轴线,并且包括传送装置,用于引起工件的要去除的表面和/或刮刀的沿传送方向的相对运动,其中刮刀的特征在于,刮刀相对于要去除的表面具有第一角度(α)和/或第二角度(β)或负的第二角度(β’),其中第一角度是前角并且第二角度是剪切角。
15.通过具有第一角度和第二角度的刮刀的几何结构和设计方案保证,表面材料可以通过刮刀加工,从而在不进行再加工的情况下加工具有高的表面质量,例如光泽度和平整度的表面。通过在工件的表面和根据本发明的刮刀之间的相对运动,可以加工工件的表面材料,使得表面材料的表面具有预定的特性,例如平整度和光泽度。根据本发明的刮刀还可用于工件优选在窄侧的区域中的轮廓构造和轮廓化。
16.根据一个实施方式,去除设备包括刮刀,所述刮刀可围绕第一轴线作为原点运动从而形成第一角度(α),其中优选第一角度与刮刀的传送方向相反地构成,和/或第二轴线作为垂直于第一轴线的轴线并且垂直于要去除的表面,并且刮刀能围绕所述第二轴线运动并且形成第二角度或负的第二角度,其中优选第二角度(β)与刮刀的传送方向相反地构成,或优选负的第二角度(β’)沿刮刀的传送方向构成。
17.通过具有第一角度(前角)和第二角度(剪切角)的刮刀的特殊的几何结构和设计方案保证,表面材料可以通过刮刀加工,使得表面被切削掉从而在不进行再加工的情况下制造具有高的表面质量,例如光泽度和平整度的表面。
18.根据一个实施方式,去除设备具有刮刀,所述刮刀适合于加工如下材料,其由塑
料,如聚氯乙烯、丙烯腈
‑
丁二烯
‑
苯乙烯共聚物、聚丙烯制成,优选由聚甲基丙烯酸甲酯或聚氨酯制成。
19.由此可以加工另外的、迄今不可通过刮刀加工的材料,而不必进行另外的再加工步骤。附加地,在用具有根据本发明的刮刀的工具自动地加工时可以加工不同材料和工件的和表面材料的轮廓,使得可以减少工具的更换从而机器的停机时间。
20.根据去除设备的一个实施方式,刮刀的第一角度(α)具有1
°
的至少一个值,优选在1
°
和40
°
之间的范围内的值,特别优选第一角度处于20
°
至35
°
的范围内,尤其优选第一角度为30
°
,和/或刮刀的第二角度(β)具有1
°
的至少一个值,优选第二角度具有在1
°
至15
°
的范围内的值,特别优选第二角度在1
°
至12
°
的范围内,尤其优选第二角度为10
°
,或刮刀的负的第二角度(β’)具有1
°
的至少一个值,优选负的第二角度具有在1
°
至15
°
的范围内的值,特别优选负的第二角度在1
°
至12
°
的范围内,尤其优选负的第二角度为10
°
。
21.通过特殊的几何结构和特殊的前角和剪切角保证,硬的和/或脆的表面材料的表面可以在不进行再加工的情况下通过根据本发明的刮刀加工。
22.此外,根据本发明,本发明可以如上文所描述具有刮刀体部连同其上构成的刮刀。
23.通过在刮刀体部上的刮刀的特殊的几何结构和设计方案,表面可以由塑料,例如聚甲基丙烯酸甲酯或聚氨酯在不进行再加工的情况下进行加工。此外,在刮刀体部上可以设有除刮刀外的其他轮廓。附加地,可以简单地制造具有特殊的刮刀几何结构的刮刀体部并且在机械设施中用作为工具。
24.根据去除设备的一个实施方式,传送装置设置用于,用于通过刮刀加工表面材料的进给在10m/min至60m/min的范围内,优选在16m/min至25m/min的范围内。
25.因为根据本发明的刮刀在机械加工中,例如可以在cnc技术、贯穿式技术中使用,所以借助于根据本发明的刮刀保证了经济性。
26.根据去除设备的一个实施方式,刮刀在刮刀体部上构成,并且刮刀相对于刮刀体部具有至少为1
°
的第一角度(α),优选在1
°
至40
°
的范围内的角度,特别优选第一角度在20
°
至35
°
的范围内,尤其优选第一角度为30
°
,和/或具有至少为1
°
的第二角度(β),优选在1
°
至15
°
的范围内的角度,特别优选第二角度在1
°
至12
°
的范围内,尤其优选第二角度为10
°
,或具有至少为1
°
的负的第二角度(β’),优选在1
°
至15
°
的范围内的角度,特别优选负的第二角度在1
°
至12
°
的范围内,尤其优选负的第二角度为10
°
。
27.通过在刮刀体部上的刮刀的特殊的几何结构和设计方案,表面可以由塑料,例如聚甲基丙烯酸甲酯或聚氨酯在不进行再加工的情况下进行加工。附加地,可以简单地制造具有特殊的刮刀几何结构的刮刀体部并且在机械设备中用作为工具。
28.根据去除设备的一个实施方式,刮刀在刮刀体部支架上构成,使得刮刀具有至少1
°
的第一角度(α),优选在1
°
至40
°
的范围内的角度,特别优选第一角度在20
°
至35
°
的范围内,尤其优选第一角度为30
°
,和/或具有至少为1
°
的第二角度(β),优选第二角度在1
°
至15
°
的范围内,特别优选第二角度在1
°
至12
°
的范围内,尤其优选第二角度为10
°
,或具有至少为1
°
的负的第二角度(β’),优选负的第二角度在1
°
至15
°
的范围内,特别优选是负的第二角度在1
°
至12
°
的范围内,尤其优选负的第二角度为10
°
。
29.通过在刮刀体部支架上的刮刀的特殊的几何结构和设计方案,表面可以由塑料,例如聚甲基丙烯酸甲酯或聚氨酯在不进行再加工的情况下进行加工。
30.根据去除设备的一个实施方式,刮刀除多刮刀和/或轮廓刮刀外在刮刀体部上构成。
31.由此可以将不同轮廓在工具中组合并且节约各个工具或设备。附加地,在用工具自动加工时可以加工工件的和表面材料的不同材料,使得可以减少工具的更换从而机器的停机时间。
32.本发明还包括一种用于加工工件的表面材料的方法,使用:根据优选实施方式的刮刀,其中刮刀在去除时与要去除的表面在接触区域中限定第一轴线;和传送装置,用于产生工件的表面和/或刮刀沿传送方向的相对运动,其中切削工件的表面材料,其中在去除表面材料时刮刀根据优选实施方式具有第一角度(α)和/或第二角度(β)或负的第二角度(β’)。
33.通过所述方法加工工件的要去除的表面,使得通过刮刀切削硬的和/或脆的表面材料从而产生具有事先限定的特性,例如光泽度和平整度的表面。
34.在去除设备的方法的另一方面中,要去除的表面材料通过刮刀被剥离胶接点。
35.由此可以通过刮刀加工工件的表面材料和边缘材料,所述表面材料和边缘材料例如由不同材料,例如硬的和软的材料组成。由此,将斜边在窄侧面的区域中由工件的边缘材料和表面材料构成。
36.在方法的另一方面中,加工表面材料,其具有边缘材料和/或表面覆层材料,其中边缘材料和表面覆层材料可以由不同材料组成,并且在此优选边缘材料相对于表面覆层材料成直角地设置。
37.由此可以通过刮刀加工表面材料,加工工件的边缘材料和/或表面覆层材料,所述边缘材料和/或表面覆层材料例如由不同材料组成。由此,通过刮刀去除的表面在窄侧面的区域中在工件的边缘材料和/或表面覆层材料上构成。
38.在方法的另一方面中,通过刮刀去除的表面材料厚度为0.03mm至0.20mm,优选0.05mm至0.10mm。
39.通过表面材料的特殊的切削厚度和特殊的去除实现表面的可接受的质量,所述表面是可不随机器出售的。附加地,通过特殊的切削厚度保证,不需要在已去除的表面上的再加工。
40.根据方法的另一方面,刮刀围绕第一轴线作为原点是可运动的从而形成第一角度,其中优选第一角度(α)与刮刀的传送方向相反地构成,和/或第二轴线作为垂直于第一轴线的轴线并且垂直于要去除的表面,并且刮刀围绕第二轴线是可运动的并且形成第二角度(β)或负的第二角度(β’),其中优选第二角度与刮刀的传送方向相反地构成,或其中优选负的第二角度沿刮刀的传送方向构成。
41.通过刮刀的特殊的几何结构和第一角度和第二角度或负的第二角度保证,硬的和/或脆的表面材料的表面可以在不进行再加工的情况下通过根据本发明的刮刀制造。
42.根据方法的一个变型形式,刮刀加工如下材料,其由塑料,如聚氯乙烯、丙烯腈
‑
丁二烯
‑
苯乙烯共聚物、聚丙烯制成,优选由聚甲基丙烯酸甲酯或聚氨酯制成。
43.由此可以通过所述方法加工其他至今不能由刮刀加工的材料,而不必进行另外的再加工步骤。附加地,在用具有根据本发明的刮刀的工具自动加工时可以加工工件的和表面材料的不同材料和轮廓,使得可以减少工具的更换从而减少机器的停机时间。
44.在另一实施方式中,刮刀可以构成为具有或不具有后角。
45.在去除设备的另一实施方式中,刮刀可以包含具有后角的防断裂斜边或不具有后角的防断裂斜边。
46.在另一实施方式中,工件的表面材料可以借助于刮刀加工,使得使用刮刀的标准实施方案(例如未抛光)或刮刀的高光泽度实施方案(例如经抛光)。由此,可以借助于根据本发明的刮刀(例如抛光或未抛光地)制造不同预定的表面特性。
47.在另一实施方式中,刮刀可以具有附加的轮廓和/或半径,其适合于加工如下表面材料,所述表面材料由塑料材料如聚氯乙烯、丙烯腈
‑
丁二烯
‑
苯乙烯共聚物、聚丙烯制成。
附图说明
48.下面,根据示意图示出根据示例的实施方式的工件的表面材料的去除设备。这种设备的一般实例例如在工件的窄侧面加工中使用,所述工件优选至少部段地由木头、人造板、塑料等组成。其他在上下文中提到的特定细节特征的改变可以分别单个地彼此组合,以示出新的实施方式。附图示出:
49.图1示出具有刮刀和传送装置的去除设备的示意图,所述传送装置引起工件的和/或刮刀的相对运动;
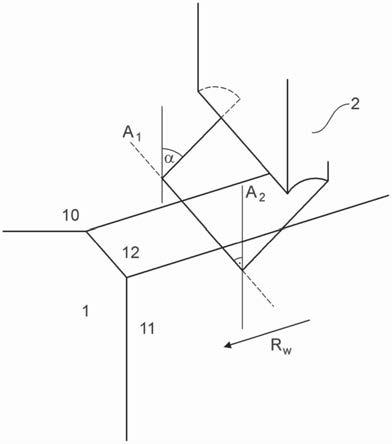
50.图2示出具有第一角度和第二角度的刮刀的示意图;
51.图3示出通过刮刀形成的第一角度和第一轴线的构造的示意图;
52.图4a和图4b示出通过刮刀形成的第二角度和负的第二角度、第一轴线和第二轴线的构造的示意图;
53.图5a和图5b示出刮刀相对于要去除的表面的不同示意图;
54.图6示出具有参考面b1、b2、c1和c2的刮刀的另外的实施方式的示意图。
具体实施方式
55.根据附图描述本发明的优选的实施方式。尽管实施方式理解为示例性的而不是限制性的,但是实施方式的细节特征也可以用于对本发明的特征说明。此外,下面所描述的实施方式的变型形式分别可以单个地彼此组合,以便构成本发明的其他实施方式。
56.图1在示意图中示出与工件1接触的刮刀2的实施方式,所述工件例如由表面覆层材料10和/或边缘材料11构成。在此,在图1中刮刀和传送装置之间的比例并未按照正确比例示出。工件1位于传送装置5上,所述传送装置在实施方式中可以构成为传送带。传送装置可以在另一实施方式中也不同地构成。此外,用于去除工件1的表面材料的设备100包括刮刀2,所述刮刀在刮刀体部25上构成。在一个实施方式中,刮刀体部25可以除刮刀2外具有其他轮廓和半径。附加地,在一个实施方式中,具有刮刀2的刮刀体部25可以通过固定元件4安装在刮刀体部支架3(在此未示出)上。
57.图2在示意图中示出根据本发明的刮刀2的一个实施方式。去除设备的几何结构/构造经由在要去除的表面12和刮刀2之间的相对取向实现,所述刮刀具有两个角度,第一角度α和/或第二角度β。在此,第一角度α是前角和/或第二角度β是剪切角。
58.图3、图4a和图4b是图2中示出的刮刀2和要去除的表面12的示意图。在图4a中示出第二角度β并且在图4b中对于第二角度β附加地示出负的第二角度β’。
59.图5a、图5b和图5c示出在另一实施方式中的去除设备100的示意图。在此,仅刮刀2在刮刀体部25上构成,其中刮刀体部25可以经由固定元件4,例如固定螺栓安装在刮刀体部支架3上。此外,在图5a、图5b和图5c中的示图中,刮刀2在一个实施方式中构成有第一角度α和第二角度β或负的第二角度β’,使得刮刀2以第一角度α和第二角度β或负的第二角度β’与要去除的表面12接触并且当传送装置将工件和/或刮刀相对于彼此运动时,可以去除表面。
60.刮刀2构成为,使得所述刮刀可围绕第一轴线a1作为原点运动从而形成第一角度α,其中优选第一角度与刮刀的传送方向rw相反地构成,和/或第二轴线a2作为垂直于第一轴线a1的轴线并且垂直于要去除的表面12,并且刮刀2可围绕所述第二轴线a2运动并且形成第二角度β或负的第二角度β’,其中优选第二角度与刮刀的传送方向rw相反地构成,或优选负的第二角度β’沿刮刀2的传送方向rw构成。在一个实施方式中,刮刀2以这种方式与刮刀体部25在刮刀体部支架3上构成,使得所述刮刀在执行用于加工表面材料的方法时牢固地连接并且不允许任何运动。
61.传送方向rw在此是在工件1和刮刀2之间的相对运动。在此,传送装置5可以将工件1和/或刮刀2移动。当通过传送装置5移动两个元件,即工件1和刮刀2时,这两个元件的方向矢量是彼此平行的,然而沿相反方向指向。在图3至5中示出刮刀2的传送方向rw。
62.附加地,传送方向rw在一个实施方式中平行于z轴线。由此,传送装置5在一个实施方式中执行沿z轴线的方向的运动。此外,y轴线垂直于工件1的表面10并且x轴线垂直于边缘材料11的表面或在一个实施方式中垂直于工件1的窄侧面。由此,轴线x、y和z彼此垂直。在另一实施方式中,能够以常规方式选择x轴线、y轴线、z轴线。
63.通过传送方向rw还限定法向平面n,所述法向平面垂直于传送方向rw。在其他实施方式中,传送装置5也可以执行沿其他方向的运动。借助于法向平面n也可以限定第一角度α和/或第二角度β(图6)。
64.换言之,可以如下限定第一角度α和/或第二角度β。
65.在此,第一角度α可以通过第一参考面b1的运动并且围绕第一轴线a1和与传送方向rw相反地构成,当第一角度α为0
°
时所述第一参考面平行于法向平面n构成。并且第二角度β第二参考面b2的运动围绕垂直于第一轴线a1并且垂直于要去除的表面12的第二轴线a2构成,优选与传送方向rw相反地构成,当第二角度β为0
°
时,所述第二参考面平行于法向平面n构成。
66.此外,第一角度α和第二角度β可以通过如下特征构成。在此,当第一角度α为0
°
时,平行于法向平面n的第一参考面c1围绕第一轴线a1作为原点可运动从而通过法向平面n和第一参考面c1形成第一角度α,其中优选第一角度与传送方向rw相反地构成。第二轴线a2垂直于第一轴线a1并且垂直于要去除的表面12限定。当第二角度β为0
°
时,平行于法向平面n的第二参考面c2围绕所述第二轴线a2可运动并且通过法向平面n和第二参考面c2形成第二角度β,其中优选第二角度β与传送方向rw相反地构成。
67.附加地,参考面b1和c1和参考面b2和c2相对应。
68.刮刀2具有刀刃,其可与要去除的表面12接合并且在接触区域中限定第一轴线a1。由于具有第一角度α和/或第二角度β或负的第二角度β’的刮刀2的特殊的几何结构,要去除的表面12通过刮刀2和传送装置5切削。刀刃几何结构优选可以在刮刀2和/或刮刀体部25中磨入,使得产生切割边缘。
69.刮刀2可以具有不同的材料,例如金属,优选硬金属、钻石、陶瓷、硬化钢、合金的非硬化的钢。刮刀2在本实施方式中具有剥离切割部,使得进行要去除的表面12的均匀的剥离,伴随着振动减小。附加地,可以通过刮刀加工优选脆的或硬的材料,优选塑料,其借助于常规的刮刀不能在没有缺陷和/或缺点和/或误差的情况下被加工。
70.刮刀2适合于设计元件,使得可以实现要去除的表面12的不同表面特性,例如表面质量、平整度和光泽度。
71.刮刀2可以在刮刀体部25上和经由连接元件4,优选固定螺栓固定在刮刀体部支架3上。在一个变型形式中,刮刀2牢固地装配有刮刀体部支架3。在另一变型形式中,刮刀2可以在刮刀体部25上磨入并且刮刀体部25可更换地固定在刮刀体部支架3上。由此,可以更换在刮刀体部支架3上的刮刀2。
72.刮刀2在另一方面中可以在刮刀体部25上构成有不同轮廓,和/或斜边和/或半径和/或特殊轮廓和/或混合轮廓。
73.在另一实施方式中,刮刀2构成为没有第一角度、前角α,并且没有第二角度,剪切角β,然而刮刀体部支架3构成为,使得刮刀2的刀刃以根据本发明的剪切角和前角在工件的表面材料12上作用。
74.在另一实施方式中,刮刀2构成为没有剪切角β并且具有前角α并且刮刀体部支架3构成为,使得刮刀2的刀刃以剪切角β和前角α在工件的表面材料12上作用。
75.在另一实施方式中,刮刀2构成为具有剪切角β并且没有前角α,并且刮刀体部支架3构成为,使得刮刀的刀刃以剪切角β和前角α在工件的表面材料12上作用。
76.在另一方面中,第一角度α、前角是正的,其中正的角度通过刮刀2与刮刀2的传送方向rw相反的运动限定。负的第一角度α’(未示出)通过刮刀2围绕轴线a1沿刮刀的传送方向rw的运动得出。在另一方面中,第一角度α或负的第一角度α’可以处于0
°
至80
°
的角度范围内。负的第一角度α’可以在另一实施方式中提出。
77.在另一方面中,第二角度β,剪切角是正的,其中正的角度通过刮刀2与刮刀的传送方向相反围绕第二轴线a2的运动限定。负的第二角度β’通过刮刀2的围绕轴线a2沿刮刀2的传送方向rw的运动得出。在另一方面中,第二角度β或负的第二角度β’处于0
°
至80
°
的角度范围内。
78.用于根据本发明的刮刀的应用实例是未示出的贯穿式机器(穿过工件实现的加工进给)、加工中心例如cnc控制的加工中心(穿过工件或设施的加工进给)和手动机器。
79.去除设备的可能的未示出的工作平面在工件1的纵向方向上和/或横向方向上。根据本发明的刮刀2例如用于工件,优选板状工件,其具有角部和倒圆的区域(未示出)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1