定尺压密木自动化生产线的制作方法
本技术属于木板加工,特别涉及一种定尺压密木自动化生产线。
背景技术:
1、压缩木是木板通过热压处理而制成的一种质地坚硬、密度大、强度高的强化处理材料。木板经压缩密实后,其组织构造、物理力学性质都发生了重大变化-力学强度增强,木板变形将变小,耐磨性、耐久性好,从而有效地改善了木板的性能,提高了木板的利用价值。
2、相较于传统利用导热油或蒸汽进行接触式加热后压缩的技术方法,申请人研究的高周波已经应用于压密木板的技术,通过高周波压密木板软化比较理想,时间短耗能低,并且通过专利cn201910181348.8高周波压密木板组合生产线的技术方案,解决了高周波由于超短时间压缩造成的回弹严重的技术问题和现有压密木板的工厂化应用设备不够自动化的缺陷。然而,该现有技术采用高周波进行预热时,木板一块块进入预热工位进行高频预热,存在量产效率不高的缺陷;采用的水冷和风冷制冷设备在作业时效率低、制程长,涂胶拼接设备在应用中同样存在生产效率低的技术问题;导致生产线在实际应用中,仍存在不容易量产且成本较高的技术问题。
3、此外,现有技术生产的压密木板表面一般存在牛毛纹,牛毛纹明显及其在木板表面分布较多时会导致木板表面摸上去存在凹凸感、美感差。
技术实现思路
1、为了解决上述技术问题,本实用新型提供了一种定尺压密木自动化生产线,为具有设备成本便宜、加工效率高且自动化程度高的生产系统。
2、本实用新型具体技术方案如下:
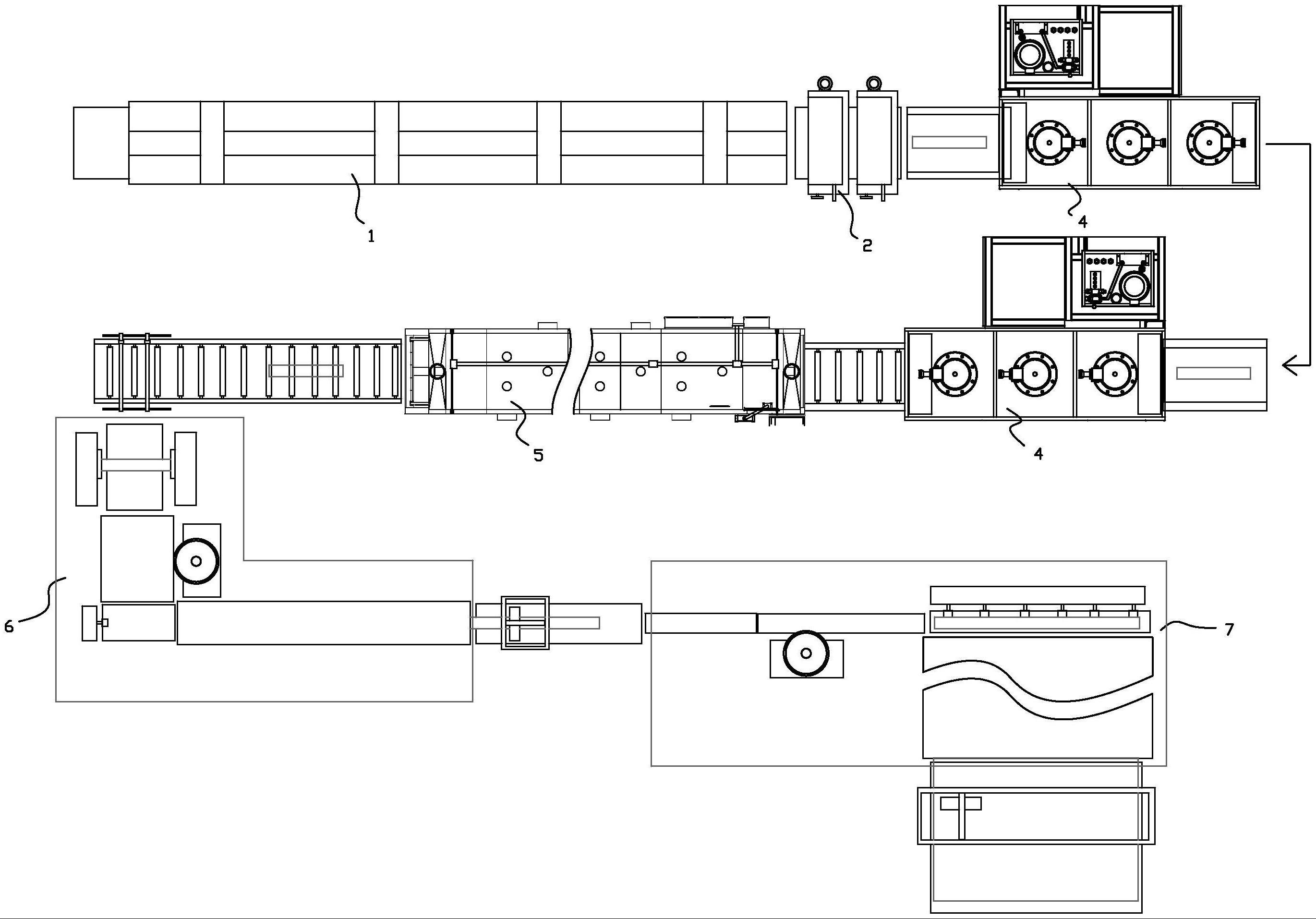
3、本实用新型提供一种定尺压密木自动化生产线,所述生产线包括传送链机构和按照木板加工流程依序设于传送链机构上的操作设备,所述操作设备依次包括
4、第一红外预热部,配置红外线照射通道对行进式的木板进行照射升温;
5、附着水层部,配置为通过喷洒装置或涂辊装置对从第一红外预热部预热后的木板表面进行涂敷水层;
6、高周波热压部,配置高周波热压力设备对预热处理后的木板进行加热压缩处理和固化处理;
7、冷却部,配置制冷剂降温通道对经高周波热压部压密后的行进式的压密木块进行冷却;
8、纵向拼接部,配置锯齿刀对行进的压密木块端部切削成锯齿状,配置辊涂机构对锯齿端部辊涂粘接料,并通过拼接气动压实机构沿长度方向将相邻的压密木块进行拼接;
9、横向拼接部,配置辊涂机构对完成纵向拼接的压密木条的侧边辊涂粘接料,并通过拼接气动压实机构沿宽度方向将相邻的压密木条进行拼接;以及
10、连接各部机电控制系统的操作装置;
11、所述传送链机构对应各部均设有独立的传送单元。
12、针对生产线操作设备的第一个改进,所述附着水层部和高周波热压部之间设有第二红外预热部,所述第一红外预热部的红外线照射通道的长度为10-15m;所述第二红外预热部的红外线照射通道的长度为5-8m。
13、所述第一红外预热部和第二红外预热部均采用带有红外线照射长通道的红外预热部代替现有其它预热方式,红外线照射的长通道保证流水作业过程中木板依旧预热充分。
14、操作设备第二个改进,附着水层部可采用沿木板径向喷水的喷洒装置、将水层通过引流方式附着在木板上的扫涂或辊涂装置。优选辊涂附着水层的技术方案。
15、操作设备的第三个改进,高周波热压部包括两组沿传送链前后设置的分别用于对木板进行加热压缩处理和固化处理的高周波热压装置以及设于高周波热压装置进入侧的木板自动传输设备。
16、操作设备的第四个改进,所述冷却部采用以冷却液为主、风冷为辅的快速降温方式。
17、操作设备的第五个改进,增加了自动化操作的纵向拼接部、横向拼接部和定尺部,不仅大大简化了生产操作,还提高了生产效率。
18、本实用新型提供的定尺压密木自动化生产线为一条采用全自动高效的流水线的生产模式,通过增长预热部、冷却部的行进动线和预热冷却方式以及多套高周波交错设置来大幅度提高生产效率;并且在足够长的生产设备空间可将预热、加热压缩、自动横竖拼接、定尺等工序构建成一个有序的整体,消除木板的搬运时间,提高了企业的规模化生产水平。此外,本实用新型生产线通过在预热部增加附着水层部,尽可能消除木板表面的牛毛纹。
技术特征:
1.一种定尺压密木自动化生产线,所述生产线包括传送链机构和按照木板加工流程依序设于传送链机构上的操作设备,其特征在于,所述操作设备依次包括
2.如权利要求1所述的定尺压密木自动化生产线,其特征在于,所述附着水层部和高周波热压部之间设有第二红外预热部,所述第二红外预热部配置红外线照射通道对行进式的已附着水层的木板进行二次照射升温;
3.如权利要求2所述的定尺压密木自动化生产线,其特征在于,对应红外预热部的所述传送单元设于所述红外线照射通道的下方,所述红外线照射通道内部上方沿行进方向均匀设有可调功率的红外线灯管;
4.如权利要求1所述的定尺压密木自动化生产线,其特征在于,所述附着水层部包括若干个水层辊涂装置,每个所述水层辊涂装置包括设于对应传送单元上方且下方敞口的壳体、设于壳体内的注水机构和涂辊件、设于对应传送单元侧边的注水泵和涂辊动力机构以及设于对应传送单元侧边或底部的水箱;
5.如权利要求1所述的定尺压密木自动化生产线,其特征在于,所述高周波热压部包括两组沿传送链前后设置的分别用于对木板进行加热压缩处理和固化处理的高周波热压装置以及设于高周波热压装置进入侧的木板自动传输设备;
6.如权利要求5所述的定尺压密木自动化生产线,其特征在于,在所述下压板前侧设有前定位孔,对应所述前定位孔的位置设有定位机构,所述定位机构为伸缩式杆体或者旋转式杆体;所述下压板两侧还设有朝向下压板中部伸缩的伸缩推杆机构,所述伸缩推杆机构的推杆前端设有定位板,用于对多个层叠的木板进行径向位移的调整定位;
7.如权利要求1所述的定尺压密木自动化生产线,其特征在于,所述冷却部包括设于对应位置的传送单元上方的移动冷却通道、设于移动冷却通道内上方的冷却液喷洒组件、设于移动冷却通道侧边的冷却液储存箱体及其控制设备;
8.如权利要求1所述的定尺压密木自动化生产线,其特征在于,所述纵向拼接部和横向拼接部均包括辊涂机构和拼接气动压实机构;
9.如权利要求8所述的定尺压密木自动化生产线,其特征在于,所述纵向拼接部的锯齿端切机构包括设于传送单元侧边的辊支架、设于辊支架内的锯齿辊、锯齿辊动力机构以及设于传送单元上方的下定位机构;所述锯齿辊为外周带有锯齿刀的辊轮结构,所述锯齿辊动力机构为所述锯齿辊提供辊切动力,所述锯齿辊通过调整机构连接于辊支架上;所述调整机构为实现锯齿辊竖向移动或者径向移动的伸缩机构或者滑行机构。
10.如权利要求8所述的定尺压密木自动化生产线,其特征在于,所述纵向拼接部和横向拼接部之后均设有定尺部,所述定尺部包括限位机构、切割设备以及木板感应设备;
技术总结
本技术公开了一种定尺压密木自动化生产线,包括传送链机构和操作设备,操作设备包括:第一红外预热部,配置红外线照射通道对行进式的木板进行照射升温;附着水层部,配置为对从第一红外预热部预热后的木板表面进行涂敷水层;高周波热压部,配置高周波热压力设备对预热处理后的木板进行加热压缩处理和固化处理;冷却部,配置制冷剂降温通道对经高周波热压部压密后的行进式的木板进行冷却;纵向拼接部和横向拼接部;以及连接各部机电控制系统的操作装置;传送链机构对应各部均为独立的传送单元。该生产线具有设备成本便宜、加工效率高且自动化程度高的优点。
技术研发人员:王凯,张枝荣,张国勇,姜宏涛,胡晓松,林雷,闫炎
受保护的技术使用者:广平凯王压密科技有限公司
技术研发日:20221223
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!