一种板材自动化锯边机及胶合板的加工方法与流程
本发明涉及板材切割,具体为一种板材自动化锯边机及胶合板的加工方法。
背景技术:
1、胶合板是由木段旋切成单板或由木方刨切成薄木,再用胶粘剂胶合而成的三层或多层的板状材料,通常用奇数层单板,并使相邻层单板的纤维方向互相垂直胶合而成的;用涂胶后的单板按木纹方向纵横交错配成的板坯,在加热或不加热的条件下压制,最后将胶合板边缘进行修剪整形即可。
2、目前市面上的大多数胶合板生产厂家,在生产过程中,一般都采用锯边机对胶合板进行切割加工,虽然实现了对胶合板自动化切割的目的,但是,由于胶合板本身是由多层薄板组合构成的,因此在切割的过程中,容易出现破边、以及薄板撕裂的情况发生。
技术实现思路
1、本发明的目的在于提供一种板材自动化锯边机及胶合板的加工方法,以解决上述现有技术中存在的至少一个技术问题。
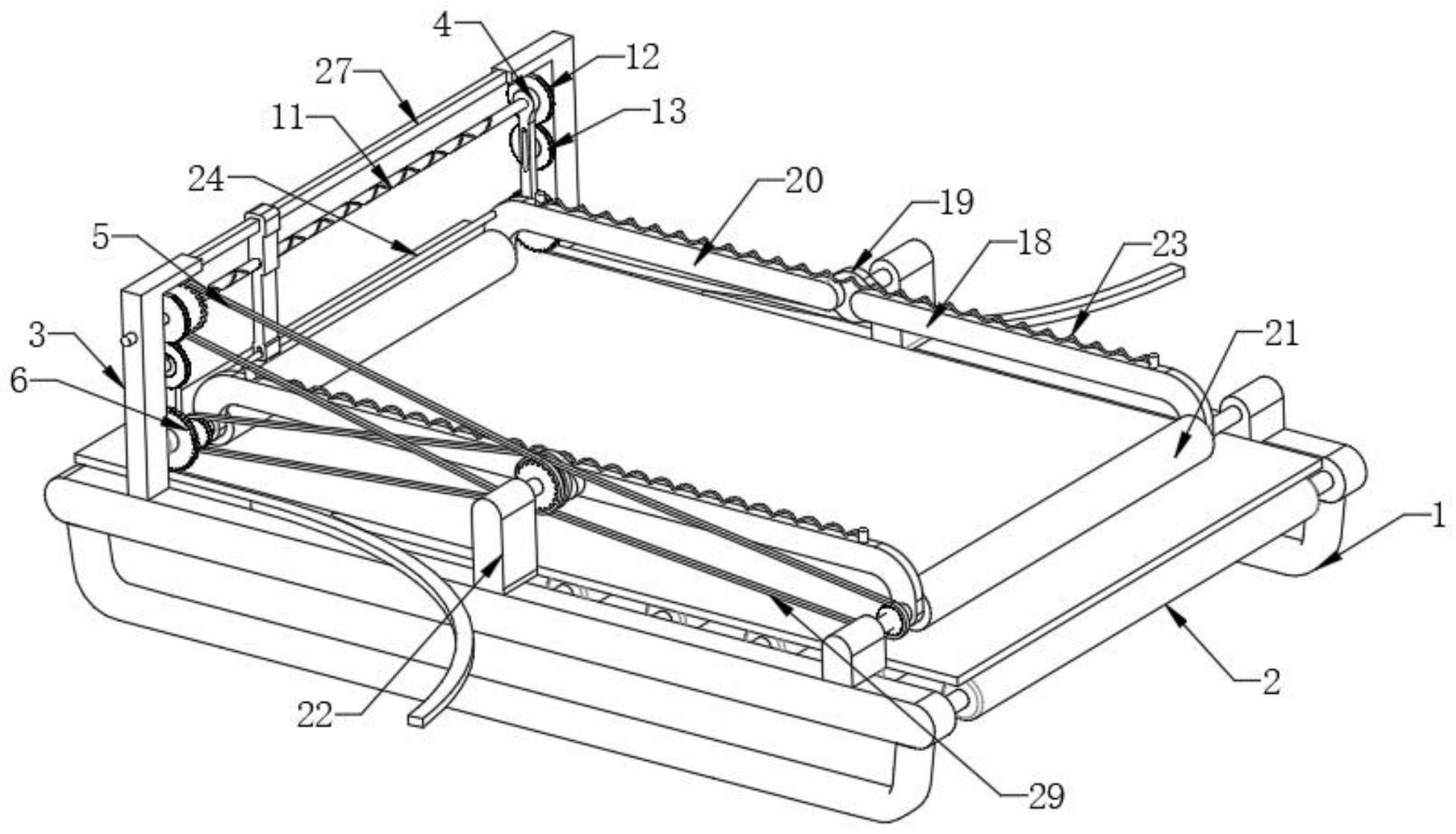
2、为实现上述目的,本发明提供如下技术方案:一种板材自动化锯边机,包括两个对称设置的底座,以及多个转动连接在两个底座之间的辊轴,两个所述底座上均固定安装有支撑杆,两个所述支撑杆之间转动连接有旋转杆,且所述旋转杆上转动连接有摆动杆,所述摆动杆的一端安装有能旋转切割的切割刀;
3、还包括用于驱动摆动杆往复摆动的摆动组件,且当摆动组件带动所述摆动杆往复摆动时,所述切割刀的切割深度在深浅之间来回切换;
4、所述辊轴上方位置设有对胶合板进行固定的固定组件。
5、优选的,所述摆动组件包括与旋转杆同轴固定的不完全齿轮,所述旋转杆通过外界的驱动装置驱动旋转,所述不完全齿轮的下方位置设有与支撑杆转动连接的摆动齿轮,且所述摆动齿轮远离圆心的外壁固定有凸块,所述摆动杆的中部位置设有长槽,所述凸块插入长槽内与其滑动连接;
6、所述摆动杆设为弹性伸缩杆。
7、优选的,所述摆动杆由导向杆和导向套相互插接构成,所述导向杆的端部设有限位块,所述导向套的敞口位置设有与限位块适配的限位口,且所述导向杆与导向套之间设有进行复位的压缩弹簧。
8、优选的,所述摆动齿轮的圆心位置转动连接有圆块,且所述圆块与支撑杆固定连接,所述圆块上设有棘爪,所述棘爪与圆块通过扭簧连接,所述摆动齿轮内环的位置设有与棘爪相配合的棘齿。
9、优选的,所述固定组件包括两个相对设置的第一固定件,且两个所述第一固定件通过连接板分别固定在底座的两侧,两个所述第一固定件的一端均通过连接件铰接有第二固定件,两个所述第一固定件与两个第二固定件之间均转动连接有驱动辊,且两个驱动辊相互远离,两个所述第一固定件上的驱动辊与辊轴之间的间距与胶合板的厚度相同,且所述第一固定件与第二固定件的上表面共同连接的驱动弹簧;
10、还包括驱动第二固定件进行旋转的驱动部。
11、优选的,所述驱动部包括与两个第二固定件固定的驱动杆,所述旋转杆上设有往复螺纹槽,并设有与往复螺纹槽螺纹配合的螺母座,且所述螺母座与固定在支撑杆上的固定杆滑动连接,所述螺母座的下端开设有驱动槽,且所述驱动杆从驱动槽中穿过;
12、所述驱动杆与旋转杆上往复螺纹槽一端对应的位置为凹陷结构,且所述驱动槽为水滴状设置。
13、优选的,所述连接板的位置设有对切割后的割槽进行撑开的嵌块。
14、优选的,所述底座上设有对驱动辊进行驱动旋转的驱动组件,所述驱动组件包括两个皮带轮组一个齿轮组,所述皮带轮组由两个皮带轮和一个皮带组成,所述齿轮组由两个齿轮和一条齿链组成,两个所述皮带轮组中的一个皮带轮与驱动辊同轴固定,所述齿轮组中的一个齿轮与旋转杆同轴固定,通过所述齿轮组可驱动两个皮带轮组进行运转。
15、一种利用锯边机加工胶合板的加工方法,包括以下步骤:
16、s1,将胶合板从支撑杆的一侧放入至底座上,并通过辊轴承载,然后利用固定组件对其平面位置进行固定;
17、s2,当胶合板被固定组件固定好后,摆动组件驱动摆动杆进行往复摆动,当摆动杆从初始位置向一侧摆动时,带动切割刀对胶合板进行浅层的切割,以达到预切割的目的;
18、s3,当摆动杆回摆时,切割刀便会沿着预切割的割痕对胶合板进行深层切割,完成对胶合板的切边过程;
19、s4,当摆动杆回摆使切割刀脱离胶合板后,摆动组件使其停止,然后固定组件取消对胶合板的固定,将胶合板向前输送或更换,并再次对其进行固定,然后再重复上述步骤即可对胶合板持续切割。
20、与现有技术相比,本发明的有益效果如下:
21、本发明通过不完全齿轮带动摆动齿轮进行旋转,摆动齿轮上的凸块便与长槽相配合,使摆动齿轮旋转一圈,摆动杆可以往复摆动一次,让摆动杆端部的切割刀先对胶合板进行预切割,在预切割完成后,对胶合板上留下割痕后,再对胶合板进行切割,从而可以避免对胶合板切割时,胶合板出现破边和薄板分离撕裂的情况发生。
技术特征:
1.一种板材自动化锯边机,包括两个对称设置的底座(1),以及多个转动连接在两个底座(1)之间的辊轴(2),其特征在于:两个所述底座(1)上均固定安装有支撑杆(3),两个所述支撑杆(3)之间转动连接有旋转杆(11),且所述旋转杆(11)上转动连接有摆动杆(4),所述摆动杆(4)的一端安装有能旋转切割的切割刀(6);
2.根据权利要求1所述的板材自动化锯边机,其特征在于:所述摆动组件包括与旋转杆(11)同轴固定的不完全齿轮(12),所述旋转杆(11)通过外界的驱动装置驱动旋转,所述不完全齿轮(12)的下方位置设有与支撑杆(3)转动连接的摆动齿轮(13),且所述摆动齿轮(13)远离圆心的外壁固定有凸块(14),所述摆动杆(4)的中部位置设有长槽(7),所述凸块(14)插入长槽(7)内与其滑动连接;
3.根据权利要求2所述的板材自动化锯边机,其特征在于:所述摆动杆(4)由导向杆(8)和导向套(9)相互插接构成,所述导向杆(8)的端部设有限位块,所述导向套(9)的敞口位置设有与限位块适配的限位口,且所述导向杆(8)与导向套(9)之间设有进行复位的压缩弹簧(10)。
4.根据权利要求2所述的板材自动化锯边机,其特征在于:所述摆动齿轮(13)的圆心位置转动连接有圆块(15),且所述圆块(15)与支撑杆(3)固定连接,所述圆块(15)上设有棘爪(16),所述棘爪(16)与圆块(15)通过扭簧连接,所述摆动齿轮(13)内环的位置设有与棘爪(16)相配合的棘齿(17)。
5.根据权利要求2所述的板材自动化锯边机,其特征在于:所述固定组件包括两个相对设置的第一固定件(18),且两个所述第一固定件(18)通过连接板(22)分别固定在底座(1)的两侧,两个所述第一固定件(18)的一端均通过连接件(19)铰接有第二固定件(20),两个所述第一固定件(18)与两个第二固定件(20)之间均转动连接有驱动辊(21),且两个驱动辊(21)相互远离,两个所述第一固定件(18)上的驱动辊(21)与辊轴(2)之间的间距与胶合板的厚度相同,且所述第一固定件(18)与第二固定件(20)的上表面共同连接的驱动弹簧(23);
6.根据权利要求5所述的板材自动化锯边机,其特征在于:所述驱动部包括与两个第二固定件(20)固定的驱动杆(24),所述旋转杆(11)上设有往复螺纹槽,并设有与往复螺纹槽螺纹配合的螺母座(25),且所述螺母座(25)与固定在支撑杆(3)上的固定杆(27)滑动连接,所述螺母座(25)的下端开设有驱动槽(26),且所述驱动杆(24)从驱动槽(26)中穿过;
7.根据权利要求5所述的板材自动化锯边机,其特征在于:所述连接板(22)的位置设有对切割后的割槽进行撑开的嵌块(28)。
8.根据权利要求6所述的板材自动化锯边机,其特征在于:所述底座(1)上设有对驱动辊(21)进行驱动旋转的驱动组件,所述驱动组件包括两个皮带轮组(29)一个齿轮组(5),所述皮带轮组(29)由两个皮带轮和一个皮带组成,所述齿轮组(5)由两个齿轮和一条齿链组成,两个所述皮带轮组(29)中的一个皮带轮与驱动辊(21)同轴固定,所述齿轮组(5)中的一个齿轮与旋转杆(11)同轴固定,通过所述齿轮组(5)可驱动两个皮带轮组(29)进行运转。
9.一种利用权利要求1-8任一项所述的锯边机加工胶合板的加工方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种板材自动化锯边机及胶合板的加工方法,包括两个对称设置的底座,以及多个转动连接在两个底座之间的辊轴,两个所述底座上均固定安装有支撑杆,两个所述支撑杆之间转动连接有旋转杆,且所述旋转杆上转动连接有摆动杆,所述摆动杆的一端安装有能旋转切割的切割刀,还包括用于驱动摆动杆往复摆动的摆动组件,且当摆动组件带动所述摆动杆往复摆动时,所述切割刀的切割深度在深浅之间来回切换,所述辊轴上方位置设有对胶合板进行固定的固定组件。本发明通过对胶合板先进行预切割,再沿着割痕对胶合板进行贯穿切割的方式,从而可以避免对胶合板切割时,胶合板出现破边和薄板分离撕裂的情况。
技术研发人员:磨方星,莫日全,农朋亮,李军耀
受保护的技术使用者:南宁市磨氏林圣木业有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!