一种竹木座椅扶手加工用直边机的制作方法
1.本实用新型涉及竹木座椅加工技术领域,尤其涉及一种竹木座椅扶手加工用直边机。
背景技术:
2.在竹木座椅加工领域中,竹木座椅中的扶手采用的基础材料为竹木板,直边机是一种能够对竹木板边缘进行直线裁边,以实现竹木板边缘呈直线的目的。
3.现有的直边机通常包括以下结构:如公开号为cn210616795u公开了一种直边机,包括底板,底板的两端设有第一支撑板,第一支撑板顶面安装工作台面,工作台面的下方设有至少四根导向杆,导向杆相互平行设置,且两端固定在所述支撑板上,所述导向杆上贯穿有一个导向座,每根导向杆上均套设有与之匹配的直线轴承,所述直线轴承固定在导向座内部;所述导向座的侧面固定安装有安装座,安装座远离导向座的一侧开设有安装口,安装口内设有连接臂,所述连接臂的端部置于安装口的一端并通过螺纹柱固定。
4.上述现有技术采用压板对竹木制品进行压紧,并通过人工推动第三支撑板以对竹木制品的边缘进行切削,达到直边目的。其存在如下技术问题:单次仅能对竹木板的一侧进行直边作业,对竹木板的另一侧进行直边作业就需要重复装夹,降低了直边效率;人为推动的方式需要耗费一定体力,在需要大量直边作业时,此种方式造成人工劳动量较大。
技术实现要素:
5.针对现有技术中所存在的不足,本实用新型提供了一种竹木座椅扶手加工用直边机,其解决了现有技术中存在单次仅能对竹木板的一侧进行直边作业,对竹木板的另一侧进行直边作业就需要重复装夹,降低了直边效率;人为推动的方式需要耗费一定体力,在需要大量直边作业时,此种方式造成人工劳动量较大的问题。
6.本实用新型的实施例提供了一种竹木座椅扶手加工用直边机,其包括:
7.待加工竹木板;
8.框架;
9.辊式传送带,所述辊式传送带用于支撑待加工竹木板的底面并进行传送,所述辊式传送带安装在框架的内底部;
10.顶压组件,所述顶压组件用于弹性压紧待加工竹木板的顶面且不会影响辊式传送带的传送过程,所述顶压组件安装在框架的内顶部;
11.直边组件,所述直边组件用于对处于动态夹紧状态、传送过程中的待加工竹木板的两侧边缘进行直边作业;
12.其中,所述直边组件设置在顶压组件的前侧。
13.优选地,所述顶压组件包括:
14.电动伸缩杆,所述电动伸缩杆固定安装在框架的内顶端;
15.升降板,所述升降板固定连接在电动伸缩杆的伸缩端;
16.多个安装架,且多个安装架等距分布设置,所述安装架由上下固定连接的连接杆和回型杆构成,且连接杆与升降板连接有弹性件;
17.多个压辊,且压辊与安装架的数目相同,各所述压辊转动安装在回型杆上。
18.优选地,所述弹性件包括:
19.限位腔,所述限位腔开设在升降板内;
20.限位板,所述限位板与限位腔滑动连接;
21.弹簧,所述弹簧的两端分别与限位腔内顶端、限位板的上端固定连接。
22.优选地,所述直边组件包括:
23.横轴,所述横轴具有中空腔;
24.电磁离合器,所述电磁离合器贯穿框架布置,所述电磁离合器用于改变横轴状态,所述状态包括可转动状态和不可转动状态;
25.驱动电机,所述驱动电机贯穿框架布置,所述驱动电机的驱动端与横轴的一端固定连接;
26.两个直边刀具,各所述直边刀具内同心固定嵌设有套筒;
27.双向螺纹杆,所述双向螺纹杆同轴转动安装在中空腔内,所述双向螺纹杆外对称螺纹连接有两个螺母座,且螺母座与套筒位置一一对应;
28.其中,位置对应的所述套筒、螺母座与横轴连接有限位件
29.优选地,所述限位件包括:
30.两个滑动槽,两个所述滑动槽对称水平开设在横轴的轴身上,且滑动槽与中空腔连通,各所述滑动槽内均滑动连接有两个滑动块,且滑动块与套筒位置一一对应,所述滑动块与套筒、螺母座固定连接,且滑动块与滑动槽滑动连接。
31.优选地,其中:
32.所述双向螺纹杆的一端突出框架并固定连接有转把,用于人工旋转双向螺纹杆;
33.所述横轴的轴身刻设有刻度线,用于技术人员观察两个直边组件的间距。
34.相比于现有技术,本实用新型具有如下有益效果:
35.1、由于设置了顶压组件与辊式传送带,实现了边夹紧边传送边直边的加工过程,相较于背景技术中提到的现有专利,不需要人为推动,节约技术人员体力,可适用于大批量待加工竹木板的直边作业,有效提高直边作业。
36.2、由于设置了弹性件,实现了压辊对待加工竹木板的弹性压紧,适应待加工竹木板上下表面不平整的情况。
37.3、由于设置了直边组件及直边组件中的电磁离合器,可改变横轴所处状态,可适用于不同宽度的待加工竹木板的直边作业,可在调节两个直边刀具时无需人工对横轴限位。
附图说明
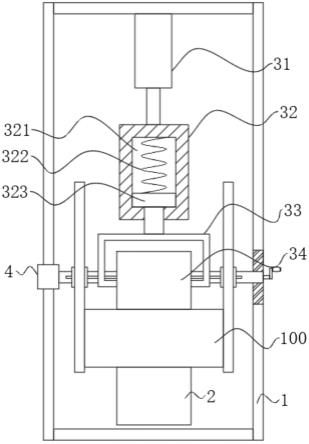
38.图1为本实用新型实施例中所述一种竹木座椅扶手加工用直边机正视的结构剖面图。
39.图2为图1中直边组件处放大的结构示意图。
40.图3为本实用新型实施例中所述一种竹木座椅扶手加工用直边机中横轴处侧视的
结构剖面。
41.上述附图中:100、待加工竹木板;1、框架;2、辊式传送带;3、顶压组件;31、电动伸缩杆;32、升降板;321、限位腔;322、弹簧;323、限位板;33、安装架;34、压辊;4、直边组件;41、横轴;42、电磁离合器;43、驱动电机;44、滑动槽;45、双向螺纹杆;46、螺母座;47、滑动块;48、套筒;49直边刀具。
具体实施方式
42.下面结合附图及实施例对本实用新型中的技术方案进一步说明。
43.如图1-3所示,本实用新型实施例提出了一种竹木座椅扶手加工用直边机,包括:
44.框架1;
45.辊式传送带2,辊式传送带2为现有技术中常用的输送器械,辊式传送带 2的具体结构及工作原理在此不作说明,其安装方式以不会影响直边组件4的直边作业为前提,辊式传送带2用于支撑待加工竹木板100的底面并进行传送,辊式传送带2安装在框架1的内底部;
46.顶压组件3,顶压组件3用于弹性压紧待加工竹木板100的顶面且不会影响辊式传送带2的传送过程,顶压组件3安装在框架1的内顶部;
47.需要说明的是,辊式传送带2、安装架33/压辊34的宽度均小于待加工竹木板100的宽度,请参阅图1,以确保不会影响竹木板100的直边作业。
48.具体的,顶压组件3包括:
49.电动伸缩杆31,电动伸缩杆31固定安装在框架1的内顶端;
50.升降板32,升降板32固定连接在电动伸缩杆31的伸缩端;
51.多个安装架33,且多个安装架33等距分布设置,安装架33由上下固定连接的连接杆和回型杆构成,且连接杆与升降板32连接有弹性件;
52.多个压辊34,且压辊34与安装架33的数目相同,各压辊34转动安装在回型杆上。
53.更具体的,弹性件包括:
54.限位腔321,限位腔321开设在升降板32内;
55.限位板323,限位板323与限位腔321滑动连接;
56.弹簧322,弹簧322的两端分别与限位腔321内顶端、限位板323的上端固定连接。
57.顶压组件3与辊式传送带2的详细工作原理如下:
58.1、在未开机状态下,将待加工竹木板100对中放置于辊式传送带2的上端,此时的压辊34处于待加工竹木板100的上方。
59.2、电动伸缩杆31推出升降板32使多个压辊34与待加工竹木板100的上表面接触,后使电动伸缩杆31继续推动升降板32使弹簧322逐渐被压缩以通过压辊34对待加工竹木板100的上表面进行弹性压紧。
60.3、通过辊式传送带2与顶压组件3的配合对待加工竹木板100进行弹性夹紧,同时进行传送以便直边组件4进行直边作业。
61.由于设置了顶压组件3与辊式传送带2,实现了边夹紧边传送边直边的加工过程,相较于背景技术中提到的现有专利,不需要人为推动,节约技术人员体力,可适用于大批量待加工竹木板100的直边作业,有效提高直边作业。
62.由于设置了弹性件,实现了压辊34对待加工竹木板100的弹性压紧,适应待加工竹木板100上下表面不平整的情况。
63.直边组件4,直边组件4用于对处于动态夹紧状态、传送过程中的待加工竹木板100的两侧边缘进行直边作业;
64.具体的,请参阅图2-3,直边组件4包括:
65.横轴41,横轴41具有中空腔;
66.电磁离合器42,电磁离合器42可中国台湾仟岱品牌cdf1s5ai型号的电磁离合器,包括磁场线圈、电极、电极板、弹片等,通过对磁场线圈通断电以产生或去除磁场,弹片伸张以将电磁板吸住或电磁板被弹片拉回,从而产生连结或非连结动作,即下述的不可转动状态或可转动状态,电磁离合器42贯穿框架1布置,电磁离合器42用于改变横轴41状态,状态包括可转动状态和不可转动状态;
67.驱动电机43,所述驱动电机43贯穿框架1布置,所述驱动电机43的驱动端与横轴41的一端固定连接;
68.两个直边刀具49,各所述直边刀具49内同心固定嵌设有套筒48;
69.双向螺纹杆45,双向螺纹杆45同轴转动安装在中空腔内,双向螺纹杆 45外对称螺纹连接有两个螺母座46,且螺母座46与套筒48位置一一对应;
70.其中,位置对应的套筒48、螺母座46与横轴41连接有限位件。
71.更具体的,限位件包括:
72.两个滑动槽44,两个滑动槽44对称水平开设在横轴41的轴身上,且滑动槽44与中空腔连通,各滑动槽44内均滑动连接有两个滑动块47,且滑动块47与套筒48位置一一对应,滑动块47与套筒48、螺母座46固定连接,且滑动块47与滑动槽44滑动连接。通过限位件的设置以使两个直边刀具49 限位以进行水平位移。
73.其中:
74.双向螺纹杆45的一端突出框架1并固定连接有转把,用于人工旋转双向螺纹杆45;
75.横轴41的轴身刻设有刻度线,用于技术人员观察两个直边组件4的间距。
76.直边组件详细的工作原理如下:根据待加工竹木板100除去直边后的宽度调节两个直边刀具100的间距,具体的,通过电磁离合器42使横轴41处于不可转动状态,通过转把旋转双向螺纹杆45以带动两个螺母座46/滑动块47/ 套筒48/直边刀具49相对或相背运动,以此实现两个直边刀具100间距调节的目的。
77.通过电磁离合器42使横轴41处于可转动状态,驱动电机43通过横轴41 驱动两个直边刀具49以对待加工竹木板100进行直边作业。
78.由于设置了直边组件4及直边组件4中的电磁离合器45,可改变横轴41 所处状态,可适用于不同宽度的待加工竹木板100的直边作业,可在调节两个直边刀具49时无需人工对横轴41限位。
79.其中,直边组件4设置在顶压组件3的前侧,这样设置的目的是为了待加工竹木板100先被辊式传送带2与顶压组件3夹紧的同时进行传送,后使待加工竹木板100的两侧边缘被直边组件4进行直边作业,顶压组件3与直边组件4互不影响。
80.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本
实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1