木制品打孔加工设备的制作方法
1.本技术涉及木制品加工的领域,尤其是涉及一种木制品打孔加工设备。
背景技术:
2.诸如木板这类初级木制品若有进一步加工成木柜等高级木制品的需要,则还需要对初级木制品进行打孔等加工操作。
3.目前在对木板进行打孔前,需要人工先将木板摆放到固定的位置,然后通过定位设备将木板进行定位后,再对定位后的木板进行打孔。
4.在实现本技术的过程中,发明人发现上述技术至少存在以下问题:每对一个木板进行打孔都需要人工将木板摆放到固定的位置后才能进行打孔操作,可见现有技术对木制品打孔的自动化程度低。
技术实现要素:
5.为了便于提高木制品打孔的自动化程度,本技术提供一种木制品打孔加工设备。
6.本技术提供的一种木制品打孔加工设备采用如下的技术方案:一种木制品打孔加工设备,包括用于传送木制品的传送机构,所述传送机构的一侧设有安装台,所述安装台上设有用于检测所述木制品的光电控制组件,所述安装台上还设有与所述光电控制组件电连接且用于将所述木制品推离所述传送带的推进器,且所述光电控制组件还与所述传送机构电连接;所述传送带的另一侧设有打孔台,所述打孔台上设有安装架,所述安装架上设有第一气缸,且所述气缸的伸缩杆上连接有第一电机,所述第一电机驱动连接有用于在所述木制品上钻孔的钻孔组件,且所述第一电机和所述钻孔组件共同连接有压力控制组件,所述压力控制组件与所述第一电机以及所述第一气缸均电连接。
7.通过采用上述技术方案,当通过光电控制组件检测到传送机构将木制品送来后,先控制传送机构停止传送木制品,然后控制推进器将检测到木制品推送到打孔台上,然后通过安装架上的第一气缸向下伸长伸缩杆,从而便于第一电机带动钻孔组件对木制品打孔,完成打孔后,再通过压力控制组件使第一气缸停止伸长伸缩杆,如此便于提高木制品打孔的自动化程度。
8.在一个具体的可实施方案中,所述光电控制组件包括设置在安装台上的光发射器和光接收器,且木制品被所述传送机构传送的过程中可遮挡所述光接收器接收所述光发射器发出的光信号;所述光接收器连接有第一plc,所述第一plc与所述推进器电连接。
9.通过采用上述技术方案,木制品随着传送机构传送到光发射器和光接收器之间的位置后会阻止光接收器接收光信号,从而便于光接收器产生控制传送机构暂停的信号,进而便于推进器将传送结构上的木制品推到打孔台上。
10.在一个具体的可实施方案中,所述推进器包括电磁阀与所述第一plc电连接的第二气缸,且所述第二气缸设有可和所述木制品抵接的推进块。
11.通过采用上述技术方案,通过推进块便于和木制品相抵,进而便于将木制品推送
至打孔台上。
12.在一个具体的可实施方案中,所述传送机构上设有若干组限位板,每组限位板包括两块限位板,且每组限位板之间的距离和所述木制品的宽度一致。
13.通过采用上述技术方案,通过成组的限位板便于对木制品进行限位,进而便于推进器推动木制品。
14.在一个具体的可实施方案中,所述打孔台上设有导向槽,所述导向槽中设有若干用于承载并传送所述木制品的承载辊,所述导向槽沿所述承载辊传送方向的两侧均设有挡板。
15.通过采用上述技术方案,通过承载辊便于承载木制品,并便于将木制品传送到打孔台上的打孔处,通过挡板便于防止木制品在传送的过程中发生歪斜以至于从承载辊上滑落。
16.在一个具体的可实施方案中,所述打孔台上设有直线模组,所述直线模组的滑块上连接有第三气缸,且所述第三气缸的伸缩杆上设有用于定位所述木制品的定位件,且所述定位件上设有可与所述木制品抵接的第一压力传感器,所述第一压力传感器通信连接有第二plc,且所述第二plc与所述第三气缸的电磁阀电连接。
17.通过采用上述技术方案,通过第三气缸以及第三气缸上的定位件便于对承载辊上的木制品进行定位,通过直线模组便于移动被定位的木制品,通过第一传感器以及第二plc便于控制第三气缸伸缩的长度。
18.在一个具体的可实施方案中,所述第一气缸的伸缩杆可向下伸长,且所述所述第一气缸的伸缩杆上连接有第一电机,且所述第一电机与用于对所述木制品打孔的所述钻孔组件驱动连接。
19.通过采用上述技术方案,通过第一气缸便于带动电机靠近木制品,通过第一电机便于驱动钻孔组件对木制品进行钻孔。
20.在一个具体的可实施方案中,所述钻孔组件包括安装在所述第一电机转轴上的驱动齿轮,所述第一电机上还转动连接有若干与所述驱动齿轮啮合的从动齿轮,且每个所述从动齿轮上均设有用于在所述木质板上打孔的钻条。
21.通过采用上述技术方案,通过第一电机驱动驱动齿轮转动,从而便于驱动齿轮带动从动齿轮转动,进而便于带动钻条转动对木制品进行打孔。
22.在一个具体的可实施方案中,所述第一电机上设有第二压力传感器,所述第二压力传感器上竖直设有与所述从动齿轮一一对应的连接杆,且每个所述连接杆的顶端均与对应的所述第二压力传感器连接,每个所述连接杆的底端均转动连接有轴承,且每个所述从动齿轮均安装在对应的所述轴承上通过采用上述技术方案,通过第二压力感应器便于感受钻条打穿木制品后压力的变化,从而便于控制第一气缸的伸缩杆停止向下伸长,并控制第一电机停止转动。
23.综上所述,本技术包括以下至少一种有益技术效果:1.通过光电控制组件检测的方式自动化控制传送机构的运作,以便于推进结构将木制品推送至打孔台上进行打孔,完成打孔后还可通过感受钻孔组件以实现自动化控制第一电机以及第一气缸继续运作,如此便于提高木制品打孔的自动化程度。
24.2.通过传送机构上成组的限位板便于对木制品进行限位,进而便于推进器推动木
制品。
25.3.通过打孔台上的承载辊便于承载木制品,并便于将木制品传送到打孔台上的打孔处,通过挡板便于防止木制品在传送的过程中发生歪斜以至于从承载辊上滑落。
附图说明
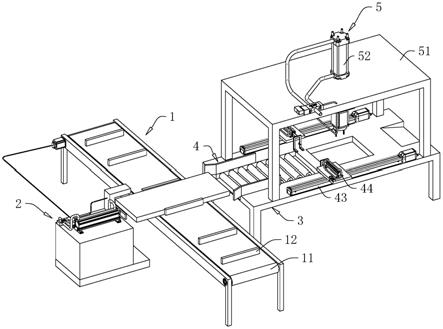
26.图1是本技术实施例中一种木制品打孔加工设备整体结果示意图。
27.图2是本技术实施例中送料结构的整体结构示意图。
28.图3是本技术实施例中木制品推进结构的整体结构示意图。
29.图4是本技术实施例中用于体现打孔台、木制品传送结构以及木制品传送结构之间连接关系的结构示意图。
30.图5是本技术实施例中用于体现安装座、第二压力传感器以及钻条之间连接关系的剖视图。
31.附图标记说明:1、送料结构;11、传送机构;12、限位板;2、木制品推进结构;21、安装台;211、底座211;212、安装台本体;22、推进器;221、第二气缸;222、推进块;23、光电控制组件;231、光发射器;232、光接收器;233、第一plc;3、打孔台;31、导向槽;32、打孔台通孔;33、滑道;4、木制品传送结构;41、承载辊;42、挡板;43、直线模组;44、第三气缸;45、定位件;451、连接板;452、l形卡头;46、第一压力传感器;47、第二plc;5、木制品打孔结构;51、安装架;52、第一气缸;53、安装板;54、电机;541、安装座;55、钻孔组件;551、驱动齿轮;552、连接杆;553、轴承;554、从动齿轮;555、钻条;56、压力控制组件;561、第二压力传感器;562、第三plc。
具体实施方式
32.以下结合附图1-5对本技术作进一步详细说明。
33.本技术实施例公开一种木制品打孔加工设备。在本技术实施例中以木板作为木制品的实例,参照图1,木制品打孔加工设备包括用于送来木板的送料结构1,送料结构1的一侧设有木制品推进结构2,且送料结构1的另一侧设有打孔台3,打孔台3上设有用于传送木板的木制品传送结构4以及用于对木板进行打孔的木制品打孔结构5。
34.参照图2,送料结构1包括传送机构11,在一个实施例中,传送机构11为由第二电机54驱动的传送带,传送带上设有若干组限位板12,每组限位板12包括两块长度方向与传送带的传送方向垂直设置的限位板12,且每块限位板12均竖直固定在传送带上。且每组限位板12中的两块限位板12之间的间距和木板的宽度一致,传送前可将木板先卡在对应的一组限位板12上,且每块木板的两端均伸出传送带的侧边。
35.在另一个实施例中,为了进一步提高送料的持续性,还可以使用流水线代替送料结构1中的传送带,且将若干组限位板12安装在此流水线上。
36.参照图3,木制品推进结构2包括安装台21,安装台21上设有光电控制组件23,安装台21包括底座211,光电控制组件23包括光发射器231,光发射器231设置在底座211的顶壁上,且底座211的顶壁上还固定有安装台本体212,在本实施例中光发射器231可发出竖直向上的激光,安装台本体212的顶壁上固定有第二气缸221,结合图1,第二气缸221的伸缩杆可朝向传送机构11伸长,且第二气缸221的伸缩杆上设有用于和木板抵接的推进块222,安装
台本体212的顶壁上通过连接件还连接有光接收器232,光接收可接收光发射器231发出的激光,木板在传送的过程中,其一个端部可经过光发射器231和光接收器232之间的位置并挡住光发射器231射向光接收器232的激光。安装台本体212的顶壁上还设有与光接收器232通信连接的第一plc233,且第一plc233与第二气缸221的电磁阀电连接。
37.在一个实施例中,参照图1和图3,通过传送机构11传送已经放置在一组限位板12中的木板,由于木板的端部伸出传送机构11的侧边且可挡住光发射器231发出的激光,故光接收器232在未收到激光时可便于生成一个控制信号,并将此控制信号发送至第一plc233,第一plc233便于依据控制信号控制第二电机54的转动进而控制传送带暂停传送过程并使木板靠近安装台21的一端正对着推进块222;第一plc233还便于依据第一plc233信号打开第二气缸221的电磁阀,从而控制第二气缸221的伸缩杆伸长,进而使推进块222与木板相抵,并进一步将木板推至打孔台3。
38.在另一个实施例中,第一plc233便于依据控制信号控制流水线暂停进而使木板靠近安装台21的一端正对着推进块222。
39.参照图1和图4,开设在打孔台3上开设有导向槽31,且导向槽31的一端正对着推进块222设置,木制品传送结构4包括导向槽31中水平设有若干轴向和推进块222的推进方向垂直的承载辊41,且承载辊41凸出于打孔台3的表面。沿导向槽31的两侧均设有和打孔台3顶壁垂直设置的挡板42,每块挡板42靠近传送机构11的一端端部与对应的导向槽31的端部在竖直方向齐平,且导向槽31的长度大于挡板42的长度。每块当板靠近传送机构11的一端均连接有助入板,两块助入板使两块当板靠近传送机构11的一端形成一个更大的入口,从而使木板能更方便地进入两块挡板42之间的位置。
40.木制品传送机构11还包括打孔台3顶壁上沿木板传送方向的两侧设置的直线模组43,每个直线模组43的滑块上均固定有第三气缸44,且两个第三气缸44伸缩杆的伸长方向相向设置。每个第三气缸44伸缩杆上均水平设有和第三气缸44伸缩杆轴向垂直的定位件45,定位件45包括水平设置且与第三气缸44伸缩杆轴向垂直设置的连接板451,连接板451的两端均连接有用于卡住木板的l形卡头452,其中一个l形卡头452上还固定有第一压力传感器46,且在本实施例中,第一压力传感器46为无线压力传感器,且第一压力传感器46的探测头可与木板抵接。每个直线模组43的滑块上还均设有可与第一压力传感器46无线通信连接的第二plc47,且第二plc47和第三气缸44的电磁阀电连接。
41.参照图4,打孔台3的顶壁上且靠近导向槽31的位置上设有打孔台通孔32,参照图5,木制品打孔结构5包括固定在打孔台3上的安装架51,安装架51的顶壁上固定有设在打孔台通孔32上方的第一气缸52,第一气缸52的伸缩杆可穿过安装架51并向下伸长,第一气缸52的伸缩杆的底端固定有水平设置的安装板53,且安装板53的底壁上固定有转轴竖直朝下设置的第一电机54,电机54的底端设有安装座541,且安装座541可供第一电机54的转轴穿过且不与第一电机54的转轴连接。
42.参照图4和图5,第一电机54的转轴上固定有驱动齿轮551,且第一电机54上连接有压力控制组件56,压力控制组件56包括在安装座541中固定的若干第二压力传感器561,在本实施中,第二压力传感器561也为无线压力传感器,每个压力传感器的底壁上连接有钻孔组件55,钻孔组件55包括竖直连接在压力传感器底壁上的连接杆552,每个连接杆552的底部连接有轴承553,且连接杆552与轴承553的内环连接,每个轴承553的外环上固定有与驱
动齿轮551啮合的从动齿轮554,每个从动齿轮554底壁的中心处竖直设有用于对木板进行的打孔的钻条555。
43.安装架51上还设有与第二压力传感器561无线通信连接的第三plc562,且第三plc562与电机54以及第一气缸52的电磁阀均点连接。
44.参照图4,打孔台3的顶壁上远离挡板42的一端设有供木板从打孔台3上滑落的滑道33。
45.本技术实施例一种木制品打孔加工设备的实施原理为:通过光电控制组件23检测传送带上的木板有没有被传送到正对着推进块222的位置上,若被传送到正对着推进块222的位置上,则通过光电控制组件23控制第二气缸221将传送带上对应的木板,推进到打孔板的承载辊41上,并使木板在承载辊41上滚动,当第二气缸221停止推动承载辊41上的木板时,接着通过两个第三气缸44伸缩,使定位件45抵住木板,然后通过第一压力传感器46感应把木板的压力,从而便于第一压力传感器46将压力信号传递至第二plc47处,进而便于第二plc47控制第三气缸44停止伸长以防止木板被挤压坏;接下来通过直线模组43将木板运送到打孔板通孔上方,然后通过第一气缸52带动第一电机54上且与且由电机54驱动的钻条555接触木板并在木板上打孔,当木板上的孔被打穿后,与钻条555连接的第二压力传感器561感受到压力突然变小,如此便于第二压力传感器561产生压力变化信号,并将压力变化信号传至第三plc562处,从而便于第三plc562控制第一气缸52继续向下伸长,还便于第三plc562控制第一电机54停止驱动钻条555转动。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1