一种原木旋转磁盘及其盘体制作方法与流程
1.本发明属于休闲器具及玩具领域,特别是涉及一种原木旋转磁盘及其盘体制作方法。
背景技术:
2.zl2018215329975的一种玉磁对旋器,采用下盘不动而上盘旋转的外旋结构,对玉石与永磁体的组合利用有一定技术价值,但存在手感较重、需加温使用及造价较高的不足。现时的人造合成石生产工艺,虽然已出现梦幻系列的岗石产品,但距圆木的天然纹理,还相差很多,因为圆木断面流露出大自然与人类智慧完美的融合,是现行工艺无法达到的。
3.我们所见可结果实的树木,除核桃木、梨木之外的其他木材,现时还缺乏较好的利用价值。山林中的六道木,因其直径较小,更缺乏较好的深加工条件,还有裂隙较严重的红木及实木类木材,只能作为废弃物处理。不论是裂隙木材、山林桦木的树根,还有难以成材的六道木,都可运用充分填充及聚合的理念,将其变废为宝。
技术实现要素:
4.本发明目的是提供一种原木旋转磁盘,在旋转的木质圆盘中设置永磁环,采用养生木料的药用价值与旋转磁场的活血功用组合,产生综合性的保健养生功效。
5.本发明提供一种原木旋转磁盘,包括通过立轴和轴承连接的上下盘体、设置在上下盘体对合之后形成的内腔中的永磁环和旋转机构,所述旋转机构使永磁环的静磁场变为旋转磁场,所述旋转机构为旋转环,旋转环与上圆盘之间保持间隙而成内旋结构,所述立轴上设置环形凸台,所述旋转环内圈与环形凸台固定连接,所述旋转环下表面以圆心为中心周向设置若干个永磁环。
6.进一步的,还包括圆帽和缠绕在圆帽上的双股细绳,所述上盘体中部设置通孔,圆帽穿过上盘体通孔设置在立轴中孔内,所述上盘体、旋转环、立轴凸台固定连接为一体而成外旋结构。
7.进一步的,所述上下盘体为圆盘,所述下盘体中部设置凹台,下盘体内表面以凹台为中心设置环形槽口,所述立轴通过轴承设置在凹台内,凹台外圈设置圆环。
8.一种原木旋转磁盘,包括通过立轴和轴承连接的上下盘体、设置在上下盘体对合之后形成的内腔中的永磁环和磁动机构,所述磁动机构为主副永磁环,所述上下盘体内分别设置旋转环与下旋转环, 旋转环与下旋转环平行相对,旋转环与下旋转环对应设置若干个主永磁环与副永磁环,主永磁环s极朝上,副永磁环s极朝下,所述上盘体、立轴、旋转环、主永磁环固定连接为一体。
9.进一步的,主副永磁环倾斜角为30-45度,轴线方向偏离轴心连线10-45度。
10.一种原木旋转磁盘的上下盘体的制作方法包括以下步骤:a、将具有较严重裂隙的柏木、榆木、檀木、香樟木及开花结果的树木及树木根部切割成盘状体作为备料,将备料烘干,烘干温度为50-60℃,烘干时间为72-120h,
b、使用浸渍胶液对盘状体全面浸泡,并进行真空渗胶,真空度为0.1-0.3mpa,渗胶时间为30-40min,所述浸渍胶液为组合物a或组合物b或混合物c,组合物a是由甲基丙烯酸甲酯与过氧化二苯甲酰按照(97.5-98.5):(1.5-2.5)的质量比配置而成,组合物b是由不饱和聚酯、过氧化甲乙酮和促进剂按照98:1.8:0.2的质量比配置而成,混合物c是由组合物a和组合物b按照3:7的质量比配置而成,c、将实木盘状体进行真空抽制和加温固化,真空抽制的真空度为0.1-0.3mpa,时间为15
ꢀ‑
30min,其后的加温固化的温度为80-95度,时间为50-80min。
11.一种原木旋转磁盘的上下盘体的制作方法包括以下步骤:a、将六道木切割成短柱体作为备料,将备料烘干,烘干温度为50-60℃,烘干时间为72-120h,b、将六道木短柱体放在六边形模具中垂直排列,并在其上面覆盖粗混合料,粗混合料用浸渍胶液、20-80目的叶腊石、600-1250目的氢氧化铝粉按2:(4-8):(1-3)的质量比搅拌而成。
12.c、将六道木短柱进行真空抽制和加温固化,真空抽制的真空度为0.1-0.3mpa,时间为15
ꢀ‑
30min,加温固化的温度为80-95度,时间为50-80min。
13.一种原木旋转磁盘的上下盘体的制作方法通过粗混合料薄板成型、静置养护后切割成六边形盘体。
14.本发明具有如下有益效果:(1)木料选用能开花结果的桃、杏、梨、果、枣、桑木树种,具有严重裂隙的柏、榆、核桃、檀、樟、桐、桦木,六道木又称降龙木,忍冬科,木质坚硬,木面光滑细密,医学研究表明可祛除疼痛、镇静安神。用木料的清香气味及药用功效与永磁环的旋转磁场的活血功效配合对人体具有保健功效。(2)叶腊石是一种含羟基的铝硅酸盐矿物,质地细腻,硬度仅为莫氏1-2度(大理石3-4度),密度2.65-2.90g/cm3,呈半透明的淡黄、灰绿颜色,用其与浸渍胶液配制的细混合料作为聚合物的填充料;不仅对裂隙木材及短柱六道木的聚合成型具有技术价值,而且用现有人造合成石的薄板成型工艺,可制成具有透明性并适宜车床加工的低硬度产品,具有变废为宝的效应。(3)用较名贵树木制成的陀螺形状壳体既可以作为玩具,还可以贴身使用,具有保健娱乐的组合效应。(4)通过采用轴心方向不穿过转轴中心的方式设置主副永磁环,并且主副永磁环n极相对,当用手拨动上圆盘时,利用同名相斥原理推动主永磁环旋转,可使得上圆盘维持较长的旋转时间。
附图说明
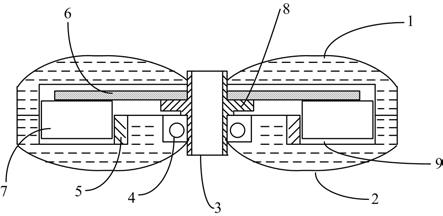
15.图1、实施例1和实施例2原木旋转磁盘剖面图。
16.图2、实施例3原木旋转磁盘剖面图。
17.图3、实施例3主副永磁环相对位置示意图。
具体实施方式
18.为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本方案进行阐述。
19.实施例1本实施例提供一种原木旋转磁盘的基本结构及盘体的制作工艺。
20.盘体的制作工艺包括如下步骤:首先,选用存放二年以上的木料作为原料,木料包括具有较严重裂隙的柏木、榆木、檀木、香樟木,开花结果的树木及树木根部和脱皮后直径为20-60mm的六道木,将原料按照横纹切断成厚度为20-40mm的圆盘体及短柱体。将短柱体和圆盘体送入模箱进行烘干处理,烘干温度为50℃,烘干时间为120小时。
21.其次,对于盘状体,使用甲基丙烯酸甲酯与过氧化二苯甲酰及微量颜料(不计),按97.5-98.5:1.5-2.5的质量比混合成浸渍胶液,对圆盘体全面浸渍,并放入0.3mpa的真空环境中进行30min的真空渗胶,其后排出浸渍胶液。
22.对于短柱体,将六道木短柱体在模具中垂直排列,并在其上面覆盖粗混合料,粗混合料用浸渍胶液、20-80目的叶腊石、600-1250目的氢氧化铝粉按2:8:1的质量比搅拌而成。
23.最后将短柱体同盘状体放置于模箱中,进行真空抽制与加温固化成型,真空抽制的真空度为0.2mpa,时间为20分钟,加温固化的温度为95度,时间为50min。实木、树根、六道木分别制成的圆盘体,可配合,或单独使用。
24.基本结构如图1所示,一种原木旋转磁盘,包括通过立轴3和轴承4连接的上盘体1、下盘体2和设置在上下盘体对合之后形成的内腔中的永磁环7和旋转机构。旋转机构带动永磁环7旋转,使永磁环7的静磁场变为旋转磁场。本实施例中上下盘体为圆盘,下盘体2中部设置凹台,内表面以凹台为中心设置环形槽口9,立轴3通过轴承4设置在凹台内,凹台外圈设置圆环5,便于车制加工过程中三瓜夹持。
25.旋转机构为旋转环6,驱动机构为圆帽和缠绕在圆帽上的双股细绳,旋转环6是用2mm厚的碳钢板制成的内径为20-35mm、外径为160-170 mm的圆环,立轴3用铜管加工而成,立轴3上设置环形凸台8,环形凸台8高度为4-10mm,旋转环6内圈与环形凸台8通过涂抹细混合料粘结,细混合料采用230-600目的的叶腊石与浸渍胶液混合而成。旋转环6下表面以圆心为中心周向设置4个直径为37mm厚度为12mm的钕铁硼永磁环(n52)7,旋转环6与上盘体1之间保持2-4mm的间隔。上盘体1中部设置通孔,圆帽穿过上盘体通孔设置在立轴3中孔内,利用圆帽上缠绕的双股细绳并以对拉方式,使得旋转环6及永磁环7在上盘体1、下盘体2之中运转,形成旋转环6及永磁环7旋转,上盘体1和下盘体2不动的内旋结构。
26.实施例2一种原木旋转磁盘的盘体的制作工艺包括以下步骤,首先选择具有裂隙的桃、李、核桃、梨这些能开花结果的树木及六道木棍体,将树木切成厚度为2.5-3.5mm、直径为200mm的圆盘体,六道木切成短柱体,放置于模箱中进行60℃及72小时的烘干处理。
27.然后,对于盘状体,将甲基丙烯酸甲酯与过氧化二苯甲酰按质量比97.5-98.5:1.5-2.5配制成组合物a,将不饱和聚酯、过氧化甲乙酮和促进剂按质量比98:1.8:0.2配制为组合物b,再将组合物a和组合物b按质量比3:7配置成浸渍胶液,利用不饱和聚酯初凝时的热量,以物理能量促进甲基丙烯酸甲酯的固化。使用浸渍胶液对所有圆盘体进行胶液浸渍,其后放入0.1mpa的真空环境中进行40min的强力渗胶,其后排出胶液。
28.对于短柱体,按照浸渍胶液、20-80目的叶腊石,600-1250目的氢氧化铝粉,按2:4:3的质量比搅拌成粗混合料,利用粗混合料对紧密排列在若干个六边形模具中的六道木短柱体覆盖,还可以对具有严重裂纹的圆盘体局部填充。
29.最后放入0.1mpa的真空环境中对圆盘体及六道木短柱体进行15min的真空干燥,对六道木短柱和圆盘体用80℃的温度进行80min的加温固化,经自然降温后,从模箱取出并
放入地窖中进行30天的储藏。
30.本实施例中原木旋转磁盘的基本结构与实施例1的区别在于,以上盘体1在上旋转环6在中环形凸台8在下通过细混合料粘结为一体,构成上盘体1同立轴3转动而下盘体2不转的外旋结构。本旋转磁盘适用于亚健康的或者年老的人随时进行保健,还可在夜间拧下木帽,将盘体放置于枕下,利用永磁环7的镇静作用产生助眠的功效。
31.实施例3采用山林中直径6cm以下的六道木,同叶腊石制成六道木与混合料聚合的对旋体,其工艺是:将六道木分切成3.5cm长度的短柱,放置于模箱中进行温度为55℃,时间为96小时的烘干处理;用不饱和聚酯、过氧化甲乙酮及促进剂,按98:1.8:0.2的质量比配制成浸渍胶液,而后用浸渍胶液、20-80目叶腊石、600-1250氢氧化铝粉按2:6:2的质量比搅拌成粗混合料,对紧密排布在组合模具中的六道木短柱进行覆盖及真空中的填充,并将其余粗混合料全部进行薄板成型。
32.粗混合料通过中国专利“多层组合型真空石材成型装置”,申请号为201110315988.7进行振动成型,其工艺参数为:真空度为0.1mpa,激振力用电磁振动器4x4kva,大板规格为125x125cm,加热温度为95℃,加热时间为60min。用该型设备对六道木与混合料同时或单独进行薄板成型及固化,再经72小时以上静置养护后,切割成对角长度为20-24mm的六边形盘体。本例可用红木小板对粗混合料制作的盘体外表进行拼装粘结,还可以在盘体外表粘结玉石圆珠及玉石方片。
33.本实施例原木旋转磁盘基本结构与上述两个实施例的区别在于,旋转机构为磁动机构。磁动机构的原理是,在顺时针方向拨动上圆盘时,通过轴心连线方向不穿过转轴中心设置主永磁环7和副永磁环11,利用n极相斥原理,即副永磁环11以同极性推力推动上盘体1旋转,延长转动的时间。具体结构如图2和3所示,将旋转环6与下旋转环11分别粘接于上下盘体内,旋转环6与下旋转环11为六台阶的圆锥斜体, 上下台阶面平行相对,并对应粘合六个主永磁环7与副永磁环11, 主永磁环7与副永磁环11倾斜角为β=30-45度,两组永磁环轴线方向偏离轴心连线α=10-45度,而对主永磁环7产生推力,主永磁环7靠近上盘体1的外圈,副永磁环11靠近轴承4,主永磁环7的s极朝上,副永磁环11的s极朝下,构成两者的n极相对结构。将上盘体1、立轴3、旋转环6粘结为一体,即构成外旋结构,并且将主永磁环7接近向下倾斜30度的角度设置,可以使磁力线主要集中于下盘体2,产生较好的保健效果。当用手轻微拨动后,利用初始动力、旋转的惯性力及主永磁环7与副永磁环11之间的同极性互斥力,使上盘体1能维持较长时间的旋转。.尽管已结合优选的实施例描述了本发明,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明的精神和范围的情况下,能够对在这里列出的主题实施各种改变,同等物的置换和修改,因此本发明的保护范围当视所提出的权利要求限定范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1