平面材料和用于生产其的方法与流程
平面材料和用于生产其的方法
1.本发明涉及平面材料和用于生产其的方法以及平面材料的用途。
2.由木素纤维素纤维制成的平面材料用于许多应用,因为其生产是成本有效且技术确定的。例如,典型的是使用高密度纤维板(high
‑
density fiberboard,hdf),其中使用粘合剂将木纤维压制在一起以形成板,然后通常将该板用已经浸渍有合成树脂的纸包覆。该覆盖层在压力和温度的作用下固化从而形成牢固粘合的层合体。将该层合体切断并且将断片在侧面上成型,例如,以将其用作非胶合的地板覆盖物。然而,材料暴露在成型的侧面上。在水的存在下,暴露的侧面上的木纤维由于吸水性而开始溶胀,这导致木质材料板的形状改变。在这种情况下,水可以为自由流动的水或者甚至为高湿度。即使溶胀大部分可逆使得溶胀通过干燥而可以大部分逆转,可以例如依赖于季节或者由技术条件导致的高湿度也可能阻止层合体的使用。然而,溶胀不可能完全可逆,因此在初始溶胀之后,留下难看的开放间隙。
3.层合体的替代物为例如在de 10 2007 041 438 a1、us 5,985,429 a、cn 109249491 a1和us 2004/0235983 a1中描述的木材
‑
塑料复合材料(wood
‑
plastic composite,wpc)(木纤维和塑料的挤出混合物)。在足够高比例的塑料的情况下,在水或相应地水分的影响下wpc尺寸稳定。然而,生产需要使用不适合于生产具有较大尺寸的平面材料的挤出机。
4.最后,可获得可以由其生产不溶胀平面材料并且不包含木纤维或其他木质组分的材料。因此,确实没有可大量得到并且具有良好强度特性的可再生原材料。例如,作为原材料,这些包括石材
‑
塑料复合材料(stone
‑
plastic composite,spc)或聚氯乙烯(pvc)。在此通常使用卤素或者也使用对苯二甲酸酯,使得这些产品从环境角度来看是不利的。根据本发明的平面材料为低排放或无排放的;特别是可以大大减少或者避免甲醛的排放从而可以遵守加利福尼亚州关于甲醛排放的规定carb 2。还可以大大避免或者完全避免挥发性有机化合物(voc)。
5.本发明的目的是提供平面材料和用于使用具有减少的溶胀的纤维来生产所述平面材料的方法。
6.该目的通过根据权利要求1所述的方法和平面木质材料10来实现。权利要求21中记录了根据本发明的平面材料的用途。
7.本发明涉及包含纤维和粘合剂的平面材料,其特征在于相对于平面材料,粘合剂的比例大于50重量%。本发明的上下文中的纤维是拉长的固体颗粒,即,其直径比颗粒的最长尺寸小多倍。纤维的尺寸可以在宽范围内选择;其特别地通过板厚度并且根据平面材料的均匀性的规格来确定。纤维的直径为10μm至5mm,以及纤维的长度为0.05mm至100mm。
8.因此,平面材料具有比纤维更大比例的粘合剂。还可以将粘合剂比例表示为相对于纤维,意指粘合剂的比例参照所使用的纤维的重量给出。在可以吸收水分的吸湿纤维(例如,木素纤维素纤维)的情况下,纤维的比例作为干燥至恒定重量的纤维(通常在105℃下干燥至恒定重量的纤维)(完全干燥的纤维∶绝对干燥纤维)给出。然后,相对于纤维的比例,平面材料中的粘合剂比例大于100重量%。
9.对于根据本发明的平面材料,可以使用有机纤维或无机纤维。可以使用天然纤维例如木素纤维素纤维、棉或亚麻纤维,或者合成纤维例如由诸如聚乙烯或聚丙烯的热塑性材料制成的纤维以及由聚碳酸酯、聚丙烯酸酯、聚甲基丙烯酸酯或者聚氨酯制成的纤维来生产根据本发明的材料。无机纤维例如碳纤维或者由矿物或陶瓷原材料制成的纤维或者玻璃纤维特别是以与其他纤维的混合物适合用于生产平面材料。特别地,可以使用纤维的混合物,特别是前述纤维的混合物来生产根据本发明的材料。纤维的混合物使得能够调节根据本发明的材料的特性,例如,弹性或弯曲特性、尺寸稳定性、强度,以及生产特性或者相应地可加工性。如果使用由可再生原材料制成的纤维,特别是木素纤维素纤维,例如由木材、竹或一年生植物制成的纤维,则因此可获得成本有效、容易加工的纤维。优选地使用未经处理的天然纤维,即,不通过化学方法改变纤维组分纤维素和木质素以及半纤维素(如果适用的话)的特性。不排除使用吸湿纤维,特别是在生产或相应地压制根据本发明的材料之前将其至少部分干燥的情况下。
10.以上提及的木素纤维素纤维特别地包括已经通过化学方法或物理方法从植物中获得的所有纤维。物理获得的纤维的典型实例为针叶树木纤维、落叶性木纤维或竹纤维,或者已经通过机械纤维分离获得的来自其他有机原材料的纤维。化学获得的纤维的实例为例如来自木材、一年生植物或者其他原材料特别是可再生原材料的纸浆纤维。特别典型地,使用来自机械纤维分离的木纤维,其中追求使木质素和半纤维素的损失尽可能多地最小化。还可以使用纤维的混合物,特别地以调节材料的特性(强度特性、重量),而且还以成本优化的方式使用原材料纤维。在本发明的上下文中,纤维还为纤维束;这还包括较小的刨花,只要其纤维仍可以大部分用粘合剂涂覆即可。
11.根据本发明的材料是平面的,即,其通常具有两个主表面,所述两个主表面在下文中还被称为上表面和下表面。材料的狭窄表面或侧面布置在上表面与下表面之间。最终的平面材料的厚度可以为0.8mm至500mm,典型地为1mm至80mm,通常为3mm至30mm。典型的应用可能要求平面材料的厚度为4mm至10mm,特别是4mm至7mm。根据本发明的材料可以具有平坦的主表面,但是上表面和/或下表面也可以压印或铣削或以另外的方式机械加工,使得相对于材料的表面,形成材料的可变厚度。所述材料优选地具有跨厚度基本上均匀的组成。可以用普通工具对高度对应于材料的厚度的侧面进行机械加工。可以将其锯开、切割或铣削。通过用于生产材料的可获得的压机使根据本发明的平面材料仅在其最大长度和宽度方面受限。较小的尺寸可以通过将平面材料分裂开来生产。平面材料的典型尺寸在压机中生产之后可以为5600mm(长度)
×
2070mm(宽度),在分离成地板、壁板或天花板之后可以为1380mm
×
l95mm,或者可以为3048mm
×
2800mm。由于板的宽度具有楼层高度,因此最后的规格特别好地适合于在建筑中使用。
12.根据本发明的平面材料可以用于许多应用。其可以用作例如地板、天花板和/或墙壁覆盖物,用于生产室内用品或家具,特别地还用于车辆的内部装饰(例如车辆驾驶室)以及用于室外(二者均用作镶面,例如作为安装立面),以及用于结构用途。可以以另外的方式对根据本发明的平面材料进行涂覆、染色、涂漆或装饰设计。可以将特别是例如在木质材料的领域中已知的表面涂层施加至根据本发明的材料的表面。此外,可以将根据本发明的平面材料用作夹层板的组件,意指可以将根据本发明的材料与相同或不同的膜或平面材料特别是木质材料板以及塑料板或塑料膜连接以形成夹层板。
13.根据本发明的材料与上述wpc的不同之处在于根据本发明的材料不是塑料特别是热塑性塑料与纤维形成平面材料,而是使用与纤维产生粘着作用和/或粘合作用的粘合剂。例如,这样的粘合剂从根据现有技术的木质材料生产中已知。根据本发明使用的粘合剂优选具有三聚氰胺。作为蜜胺树脂在水溶液中使用三聚氰胺,其中相对于水溶液,三聚氰胺的固体含量优选为至少45重量%;有利地,固体含量高于50重量%。固体含量的上限通过溶解度和三聚氰胺在例如喷嘴中的可加工性(如果适用的话)给出。优选三聚氰胺作为粘合剂,因为其不溶胀且不吸湿并且耐水解。三聚氰胺可以单独用作粘合剂或者以与一种或更多种其他粘合剂的组合使用。与本发明有关,“与......组合”意指可以使用粘合剂的混合物,其中将两种或更多种粘合剂的混合物同时施加至纤维,例如如mf树脂(三聚氰胺
‑
甲醛树脂)。或者使用依次使用的粘合剂的组合,例如因为其不能以混合物使用或者因为不同粘合剂的单独施加具有有利的效果。以与以上提及的三聚氰胺的组合或者作为替代物,可以使用另外的粘合剂,例如甲醛、亚甲基二苯基异氰酸酯(mdi),例如emdi的呈乳化形式的亚甲基二苯基异氰酸酯、或者聚二苯甲烷二异氰酸酯(pdmi)以及聚氨酯。酚树脂为耐水性的但是此外颜色深,这在使用中是不利的。如上所述,也可以以组合使用两种或更多种粘合剂。优选的是粘合剂主要具有三聚氰胺。进一步优选的是三聚氰胺在粘合剂中的比例超过20重量%,特别是50重量%。优选地,粘合剂不含脲,因为脲促进吸湿性,并因此促进木素纤维素纤维的溶胀或者相应地不阻止其溶胀。有利地避免热塑性粘合剂。根据本发明的平面材料优选不含卤素(例如,氟、氯),而且也不含对苯二甲酸酯。
14.根据一个有利的实施方案,通过添加用作增塑添加剂的弹性体或热塑性塑料,例如通过添加聚乙酸乙烯酯(pvac)或乙烯乙酸乙烯酯来改变特别是改善平面材料的弹性特性。优选地使用,特别是以液体添加剂例如分散体的形式使用丙烯酸酯、苯乙烯丙烯酸酯或聚氨酯(pu)以对根据本发明的平面材料进行增塑,因为它们是耐水的。优选地,使用玻璃化转变温度tg小于0℃的丙烯酸酯、苯乙烯丙烯酸酯和pu。但是单乙二醇或二甘醇也适合于平面材料的增塑。以上提及的增塑添加剂可以各自单独使用,但是也可以以混合物使用。添加弹性体或热塑性塑料降低平面材料的脆性,并且改善根据本发明的平面材料的弹性特性,例如e模量。此外,添加增塑添加剂使平面材料更容易保持平坦。作为相对于所使用的合成树脂中的固体量按比例计算的固体使用增塑添加剂。相对于合成树脂,以1∶1,优选0.7∶1,特别地0.2∶1,有利地0.01∶1的比率使用增塑添加剂。因此,增塑添加剂优选地不作为粘合剂的主要组分,尤其是不作为量的主要组分使用。增塑添加剂在施加至纤维以及与粘合剂一起施加至纤维之前,添加至例如粘合剂如蜜胺树脂中。替代地,可以在粘合剂之前或之后将增塑用试剂施加至纤维。
15.粘合剂和所添加的增塑添加剂(如果适用的话)形成根据本发明的平面材料的最大部分,通常形成根据本发明的材料的主要部分。优选地,相对于纤维比例,平面材料具有大于100重量%,例如101重量%或102重量%至120重量%的粘合剂;有利地,在相对于纤维比例的各种情况下,所述材料具有大于150重量%的粘合剂,特别优选大于200重量%的粘合剂,最大500重量%的粘合剂。
16.根据本发明的材料的密度优选为1000kg/m3至1800kg/m3,特别地为1000kg/m3至1600kg/m3,有利地为1000kg/m3至1300kg/m3,特别有利地为1030kg/m3至1200kg/m3。例如与量主要为木素纤维素纤维的木质材料例如hdf板相比,作为大量使用粘合剂的结果,根据本
发明的材料表现出较高的重量,例如1000kg/m3至1200kg/m3。
17.所述材料优选具有填料。填料可以贡献为骨料(aggregate)以优化平面材料的重量,通常使重量最小化,或者进一步改善由粘合剂和纤维形成的基体结构。骨料或骨料的组合可以替代地或另外地用于优化板的特定特性,例如导电性、绝缘特性或强度特性。骨料代替根据本发明的材料中的纤维。由于材料在水的存在下应具有最小的溶胀,特别是最小的厚度溶胀,因此不吸湿骨料或不溶胀骨料以及耐水解的骨料是优选的。这样的骨料可以为矿物颗粒,而且还可以为陶瓷、合成物或玻璃颗粒。还可以使用碳酸钙(caco3)和/或硫酸钡(baso4)作为骨料。颗粒的尺寸优选不大于一毫米,优选为10μm至800μm。还可以使用不同颗粒的混合物,例如不同材料或尺寸的混合物。相对于平面材料的总重量,使用高至30重量%,特别优选高至20重量%,有利地高至15重量%。所使用的量的下限由骨料的可检测性得到。可以在优选地通过喷洒施加粘合剂之前或之后将骨料施加至纤维。
18.根据本发明的一个有利的实施方案,平面材料具有疏水剂,例如石蜡或蜡,相对于平面材料的重量,所述疏水剂通常以最高至5重量%的量,通常以最高至2重量%的量,通常以0.1重量%至1重量%的量使用。使用疏水剂还有助于降低平面材料的溶胀趋势。
19.本发明还涉及用于生产包含纤维和粘合剂的平面材料的方法,其中平面材料中的粘合剂的比例大于50重量%,所述方法具有以下步骤:
20.‑
提供纤维,
21.‑
提供粘合剂,优选以液体形式提供粘合剂,
22.‑
将粘合剂施加至纤维,
23.‑
形成纤维饼,
24.‑
在压机中压制纤维饼,同时使粘合剂固化以产生平面材料。
25.所述方法的步骤对应于例如用于在压机中生产木质材料板的常规方法的步骤。然而,根据本发明,如上述已知的使用较大量的粘合剂,使得粘合剂按重量计的比例大于纤维按重量计的比例。
26.如果使用合成纤维或无机纤维,则可能有必要至少部分地干燥纤维上的粘合剂。如果纤维具有水分(这例如对于木素纤维素纤维是典型的),则应在压制纤维饼之前调节水分含量使得在压制之后存在尺寸稳定、不溶胀或不收缩的板。在胶合之前,通常使用具有高至120重量%或更多的水分的木素纤维素纤维。可以在施加粘合剂之前或之后将木素纤维素纤维干燥。在压制期间,优选的是相对于纤维的总重量,木素纤维素纤维具有最小3重量%至最大15重量%的水分含量,意指至少3重量%至15重量%的水含量。
27.粘合剂通常以液体形式提供。其可以以纯的形式或(如通常的)以溶液(在溶剂中或在水中)或者作为分散体或乳液提供。粘合剂通常通过喷洒例如通过复数个喷嘴施加至术素纤维素纤维,所述复数个喷嘴产生粘合剂的喷雾并围绕纤维的下游流动而布置。用于这样的干燥装置的典型设计为例如在纤维板生产中使用的喷放管道(blowline)。用粘合剂液滴或者相应地通过粘合剂雾润湿纤维的表面。在将其优化地干燥之后,形成经粘合剂润湿的纤维并压制成纤维饼。在该过程期间,粘合剂固化,从而形成平面材料。与wpc产品相比,在压力和温度的作用下基本上在纤维饼的上表面和下表面上发生的固化期间,在纤维与粘合剂之间而且还在粘合剂内建立不可逆的化学键。根据本发明的方法避免了捏合和挤出的尝试。
28.出乎意料的是,发现压制条件基本上与特别是已知的与本发明相比具有更低比例的粘合剂的木质材料的压制条件相同。压力和温度以及压制持续时间例如在典型的hdf板(高密度纤维板)的范围内。根据本发明的材料可以在压机中优异地生产,因为压机用于生产木质材料。特别是连续热压机或不连续热压机,例如带循环的连续双带压机、加热的金属带或者循环工作的压机。这允许待生产的板规格
‑
与wpc相比
‑
不限于宽度为约30cm的狭窄厚板规格的生产。相反,可以提供对于木质材料板是典型的常规板规格。
29.像通常对于木质材料一样,纤维饼通常通过散布生产。将用全部量的粘合剂刚胶合或优选干燥的纤维通常以均匀的层而且替代地还以多层散布在通常在传输带上的载体上,其中所述层可以具有不同的关于纤维、粘合剂或添加剂的组成。将经散布的纤维饼引导至载体上,如果适用的话首先将其通过初级压机,然后在压机中压制。压机作用在纤维饼或者相应的平面材料的上表面和下表面上。
30.施加足够压力和温度的任何压机是合适的,其中材料在两个板之间压制的平板压机和特别地其中材料在两个循环金属带之间压制的连续压机二者是适合的。优选地,使用热压机,其压制板或循环金属带被加热至特定的温度。合适的压制温度可以选自140℃至220℃,优选地160℃至180℃。板越薄,所选择的压制温度就可以越低。合适的压制压力例如在0.3n/mm2至5.5n/mm2,特别是1n/mm2至3n/mm2的范围内。压制持续时间有利地为6秒/mm板厚度(在下文中:秒/mm)至60秒/mm,通常为10秒/mm至20秒/mm。在连续压机中,循环金属带(通过在其间压制来生产平面材料)的进给速度通常为350mm/秒至400mm/秒。
31.可以将用于压缩纤维饼的初级压机放置在实际压制过程的上游。任选地,可以将用于使平面材料冷却的装置,特别是用于在特定压制压力(其可以比材料的压制期间的压制压力更低)下进行冷却的装置放置在压机的下游。
32.通常在形成纤维饼之前或期间,可以将上述骨料、润湿强化剂或疏水剂添加至根据本发明的材料。
33.按照根据本发明的方法生产的材料优选具有基本上具有粘合剂、任选地增塑添加剂的表面,特别优选由粘合剂或者相应地增塑添加剂组成的表面。特别地,当使用吸湿纤维例如木素纤维素纤维时,追求在材料的表面中具有尽可能少的纤维以尽可能多地优化厚度的溶胀。液体形式或者此外例如作为湿气的水将会被吸湿纤维吸收,并且这将导致材料的溶胀。这是不希望的。平面材料中的高比例或相应的主要比例的粘合剂使得材料的表面能够主要或全部包含粘合剂以及增塑添加剂(如果适用的话),或者相应地几乎不包含吸湿纤维或不包含吸湿纤维。
34.根据本发明的材料可以像木质材料板一样例如像hdf板一样进行机械加工。可以对表面进行涂覆、压印或铣削;可以将侧面成型,例如用于生产地板。可以将根据本发明的平面材料与浸渍有合成树脂的纸层合,并且可以对其进行印刷、涂漆、上釉或者以另外的方式进行机械加工。认为可以在现有设备上对平面材料进行机械加工和处理是本发明的优点。
35.此外,本发明包括用于生产上述平面材料的设备,所述设备包括用于用粘合剂胶合木素纤维素纤维的装置,所述装置具有根据本发明的用于将已经预胶合的木素纤维素纤维胶合的装置。在此,术语“胶合”意指施加粘合剂。用于将纤维胶合的装置有利地被设计为喷嘴,该喷嘴由作为液体供应的粘合剂产生喷雾。通过粘合剂的喷雾引导纤维,然后将喷雾
的粘合剂液滴沉积在纤维上。用于将木素纤维素纤维胶合的已知装置被配置成使得相对于待胶合的纤维,其施加最大30重量%的粘合剂。根据本发明的方法可以这样进行:使待胶合的纤维多次通过用于胶合的已知装置,直至将粘合剂充分施加至纤维。然而,根据本发明,建议布置复数个用于胶合的已知装置,使得待胶合的纤维沿着复数个用于胶合的装置传输,其中每个用于胶合的装置将部分量的粘合剂施加至木素纤维素纤维,直至将至少大于平面材料的50重量%的期望的总量施加至纤维。因此,除了用于将未胶合的纤维(不具有粘合剂的纤维)胶合的已知装置之外,还使用用于将预胶合的纤维(其上已经施加有部分量的粘合剂)胶合的另外的装置。
36.通过纤维、粘合剂、填料以及其他添加剂例如蜡(如果适用的话)的不同组合,可以使根据本发明的平面材料适合于各种需求。因此,明确地参照可以将上述特征各自彼此自由组合的事实。
37.本发明还涉及上述平面材料的用途。根据本发明的平面材料的特征在于由于最小的溶胀,特别是在侧面区域中的几乎完全减少的厚度溶胀,其可以在各种应用中使用。在室内装饰中,平面材料可以用作例如地板或复合地板。在此,例如与hdf地板相比,在潮以及湿的房间中使用也是可能的,因为其上板芯可自由接近水分的侧面型材不再在水或高湿度的影响下显著溶胀也不在干燥时收缩。在本发明的上下文中,认为相对于原始板厚度,厚度溶胀小于3%,优选小于2%是不显著的。进行优化以使厚度溶胀最小的根据本发明的平面材料具有仅0.5%至1%的根据din 317的厚度溶胀或者相应地根据din 13329的侧面溶胀。因此,根据本发明的平面材料是低溶胀的,或者当相对于原始板厚度,达到高至1%的最大厚度溶胀时,其是不溶胀且尺寸稳定的。因此,现在可以例如在用于生产木质材料板的已知设备上生产抵抗水或相应地抵抗湿度的尺寸稳定的平面的基本上不溶胀的材料,该材料不限于狭窄的规格并且优选地使可再生原材料的使用最大化。
38.当然,还可以将根据本发明的平面材料用作壁板或者天花板,用作家具板,特别是当对潮以及湿的房间或实验室以及技术室或车间进行装饰时,但是不限于此。在室外建筑中,根据本发明的材料适合作为立面板或者用于屋顶。可以将根据本发明的平面材料用于例如包括甲板或室外地板的露台建筑。以这种方式,使用相同的地板或相应地地板覆盖物用于室内区域和邻近的室外区域(露台、阳台、立面、通道)变得可能。优选地,根据本发明的平面材料可以用于室外结构特别是设施。例如,可以没有困难地用根据本发明的材料进行车间、生产设备或者厩的装饰。可以将平面材料任选地设计成面板,并且根据需要,可以在侧面上设置型材。所述型材优选地起将两个面板彼此固定的作用。替代地,还可以通过双面粘合带将彼此邻近布置的两个面板在其侧面固定,该双面粘合带布置在直接相邻的面板之间的空隙外侧的区域中。也可以将直接相邻的面板或板粘合,其中优选地使用耐水性粘合剂。
39.根据本发明的平面材料具有良好的强度特性,特别是为至少2.5n/mm2,优选高至3n/mm2,特别是高至4n/mm2的高的横向拉伸强度。根据本发明的材料具有高的压缩强度。作为良好的强度特性的结果,必须使用较少的紧固装置例如螺钉以使由根据本发明的材料制成的板紧固,因为单独的紧固装置在板中具有更好的固定。更高的横向拉伸强度还允许对由根据本发明的材料制成的板进行更强烈的机械加工,例如将复杂的型材铣削成板的横向侧面。例如,可以将在竖直方向和水平方向二者上将两个互锁的板对准的复杂型材加工成
仅4.3mm厚的板的横向侧面。高压缩强度使得能够实现在平面材料上的高的点负载,使得其适合例如用于车辆的负载地板或者作为用于储存区域的地板。平面材料的高弯曲劲度允许用作建筑元件,例如墙壁加强件。
40.以下关于示例性实施方案说明了本发明的细节。在以下中示出:
41.图1根据本发明的平面材料的示意图。
42.该图示出了具有上表面2和下表面3以及侧面4的平面材料1。所述材料具有包埋在粘合剂中的纤维5。粘合剂的比例大于平面材料的50重量%。因此,存在比纤维5更多的粘合剂。既可以单独也可以以混合物使用天然纤维、合成纤维、有机纤维和无机纤维作为纤维。还可以使用吸湿纤维,例如木纤维、纤维素纤维或亚麻纤维。优选地使用三聚氰胺作为粘合剂,通常以与甲醛或苯酚组合而且还以与pdmi的混合物。以下描述纤维和粘合剂的组合的实例。
43.示例性实施方案1
44.对于其结果示于下表1中的实验,使用木素纤维素纤维,在这种情况下是针叶树木纤维。该纤维通过在精制机中进行纤维分离由蒸制的木片生产。替代地,可以使用任何其他的木素纤维素纤维或者这样的纤维的混合物。使用在胶合之前具有120%水分的针叶树木纤维;在压制之前,用位于其上的粘合剂将其干燥至8%的残余水分,即,1吨的纤维包含80kg的水。
45.对于该实验,使用相对于完全干燥的木材大于100重量%(在目前的情况下为108重量%)的粘合剂,在此为包含三聚氰胺
‑
甲醛树脂(mf树脂)的粘合剂。粘合剂中使用的三聚氰胺
‑
甲醛树脂(mf树脂)的固体浓度为60%(在60分钟/120℃下测量)。因此,考虑到液体含量(在60%固体含量下108g=180g),将180克包含108g mf树脂的液体粘合剂施加至100克完全干燥的纤维材料(完全干燥的木材)。在此,“完全干燥的木材”是指在105℃下干燥至恒定重量的木素纤维素纤维。“完全干燥的木材”是用于包含木素纤维素纤维的配方的典型参照量度。其他示例性实施方案基于完全使用粘合剂。
46.此外,使用相对于完全干燥的木材的1.2重量%石蜡。
47.将粘合剂在四个通道中施加至木素纤维素纤维;每通道将27重量%施加至纤维。在用于将纤维胶合的已知设备中通过喷嘴喷洒液体粘合剂。由喷嘴产生的喷雾在穿过喷雾例如从上向下下落通过粘合剂的喷雾的纤维的表面上冷凝。
48.在用于将纤维胶合的设备之后开始在用于干燥的装置例如将加热的空气施加至纤维的热空气通道或管中对经胶合的纤维进行干燥。干燥的目的不是完全除去所有液体,而是将粘合剂干燥至其不再粘着的程度。粘合剂在压力和/或温度的作用下的固化期间的反应性不应受到干燥的不利影响。
49.在干燥之后,可以将纤维储存或者进一步胶合或加工。首先开始通过用于胶合的设备的第二个通道,其中再次将27重量%mf树脂喷洒在纤维上,所述纤维在第一个通道之后已经被预胶合。在第二个通道之后还将经胶合的纤维干燥,直至其不再彼此粘附或粘着。以相同的方式,进行通过用于胶合的设备的第三个通道和第四个通道和用于干燥的装置。替代地,还可以在一个或两个通道中或者替代地也可以在五个或更多个通道中将110重量%粘合剂施加至纤维。每通道施加至纤维的粘合剂的量可以因通道而异。
50.在每个通道之后,除去经胶合的纤维的一部分并加工以形成厚度为7mm的平面材
料。这通过将纤维饼散布而发生,该纤维饼在180℃和2.5n/mm2的压力以及15秒/mm的压制持续时间下在已知的连续运行双带压机中压制。以这种方式产生的板具有5.5mm的厚度和1050kg/m3的密度。作为参照,一方面,检查在相同条件下生产而不提高粘合剂的添加的情况下的平面材料(表1,通道0)。
51.检查以这种方式生产的平面材料的根据din 317的溶胀和根据din13329的侧面溶胀。厚度的溶胀在材料的侧面确定为相对于7mm的初始厚度的以mm计的绝对变化以及还确定为相对变化(%)。
52.表1粘合剂使用从0重量%增加至108重量%的厚度为7mm的平面材料的厚度的溶胀
53.通道编号01234绝对差值(mm)1,470,500,250,210,12相对差值(%)22,927,453,823,051,83
54.在未添加粘合剂的平面材料(通道0)中,根据表1的厚度的溶胀如所预期的在将近23%的最大值处。其中每次施加27重量%mf树脂的各通道减小了平面材料的侧面处的厚度的溶胀。当使用相对于完全干燥的木材的108重量%粘合剂时,实现了1.83%的非常低的值的侧面溶胀。
55.示例性实施方案2
56.对于示例性实施方案2中的平面材料的纤维比例,使用不同纤维的50:50混合物,在这种情况下,例如为木纤维和碳纤维,替代地例如为回收纸纤维和玻璃纤维纤维,替代地为矿物纤维和纤维素纤维。在此,优选地将天然纤维(木纤维、回收纸纤维、纤维素纤维)在胶合之前干燥;在胶合和任选地将粘合剂干燥之前或之后,可以将纤维混合。两种变型均允许生产经胶合的纤维的均匀混合物,然后可以将其散布以形成纤维饼。另外,关于粘合剂的使用和石蜡的使用,示例性实施方案2与示例性实施方案1相同。
57.示例性实施方案3
58.示例性实施方案3涉及纤维和粘合剂的混合物,其中50份的聚乙烯纤维和20份的碳纤维以及10份的骨料(例如玻璃颗粒、矿物颗粒或陶瓷颗粒)形成纤维部分,所述纤维部分用115重量%粘合剂(在这种情况下,例如用mf树脂)胶合。另外,如示例性实施方案1中一样对纤维/骨料/粘合剂混合物进行处理。
59.示例性实施方案4
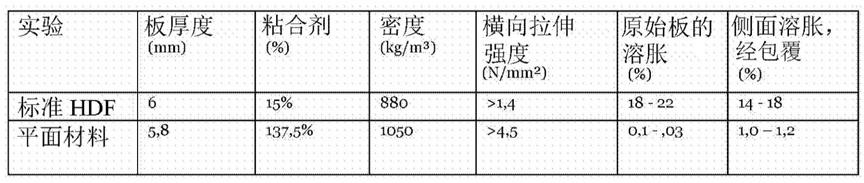
60.应生产可以用于生产地板覆盖物以及可以特别地用装饰表面(特别是用浸渍有合成树脂的纸或通过涂漆)包覆的由纤维和粘合剂制成的板。使用40重量%的密度为约550kg/m3的纤维和55重量%的粘合剂(在这种情况下为三聚氰胺比例大于60%的mf树脂)。此外,使用5重量%其他材料(在这种情况下为1.5重量%石蜡和3.5重量%灰色染料)。使用染料以赋予平面材料均匀的颜色。
61.在工业连续压机上生产具有以上提及的组成的平面材料并且将其与hdf板比较,所述hdf板由相同的纤维材料但是在15重量%的粘合剂比例下生产并且具有880kg/m3的密度。
62.表2关于hdf板和根据本发明的板的溶胀的比较实验
[0063][0064]
上表2示出了两种板的比较,其中板厚度以mm作为总值(在砂磨之前)给出,以及密度以kg/m3给出。分别根据横向拉伸强度(din en 319)、溶胀(根据en 317测量)和侧面溶胀(根据en 13329测量)来对板进行评估。
[0065]
根据本发明的板由于高纤维比例而可以比纤维板被更强烈地压缩。粘合剂的使用为根据现有技术的hdf板的情况的约9倍高。根据本发明的平面材料具有三倍高的横向拉伸强度和降低到100分之一的原始板的溶胀。在将上表面和下表面层合之后,测量“经包覆的”侧面溶胀。由于板的上表面和下表面通过层合密封并且不再容易接近水,因此仅侧面仍然易受水的影响。该测试对于地板覆盖物尤其有意义,因为地板的侧面通常不能被密封,并因此遭受水。在这种情况下,示出根据本发明的板材料的侧面溶胀与已知的hdf板比较减小至十分之一。hdf板和根据本发明的平面材料二者均在相同的工业生产系统上生产。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1