长形尺用定位装置的制作方法
1.本实用新型涉及一种长形尺用定位装置,该长形尺用定位装置将长形尺(英文名称:guide rail)定位于被加工件,其中长形尺例如在使用便携式圆盘锯等便携式加工机进行木材等被加工件的切割加工等时使用。
背景技术:
2.为了例如将刀具以相对于被加工件的端面平行或呈一定角度的方式进行引导,会使用长形尺。长形尺具有长形的矩形平板形。长形尺以放置于被加工件的上表面的方式被使用。在长形尺的上表面上载置便携式加工机。便携式加工机沿长形尺的引导部在加工方向上被精确地引导。在长形尺上能够安装多种引导部件。
3.在专利文献1中公开了一种用于将长形尺以相对于被加工件的端面呈一定角度的方式定位于被加工件的端面的倾斜辅助工具。在专利文献2中公开了一种用于将长形尺以相对于被加工件的端面平行的方式定位于被加工件的端面的平行引导件。平行引导件以沿长形尺的长度方向隔开适当间隔安装的2组为1套来使用。2组平行引导件的引导部件被抵接于被加工件的端面。通过按2组对齐距引导部件的基端部的距离,长形尺以相对于被加工件的端面平行的方式被定位于被加工件的端面。
4.[现有技术文献]
[0005]
[专利文献]
[0006]
专利文献1:日本发明专利公开公报特开2021-30659号
[0007]
专利文献2:美国授权专利第10843368号说明书
技术实现要素:
[0008]
[实用新型所要解决的技术问题]
[0009]
在现有技术的引导部件中存在无法应对的加工方法。可以想到在加工部位接近被加工件的端面的情况下,无法使平行引导件的引导部件抵接于被加工件的端面。例如,在从被加工件的端面到加工部位的距离比长形尺的宽度短的情况下,由于被加工件的端面被配置于长形尺的下方,因此无法使引导部件抵接于被加工件的端面。另外,引导部件的拆装方法也存在改善的余地。
[0010]
[用于解决技术问题的技术方案]
[0011]
根据本实用新型的1个方案,例如通过长形尺用定位装置将长形尺沿被加工件的表面定位。长形尺用定位装置例如具有基座,该基座与长形尺连结且从长形尺延伸出。长形尺用定位装置例如具有第1引导件,该第1引导件被安装于基座,且通过抵接于被加工件的端面而将长形尺定位于第1位置。长形尺用定位装置例如具有第2引导件,该第2引导件被安装于基座或第1引导件,且通过抵接于被加工件的端面而将长形尺定位于第2位置。例如,第2引导件能够以与第1引导件独立的方式相对于基座拆装。
[0012]
因此,通过使第1引导件和第2引导件能够拆装,扩大了使用长形尺的加工方法的
适用范围。另外,也改善了第1引导件和第2引导件的安装性和拆卸性。
附图说明
[0013]
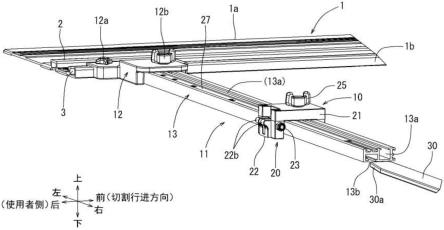
图1是长形尺和平行引导件的俯视图。本图表示使第1引导件抵接于被加工件的端面而将长形尺定位于第1位置的状态。
[0014]
图2是图1中ii向视图,且是平行引导件的主视图。
[0015]
图3是平行引导件的立体图。
[0016]
图4是长形尺和平行引导件的俯视图。本图表示使用短引导件将长形尺定位于第2位置的状态。
[0017]
图5是图4中v向视图,且是平行引导件的主视图。
[0018]
图6是图4中vi部的放大图。
[0019]
图7是图6中vii-vii剖视向视图,且是平行引导件的连结附近的纵向剖视图。
[0020]
图8是图7中viii向视图,且是短引导件的仰视图。
[0021]
图9是图6中ix-ix剖视向视图,且是第1引导件的纵向剖视图。
[0022]
图10是第1引导件的立体分解图。
[0023]
图11是从图10中箭头xi方向观察第1引导件的后视图。
[0024]
图12是图11中xii-xii剖视向视图,且是第1引导件的纵向剖视图。
[0025]
图13是短引导件单体的立体图。
[0026]
图14是图13中xiv向视图,且是短引导件的俯视图。
[0027]
图15是图13中xv向视图,且是短引导件的后视图。
[0028]
图16是图13中xvi向视图,且是短引导件的仰视图。
[0029]
图17是表示短引导件的安装步骤的立体图。
[0030]
图18是表示短引导件的安装步骤的仰视图。
[0031]
附图标记说明:
[0032]
w:被加工件;we:端面;1:长形尺;1a:加工侧端缘;1b:加工相反侧端缘;2:第1引导导轨;3:第2引导导轨;5:便携式圆盘锯;5a:刀具;10:长形尺用定位装置(平行引导件);11:基座;12:连结部;12a、12b:固定螺钉;12c:固定板;13:导轨;13a:第1导轨;13b:第2导轨;20:第1引导件;21:主体部;21a:顶板部;21b:前壁部;21c:支承柱;21d:贯插孔;22:卡合部件;22a:凹部;22b:操作部;22c:卡合凸部;23:支承轴;23a:阶梯螺钉;23c:螺母;24:扭簧;25:固定螺钉;26:固定板;27:长度刻度(上表面);28:长度刻度(前表面);l1:长形尺1的加工侧端缘1a与被加工件w的端面we之间的距离(第1位置);l2:长形尺1的加工侧端缘1a与被加工件w的端面we之间的距离(第2位置);30:第2引导件(短引导件);30a:卡合退避部;30b:卡合凹部;30c:导轨引导部;30d:肋;30e:顶端;30f:肋。
具体实施方式
[0033]
在1个或1个以上的实施方式中,长形尺用定位装置例如具有锁定机构,该锁定机构将第1引导件固定于基座。例如,第2引导件也通过锁定机构被固定于基座。由此,能够实现锁定机构的简化。
[0034]
在1个或1个以上的实施方式中,在基座上例如设置有导轨,该导轨以能够沿接近、
远离长形尺的方向移动的方式支承第1引导件和第2引导件。由此,能够使第1引导件和第2引导件相对于长形尺顺利地移动。
[0035]
在1个或1个以上的实施方式中,在第1引导件上例如设置有卡合部件,该卡合部件与沿导轨移动的第2引导件卡合。由此,能够限制第2引导件相对于第1引导件的移动。
[0036]
在1个或1个以上的实施方式中,卡合部件例如设置为,能够相对于第1引导件在与第2引导件卡合的卡合位置和从第2引导件退避的退避位置之间移动。在第2引导件上例如设置有卡合退避部,该卡合退避部在沿导轨移动时推压卡合部件而使卡合部件从卡合位置移动至退避位置。因此,通过第2引导件的卡合退避部,使第1引导件的卡合部件从卡合位置退避至退避位置。由此,通过第2引导件的移动,使卡合部件顺利地与第2引导件卡合。
[0037]
在1个或1个以上的实施方式中,例如卡合退避部具有设置于第2引导件的端部、且相对于沿导轨的移动方向倾斜的倾斜面或弯曲的弯曲面。由此,卡合部件能够顺利地向退避位置移动。
[0038]
在1个或1个以上的实施方式中,例如在长形尺的长度方向上的2个部位连结基座。通过使2个部位的基座上的第1引导件的位置相互一致,长形尺以相对于被加工件的端面平行的方式被定位于被加工件的端面。由此,长形尺相对于被加工件的端面被迅速且精确地定位于第1位置。
[0039]
在1个或1个以上的实施方式中,例如在长形尺的长度方向上的2个部位连结基座。通过使2个部位的基座上的第2引导件的位置相互一致,在长形尺的下方使第2引导件的顶端抵接于被加工件的端面,由此长形尺以相对于被加工件的端面平行的方式被定位于被加工件的端面。由此,长形尺相对于被加工件的端面被迅速且精确地定位于第2位置。
[0040]
在1个或1个以上的实施方式中,例如在基座的侧表面设置有长度刻度,该长度刻度显示第1引导件或第2引导件中的至少一方的位置。由此,通过易于从侧方视觉确认的长度刻度,能够迅速且精确地定位长形尺。
[0041]
在1个或1个以上的实施方式中,例如在基座的上表面设置有长度刻度,该长度刻度显示第1引导件或第2引导件中的至少一方的位置。由此,通过易于从上方视觉确认的长度刻度,能够迅速且精确地定位长形尺。
[0042]
在1个或1个以上的实施方式中,例如第2引导件被设置于基座的下方。例如在俯视观察时第2引导件以不从基座伸出的方式被支承。由此,能够实现第2引导件的紧凑化。因此,能够实现长形尺用定位装置的紧凑化。
[0043]
[实施例]
[0044]
如图1~图5所示,长形尺1具有矩形平板形。长形尺1的加工侧端缘1a(图1中左端缘)与加工相反侧端缘1b(图1中右端缘)呈相互平行。长形尺1以放置于被加工件w的上表面的方式来使用。在长形尺1的上表面设置有第1引导导轨2和第2引导导轨3。第1引导导轨2和第2引导导轨3以从前端至后端在长度方向上相互平行且与加工侧端缘1a平行的方式设置。在长形尺1的上表面例如载置便携式圆盘锯5。便携式圆盘锯5被沿第1引导导轨2前后引导。由此,便携式圆盘锯5的刀具5a被沿长形尺1的加工侧端缘1a引导。在此,刀具5a是被称为切削锯的圆盘锯锯片。因此,通过使长形尺1的加工侧端缘1a与墨线对准,将刀具5a沿墨线引导。由此,能够精确地切割加工。
[0045]
在相对于被加工件w的端面we平行地进行切割加工的情况下,需要将长形尺1的加
工侧端缘1a相对于被加工件w的端面we平行地配置。在将长形尺1平行地定位于被加工件w的端面we的情况下,使用被称为平行引导件的长形尺用定位装置(以下,也称为平行引导件10)。如图所示,平行引导件10通常使用2组。2组平行引导件10具有相互相同的结构。
[0046]
2组平行引导件10与长形尺1的第2引导导轨3连结。在本实施例中,第2引导导轨3的右端面成为长形尺1的加工相反侧端缘1b。平行引导件10与沿第2引导导轨3的前后方向上的任意位置连结。2组平行引导件10相互在前后方向上隔开适当间隔地与第2引导导轨3连结。
[0047]
平行引导件10具有基座11、第1引导件20和第2引导件30。基座11与长形尺1的第2引导导轨3连结且从长形尺1延伸出。第1引导件20被安装于基座11且抵接于被加工件w的端面we。由此,长形尺1被定位于图1所示的第1位置。第2引导件30被安装于第1引导件20且与被加工件w的端面we抵接。由此,长形尺1被定位于图4所示的第2位置。
[0048]
基座11具有连结部12和导轨13。在连结部12上设置有2个固定螺钉12a。如图7所示,通过将固定螺钉12a紧固于进入长形尺1的第2引导导轨3内的固定板12c,连结部12被固定于沿第2引导导轨3的任意位置。通过松动2个固定螺钉12a,能够使连结部12沿长形尺1的第2引导导轨3滑动。
[0049]
长形的导轨13从连结部12向右方延伸。导轨13的左端部通过固定螺钉12b的紧固而与连结部12结合。连结部12和导轨13的下表面与长形尺1的下表面以共面方式对齐。
[0050]
第1引导件20被基座11的导轨13支承。如图9~图12所示,第1引导件20具有大致块体形状,以能够沿导轨13滑动的方式被支承。如图10~图12所示,第1引导件20具有主体部21、卡合部件22、支承轴23和扭簧24。
[0051]
主体部21具有矩形平板形的顶板部21a、前壁部21b和2个支承柱21c。顶板部21a、前壁部21b和支承柱21c相互一体地设置。在顶板部21a的中央设置有1个贯插孔21d。在贯插孔21d中贯插有用于将第1引导件20固定于导轨13的固定螺钉25。
[0052]
前壁部21b从顶板部21a的前端缘以相同的左右宽度向下方伸出。左右支承柱21c分别具有棱柱体形状。2个支承柱21c从顶板部21a的后端缘向下方突出。2个支承柱21c以相互左右隔开一定间隔的方式被配置。
[0053]
在2个支承柱21c之间支承有1个卡合部件22。在2个支承柱21c之间以架设的方式支承有1根支承轴23。支承轴23具有阶梯螺钉23a和螺母23c。在阶梯螺钉23a的顶端形成有外螺纹部。在外螺纹部与螺钉头部之间,设置有直径比外螺纹部的螺纹直径大的圆柱部。在阶梯螺钉23a的外螺纹部上紧固螺母23c,从而防止支承轴23从支承柱21c脱落。卡合部件22通过支承轴23以能够沿前后转动的方式被支承。在卡合部件22与顶板部21a的后端面之间夹装有1个扭簧24。通过扭簧24将卡合部件22向卡合位置侧(图12中逆时针方向)施力。扭簧24收容于卡合部件22所设置的凹部22a内。
[0054]
在卡合部件22的上部设置有操作部22b。操作部22b向后方伸出。在卡合部件22的下部设置有卡合凸部22c。卡合凸部22c向前方伸出。如图12所示,当克服扭簧24而用指尖对操作部22b进行上推操作时,卡合部件22的卡合凸部22c向从顶板部21a的下方退出的方向(退避位置侧)位移。当解除操作部22b的上推操作时,卡合部件22通过扭簧24的作用力而向使卡合凸部22c向顶板部21a的下方进入的卡合位置侧位移。
[0055]
如图3、9、17所示,在导轨13的上表面设置有槽形的第1导轨13a。在导轨13的下表
面设置有槽形的第2导轨13b。第1导轨13a和第2导轨13b以在从导轨13的左端部至右端部的长度方向的整个区域上相互平行的方式设置。如图9所示,通过在位于第1导轨13a内的固定板26上紧固固定螺钉25,将第1引导件20以不能相对于导轨13滑动的方式固定于导轨13。通过相对于固定板26松动固定螺钉25,能够使第1引导件20沿导轨13滑动。在本实施例中,固定螺钉25和固定板26构成用于将第1引导件20以不能相对于基座11移动的方式进行固定的锁定机构。
[0056]
如图3所示,经由导轨13的右端部组装第1引导件20。通过使固定板26进入第1导轨13a内且使导轨13位于前壁部21b与支承柱21c之间来进行组装。第1引导件20通过松动固定螺钉25而能够从第1导轨13a的右端部拆下。
[0057]
在导轨13的上表面和前表面分别显示有长度刻度27、28。两长度刻度27、28沿导轨13的长度方向(左右方向)显示。在两长度刻度27、28上例如显示出距连结部12的右端面的距离。通过两长度刻度27、28,能够确认第1引导件20距连结部12的距离。当使第1引导件20滑动而从连结部12的右端面移动至例如50mm的位置时,能够由第1引导件20的左端面读取出刻度50mm。两长度刻度27、28的数值分别以从前方读取的朝向显示。
[0058]
如图1所示,使2组平行引导件10的每一第1引导件20在导轨13上的位置一致,且使其抵接于被加工件w的端面we。由此,长形尺1的加工侧端缘1a以与被加工件w的端面we平行的方式定位。通过读取长度刻度27(或长度刻度28),能够精确地定位第1引导件20在导轨13上的位置。
[0059]
如图1所示,在长形尺1的加工侧端缘1a(墨线)与被加工件w的端面we之间存在充分大的距离l1的第1情况下,通过使第1引导件20抵接于被加工件w的端面we,能够将长形尺1定位于第1位置。相对于此,如图4所示,在长形尺1的加工侧端缘1a与被加工件w的端面we之间的距离l2短的第2情况下,无法使第1引导件20抵接于被加工件w的端面we。如图4所示,第2情况除了被加工件w的端面we位于长形尺1的下方的情况以外,还包括端面we位于连结部12的下方的情况。相同的点是无法使第1引导件20抵接于端面we。在第2情况下,通过追加使用第2引导件30将长形尺1定位于第2位置。
[0060]
如图9所示,前壁部21b和2个支承柱21c从导轨13的下表面进一步向下方突出。在导轨13的下表面侧,在前壁部21b与支承柱21c之间的空间安装有第2引导件30。由此,第2引导件30被沿导轨13的下表面安装。第2引导件30能够在保持将第1引导件20安装于导轨13的状态下安装于第1引导件20。因此,不需要为了安装第2引导件30而特意将第1引导件20从导轨13拆下。
[0061]
在图13~图16中以单体示出第2引导件30。第2引导件30被称为短引导件,具有左右较长的带板形状。第2引导件30的前后宽度被设定为能够插入第1引导件20的前壁部21b与支承柱21c之间的宽度尺寸。因此,如图6、图9所示,第2引导件30以不会相对于第1引导件20向前后伸出的状态安装。
[0062]
如图13~图16所示,在第2引导件30的左端部设置有卡合退避部30a。在本实施例中,形成有宽度尺寸从顶端30e向右方连续地变大的直线状的倾斜面。该倾斜面被设为卡合退避部30a。卡合退避部30a被设置于后部侧,即与第1引导件20的卡合部件22相向的一侧。
[0063]
在第2引导件30的右端部侧设置有卡合凹部30b和导轨引导部30c。卡合凹部30b从后端缘向前方以一定深度凹设为矩形。第1引导件的卡合部件22的卡合凸部22c进入卡合凹
部30b。由此,第2引导件30被安装于第1引导件20。
[0064]
在卡合凹部30b的上表面侧设置有导轨引导部30c。导轨引导部30c具有左右较长的长方体形状。在导轨引导部30c的内部设置有多个肋30f,从而确保形状上的强度。如图9、图17所示,在将第2引导件30安装于第1引导件20时,导轨引导部30c进入导轨13的第2导轨13b。
[0065]
如图8、图16所示,在第2引导件30的下表面设置有呈x字形交叉的多个肋30d。通过多个肋30d,能够提高第2引导件30的表面刚性。
[0066]
如图17所示,第2引导件30能够在保持将第1引导件20安装于基座11的状态下相对于基座11拆装。在安装第2引导件30时,首先使第2引导件30从导轨13的右端部沿下表面向左方移动,使导轨引导部30c从第2导轨13b的右端部进入。由此,第2引导件30成为被支承为能够沿导轨13的下表面滑动的状态。
[0067]
在该状态下,当使第2引导件30沿导轨13的下表面向左方移动时,如图18所示,卡合退避部30a被抵接于第1引导件20的卡合部件22的卡合凸部22c。当直接使其向左方移动时,卡合凸部22c被卡合退避部30a推压,由此卡合部件22克服扭簧24而向退避位置侧位移。
[0068]
在使卡合部件22位移至退避位置的状态下,当使第2引导件30进一步向左方移动时,如图8所示,卡合部件22的卡合凸部22c通过扭簧24的作用力而嵌入卡合凹部30b。卡合凸部22c的嵌入状态被扭簧24保持。由此,第2引导件30与第1引导件20结合。由此,第2引导件30成为相对于第1引导件20向左方大幅度突出的状态。
[0069]
在第2引导件30与第1引导件20结合的状态下,通过使第1引导件20向左方移动,第2引导件30的顶端30e被抵接于被加工件w的端面we。该状态在图8中示出。在该状态下,第1引导件20未达到与连结部12抵接。第2引导件30相对于端面we的抵接位置通过紧固固定螺钉25来固定第1引导件20的位置而被锁定。通过第2引导件30的顶端30e抵接于被加工件w的端面we,长形尺1被定位于与被加工件w的端面we平行的第2位置(被加工件w的端面we位于长形尺1或连结部12的下方的情况下的长形尺1的位置)。
[0070]
通过松动固定螺钉25而使第1引导件20向右方滑动,能够使第2引导件30远离被加工件w的端面we。
[0071]
在将第2引导件30从基座11拆下的情况下,也可以保持将第1引导件20安装于导轨13的状态而无需特意将其拆下。在将第2引导件30拆下时,通过克服扭簧24而用指尖对卡合部件22的操作部22b进行上推操作,能够使卡合部件22移动至退避位置。当卡合部件22位移至退避位置时,卡合凸部22c从第2引导件30的卡合凹部30b退出。由此,第2引导件30与第1引导件20分离,从而能够独立地滑动。使第2引导件30沿导轨13向右方滑动,如果将导轨引导部30c从第2导轨13b的右端部抽出,则从基座11拆下第2引导件30。这样,如果将第2引导件30拆下,则能够再次利用第1引导件20将长形尺1定位于第1位置。
[0072]
根据以上说明的实施例,通过平行引导件10,将长形尺1沿被加工件w的表面定位。平行引导件10具有与长形尺1连结且从长形尺1延伸出的基座11。平行引导件10具有第1引导件20和第2引导件30,所述第1引导件20被安装于基座11,且通过抵接于被加工件w的端面we而将长形尺1定位于第1位置;所述第2引导件30被安装于第1引导件20,且通过抵接于被加工件w的端面we而将长形尺1定位于第2位置。第2引导件30能够以与第1引导件20独立的方式相对于基座11拆装。
[0073]
由此,在保持将第1引导件20安装于基座11的状态下,能够将第2引导件30安装于第1引导件20,而且能够将第2引导件30经由第1引导件20间接地安装于基座11。相反,在保持安装第1引导件20的状态下能够将第2引导件30从基座11拆下。因此,能够提高第2引导件30相对于基座11的安装性和拆下性。
[0074]
根据实施例,平行引导件10具有锁定机构(固定螺钉25),该固定螺钉25将第1引导件20固定于基座11。第2引导件30也通过固定螺钉25被固定于基座11。由此,能够实现用于将第2引导件30固定于基座11的锁定机构的简化。
[0075]
根据实施例,在基座11上设置有导轨13,该导轨13以能够沿接近远离长形尺1的方向移动的方式支承第1引导件20和第2引导件30。由此,能够使第1引导件20和第2引导件30相对于长形尺1顺利地移动。
[0076]
根据实施例,在第1引导件20上设置有卡合部件22,该卡合部件22与沿导轨13移动的第2引导件30卡合。由此,能够限制第2引导件30相对于第1引导件20的移动。
[0077]
根据实施例,卡合部件22设置为,能够相对于第1引导件20在与第2引导件30卡合的卡合位置和从第2引导件30退避的退避位置之间移动。在第2引导件30上设置有卡合退避部30a,该卡合退避部30a在沿导轨13移动时推压卡合部件22而使卡合部件22从卡合位置移动至退避位置。因此,通过第2引导件30的卡合退避部30a使第1引导件20的卡合部件22从卡合位置退避至退避位置。由此,通过第2引导件30的移动,卡合部件22能够顺利地与第2引导件30卡合。
[0078]
根据实施例,卡合退避部30a具有设置于第2引导件30的端部且相对于沿导轨13的移动方向倾斜的倾斜面。由此,卡合部件22能够顺利地向退避位置移动。
[0079]
根据实施例,在长形尺1的长度方向上的2个部位连结基座11。通过使2个部位的基座11上的第1引导件20的位置相互一致,长形尺1以相对于被加工件w的端面we平行的方式被定位于被加工件w的端面we。由此,长形尺1相对于被加工件w的端面we被迅速且精确地定位于图1所示的第1位置。
[0080]
根据实施例,在长形尺1的长度方向上的2个部位连结基座11。通过使2个部位的基座11上的第2引导件30的位置相互一致,在长形尺1的下方使第2引导件30的顶端30e抵接于被加工件w的端面we,由此长形尺1以相对于被加工件w的端面we平行的方式被定位于被加工件w的端面we。由此,长形尺1相对于被加工件w的端面we被迅速且精确地定位于第2位置。
[0081]
根据实施例,在基座11的侧表面(前表面)设置有长度刻度28,该长度刻度28显示第1引导件20或第2引导件30的位置。由此,易于从侧方(前方)视觉确认长度刻度28,能够迅速且精确地定位长形尺1。
[0082]
根据实施例,在基座11的上表面设置有长度刻度27,该长度刻度27显示第1引导件20或第2引导件30的位置。由此,易于从上方视觉确认长度刻度27,能够迅速且精确地定位长形尺1。
[0083]
根据实施例,第2引导件30被设置于基座11的下方。在俯视观察时第2引导件30以不从基座11伸出的方式被支承。由此,能够实现第2引导件30的紧凑化。因此,能够实现平行引导件10的紧凑化。
[0084]
能够对以上说明的实施例实施各种变更。例如,第2引导件30的卡合退避部30a也可以变更为弯曲面,来代替相对于沿导轨13的移动方向呈直线状倾斜的倾斜面。
[0085]
例示了将第2引导件30安装于第1引导件20的结构,但也可以构成为,将另外设置的支承部件以能够沿导轨13移动的方式支承,且在该支承部件上安装第2引导件(短引导件)。在该情况下,也能够在保持将第1引导件20安装于基座11的状态下将第2引导件相对于基座11拆装。
[0086]
也可以在导轨13的后表面显示用于表示第1引导件20的位置的长度刻度。
[0087]
例示了使用2组平行引导件10将长形尺1以相对于被加工件w的端面we平行的方式定位于被加工件w的端面we的情况,但可以通过使用直角尺将1组平行引导件10呈直角地连结于长形尺1的加工侧端缘1a(加工相反侧端缘1b),从而利用1组平行引导件10将长形尺1以相对于被加工件w的端面we平行的方式定位于被加工件w的端面we。
[0088]
例示了引导便携式圆盘锯的长形尺1,但所例示的第2引导件30相对于平行引导件10的拆装结构也能够适用于引导线锯、槽刨机等其他便携式加工机的长形尺。
[0089]
实施例的长形尺1为本实用新型的长形尺的一例。实施例的被加工件w为本实用新型的被加工件的一例。实施例的平行引导件10为本实用新型的长形尺用定位装置的一例。实施例的基座11为本实用新型的基座的一例。实施例的端面we为本实用新型的端面的一例。实施例的第1引导件20为本实用新型的第1引导件的一例。实施例的第2引导件30为本实用新型的第2引导件的一例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1