一种封边流水线及其工作方法与流程
本发明涉及板材加工制造领域中的一种封边流水线及其工作方法。
背景技术:
1、对于板材生产制造流水线,特别是木板材的生产制造中,在板材完成顶面和底面的封皮后,需要对板材的四个侧边进行封边,提升产品外观美观度的同时,起到保护板材内部结构和防水的作用。
2、板材的封边工作由封边机完成,板材进入封边机后,封边机对板材的顶面和底面进行夹持,再对侧面进行封边处理。对于四个侧面都要封边的板材,一般会在流水线上设置相应的四台封边机分别进行封边工作,或通过旋转板材多次通过同一封边机以完成多个侧面的封边。
3、但是,由于封边机要求板材进入时待封边的侧面要紧贴封边机,若板材的进入位置发生偏移,容易导致封边失败或封边效果达不到要求,从而需要进行返修。而且由于要对板材的四个侧面均进行封边,其中就涉及板材的旋转和换向,需要流水线做出适应性的设计。
技术实现思路
1、本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种封边流水线及其工作方法,能够完成板材四个侧面的封边,而且解决板材进入封边机时位置不准的问题。
2、根据本发明第一方面实施例,提供一种封边流水线,包括:
3、板材,其包括与其厚度方向平行的第一侧面、第二侧面、第三侧面和第四侧面,其中所述第一侧面与所述第二侧面相对,所述第三侧面与所述第四侧面相对;
4、封边机系统,其包括第一封边机、第二封边机、第三封边机和第四封边机,分别一一对应地完成所述第一侧面、所述第二侧面、所述第三侧面和所述第四侧面的封边工作;
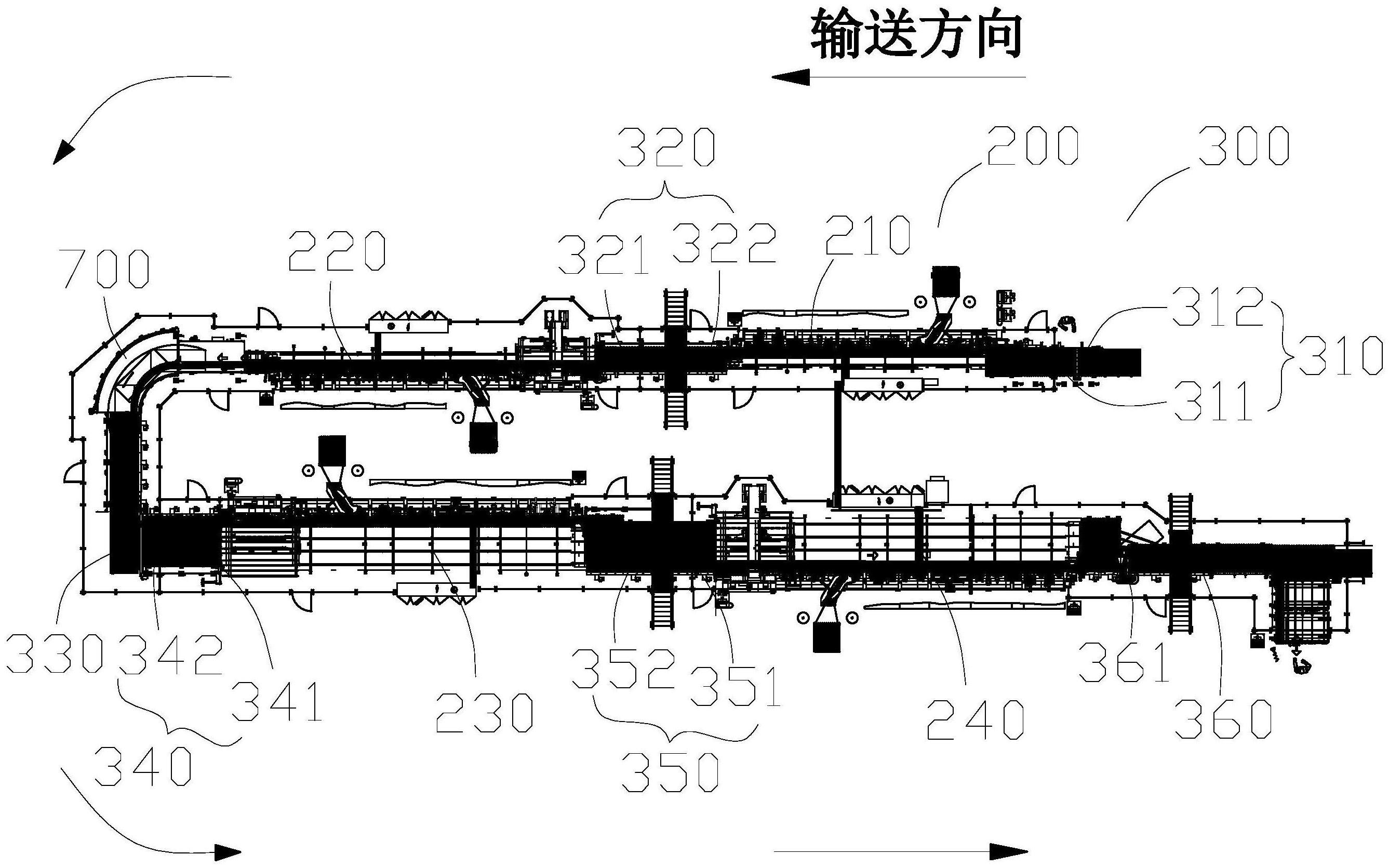
5、输送系统,其包括第一输送设备、第二输送设备、换向设备、第三输送设备和第四输送设备,所述板材沿输送方向依次流经所述第一输送设备、所述第一封边机、所述第二输送设备、所述第二封边机、所述换向设备、所述第三输送设备、所述第三封边机、所述第四输送设备和所述第四封边机以完成四个侧面的封边工作,其中:
6、所述第一输送设备包括第一斜向输送辊组和安装于一侧的第一靠山,所述第一斜向输送辊组的传送方向与输送方向呈锐角夹角并向所述板材施加朝向所述第一靠山的作用力,所述板材的第一侧面紧贴所述第一靠山并被输送至所述第一封边机;
7、所述第二输送设备包括第二斜向输送辊组和安装于一侧的第二靠山,所述第二斜向输送辊组的传送方向与输送方向呈锐角夹角并向所述板材施加朝向所述第二靠山的作用力,所述板材的第二侧面紧贴所述第二靠山并被输送至所述第二封边机;
8、换向设备包括固定架、活动架和升降机构,所述固定架上安装有皮带滑轨,所述活动架上安装有与所述皮带滑轨间隔设置的输送辊,所述升降机构驱动所述活动架升降以使得所述输送辊能够从所述皮带滑轨的间隙中露出;
9、所述第三输送设备包括第三斜向输送辊组和安装于一侧的第三靠山,所述第三斜向输送辊组的传送方向与输送方向呈锐角夹角并向所述板材施加朝向所述第三靠山的作用力,所述板材的第三侧面紧贴所述第三靠山并被输送至所述第三封边机;
10、所述第四输送设备包括第四斜向输送辊组和安装于一侧的第四靠山,所述第四斜向输送辊组的传送方向与输送方向呈锐角夹角并向所述板材施加朝向所述第四靠山的作用力,所述板材的第四侧面紧贴所述第四靠山并被输送至所述第四封边机。
11、根据本发明第一方面实施例,进一步地,所述输送系统还包括出料设备,其与所述第四封边机对接并将完成封边的所述板材输出。
12、根据本发明第一方面实施例,进一步地,所述出料设备还包括板材旋转机构,所述板材旋转机构包括锥形滚筒,所述锥形滚筒与所述板材顶面或底面滚动接触,所述板材受所述锥形滚筒的作用力发生自转。
13、根据本发明第一方面实施例,进一步地,所述封边流水线还包括驱动组件,所述驱动组件数量为多个且分别用于驱动所述第一斜向输送辊组、所述第二斜向输送辊组、所述第三斜向输送辊组、所述第四斜向输送辊组和所述换向设备中的输送辊,所述驱动组件包括传动辊、皮带和输送驱动电机,所述皮带绕于所述输送驱动电机的输出轴和各个所述传动辊,所述皮带的顶面能够与输送辊滚动接触。
14、根据本发明第一方面实施例,进一步地,所述驱动组件还包括张紧机构,所述张紧机构包括张紧辊、调整架和调整滑块,所述张紧辊转动连接于所述调整滑块,所述调整滑块与所述调整架滑动连接,所述皮带绕于所述输送驱动电机的输出轴、各个所述传动辊以及所述张紧辊。
15、根据本发明第一方面实施例,进一步地,所述第一靠山、所述第二靠山、所述第三靠山和所述第四靠山中的至少之一为被动式靠山,所述被动式靠山包括靠山本体以及多个转动连接于其中的滚轴,所述滚轴沿所述靠山本体等距设置并能够与所述板材的侧面滚动接触。
16、根据本发明第一方面实施例,进一步地,所述第一靠山、所述第二靠山、所述第三靠山和所述第四靠山中的至少之一为主动式靠山,所述主动式靠山包括抵靠轨道、滚轮、抵靠皮带、靠山驱动电机和驱动轮,所述滚轮的数量为至少两个且分别转动连接于所述抵靠轨道的两端,所述驱动轮安装于所述靠山驱动电机的输出轴,所述抵靠皮带绕于所述驱动轮和各个所述滚轮,所述抵靠轨道与所述抵靠皮带的内侧贴接。
17、根据本发明第一方面实施例,进一步地,所述封边流水线还包括转弯输送设备,所述转弯输送设备设置在所述输送系统中以用于改变所述板材的前进方向,所述转弯输送设备包括呈弧形的通道,所述通道内设置有多个输送辊,所述板材能够沿所述通道前进。
18、根据本发明第一方面实施例,进一步地,所述封边流水线还包括位置检测组件,所述位置检测组件包括支撑架和激光传感器,所述激光传感器安装于所述支撑架并设置在所述输送系统的一侧,用于检测所述板材的位置。
19、根据本发明第二方面实施例,提供一种基于上述封边流水线的工作方法,包括:
20、所述板材从所述第一输送设备进入,受所述第一输送设备带动而沿输送方向前进,同时所述板材的第一侧面紧贴所述第一靠山;
21、所述板材进入所述第一封边机,所述第一封边机对所述板材的第一侧面进行封边;
22、所述板材进入所述第二输送设备,受所述第二输送设备带动而沿输送方向前进,同时所述板材的第二侧面紧贴所述第二靠山;
23、所述板材进入所述第二封边机,所述第二封边机对所述板材的第二侧面进行封边;
24、所述板材进入所述换向设备,受所述换向设备的驱动而改变前进方向;
25、所述板材进入所述第三输送设备,受所述第三输送设备带动而沿输送方向前进,同时所述板材的第三侧面紧贴所述第三靠山;
26、所述板材进入所述第三封边机,所述第三封边机对所述板材的第三侧面进行封边;
27、所述板材进入所述第四输送设备,受所述第四输送设备带动而沿输送方向前进,同时所述板材的第四侧面紧贴所述第四靠山;
28、所述板材进入所述第四封边机,所述第四封边机对所述板材的第四侧面进行封边;
29、所述板材离开所述封边流水线,其四个侧面均完成封边工作。
30、本发明实施例的有益效果至少包括:本发明通过输送系统对板材进行贴边输送,减少板材进入封边机时的侧向位移,并配合四个封边机对板材的四个侧面完成封边。
- 还没有人留言评论。精彩留言会获得点赞!