一种新型竹木箱板及加工方法与流程
本发明涉及板材加工制造,特别涉及一种新型竹木箱板及加工方法。
背景技术:
1、某些箱体的材料需要采用木质板材,以集装箱为例,集装箱的箱板多采用木质箱板,相较于钢质箱板,木质箱板具有质量轻、摩擦系数大、能够吸收部分水分、便于货物捆扎固定等优点。
2、现有生产的竹木箱板木质层至少10层(横向和纵向)、径向竹帘11层,其中至少2张竹帘为单元、竹帘单元之间为至少一层木质单板,对单板层材料整张率和板面质量要求高,木单板和竹帘在层叠组坯时全部为人工作业,缺点是:成本高、效率低、质量不稳定、不能实现机械化、自动化作业。
技术实现思路
1、本发明的目的是提供一种节约木材资源、摆脱木材资源限制且结构强度高的新型竹木箱板及加工方法。
2、为了实现上述发明目的,本发明一种新型竹木箱板及加工方法采用的如下技术方案:
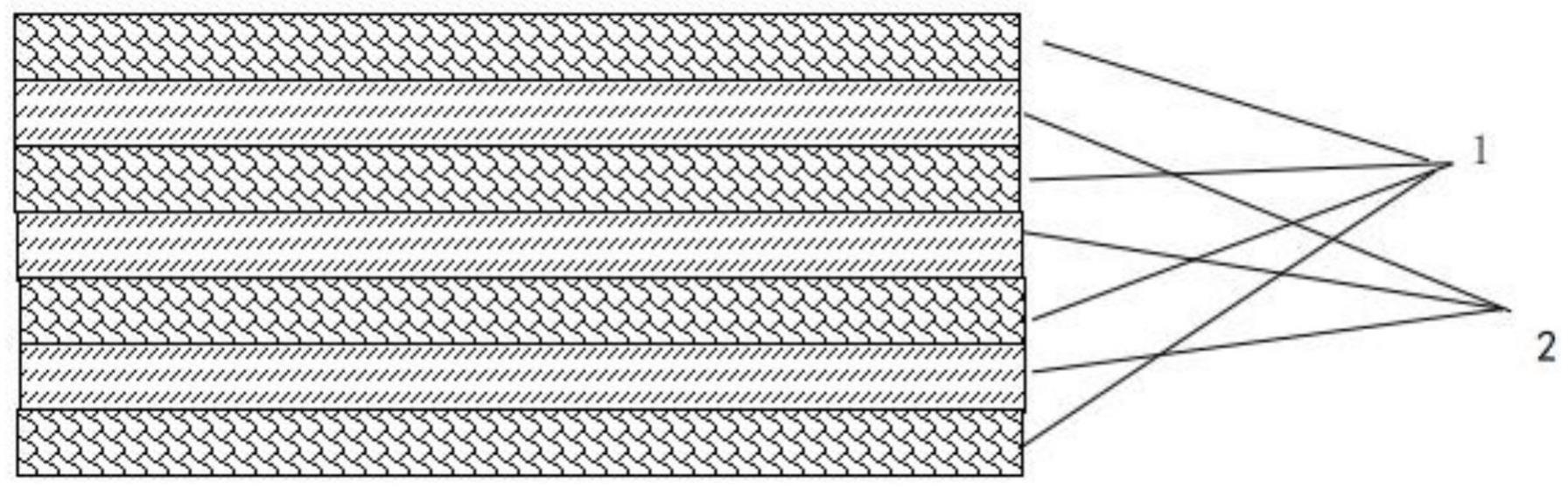
3、一种新型竹木箱板,包括:
4、芯层,芯层包括至少一层刨花层,该刨花层的两侧压合竹帘;
5、面层和底层,其形成于芯层的外侧,包括二刨花层,刨花层压合芯层。以竹刨花代替50%左右的定向刨花软木刨花;大厚度定向刨花板易爆板,以浸胶的径向竹帘铺设于定向刨花层之间,铺设径向竹帘后由于良好的透气性能,可以有效解决爆板现象,对浸胶竹帘的含水率要求不高(一般含水率控制在10~18%),提高一次性产品合格率和节约干燥时所需能耗;竹帘的原料毛竹为可持续资源,其特征是既有刚性,也有韧性,密度比木质材料高,一般≥0.6g/cm3;面层和底层之间铺设至少2层径向竹帘可以增加其各项力学指标,可以生产大厚度的定向刨花板,经过二次复合或多次复合作为结构承重材使用,节约了木材资源,摆脱了木材资源的限制。
6、本发明一种新型竹木箱板的进一步改进在于,刨花层厚度为16~18mm,刨花材质木与竹质量比为(30~40):(70~60)或全竹。
7、本发明一种新型竹木箱板的进一步改进在于,竹帘厚度为2.2~3.5mm。
8、本发明一种新型竹木箱板的进一步改进在于,成品厚度可以增加铺装层厚度及层次、可以增加竹帘层次。
9、本发明一种新型竹木箱板的进一步改进在于,定向刨花板为通过层叠热压获得的板状结构,层叠热压的施压时间与定向刨花板的厚度的比值在80s/mm~120s/mm范围内。
10、一种新型竹木箱板生产装置,用于生产新型竹木箱板:包括依次连接的多层卸板机、多层热压机、多层装板机、升降式预装机、分板运输机、连续预压机和预装组件,各组件之间通过传送带连接成生产线,其中,预装组件包括包括二安装于铺装皮带的木板卷,二木板卷之间设置有至少一竹帘卷,竹帘卷通过过渡牵引装置铺设于木板卷上方,竹帘卷的上方设置有铺设竹木混合刨花的铺装头。竹木混合刨花替代传统的木质单板,刨花堆叠、竹帘摆放、木卷板摆放自动化程度高,能够实现连续工业化生产。
11、本发明一种新型竹木箱板生产装置的进一步改进在于,木材卷的中间有卷杠,卷杠两端有轴承支撑和驱动装置,根据卷的直径变频调节转速,保持单板匀速铺展在下方铺装皮带上;竹帘卷的中间有卷杠,卷杠两端有轴承支撑和驱动装置,根据卷的直径变频调节转速。
12、一种新型竹木箱板生产方法,包括如下步骤:
13、(1)将干燥好的连续木单板固定在卷杠上,通过自动摆放装置叠放,底、面同理;
14、(2)浸胶干燥后的连续竹帘固定在卷杠上,通过层叠装置自动房帘,此装置根据竹木箱板配单层次要求,可以设置多个这样的装置,按照设定的程序自动运作。
15、(3)定向刨花的铺设,通过刨花铺装头按照设定的程序自动铺装,铺装头按照产品配单层次要求可以多个同时自动运作。
16、(4)底面木单板摆放、定向刨花铺设自动组坯后,连续预压机预压,通过移动小车送入多层热压机热压,分片、锯边、打包。
17、(5)浸渍纸饰面层采用人工摆放。实现定向刨花替代传统的木质单板,竹帘摆放、底面木单板摆放自动化程度高;且热压幅面可以4张多层热压一次成型;为传统竹木箱板或生产一种新型的竹木箱板,加工方法上能够实现连续工业化生产。
18、与现有技术相比,本发明的有益效果在于:
19、以竹刨花代替50%左右的定向刨花软木刨花;大厚度定向刨花板易爆板,以浸胶的径向竹帘铺设于定向刨花层之间,铺设径向竹帘后由于良好的透气性能,可以有效解决爆板现象,对浸胶竹帘的含水率要求不高(一般含水率控制在10~18%),提高一次性产品合格率和节约干燥时所需能耗;竹帘的原料毛竹为可持续资源,其特征是既有刚性,也有韧性,密度比木质材料高,一般≥0.6g/cm3;面层和底层之间铺设至少2层径向竹帘可以增加其各项力学指标,可以生产大厚度的定向刨花板,经过二次复合或多次复合作为结构承重材使用,节约了木材资源,摆脱了木材资源的限制;
20、竹帘摆放、底面木单板摆放自动化程度高;且热压幅面可以4张多层热压一次成型;为传统竹木箱板或生产一种新型的竹木箱板,加工方法上能够实现连续工业化生产。
技术特征:
1.一种新型竹木箱板,其特征在于,包括:
2.根据权利要求1所述的一种新型竹木箱板,其特征在于:所述刨花层厚度为16~18mm,刨花材质木与竹质量比为(30~40):(70~60)或全竹。
3.根据权利要求1所述的一种新型竹木箱板,其特征在于:所述竹帘厚度为2.2~3.5mm。
4.根据权利要求1所述的一种新型竹木箱板,其特征在于:成品厚度可以增加铺装层厚度及层次、可以增加竹帘层次。
5.据权利要求1所述的一种新型竹木箱板,其特征在于,所述定向刨花板为通过层叠热压获得的板状结构,所述层叠热压的施压时间与所述定向刨花板的厚度的比值在80s/mm~120s/mm范围内。
6.一种新型竹木箱板生产装置,用于生产权利要求1所述的一种新型竹木箱板,其特征在于:包括依次连接的多层卸板机、多层热压机、多层装板机、升降式预装机、分板运输机、连续预压机和预装组件,各组件之间通过传送带连接成生产线,其中,所述预装组件包括包括二安装于铺装皮带的木板卷,二木板卷之间设置有至少一竹帘卷,所述竹帘卷通过过渡牵引装置铺设于木板卷上方,所述竹帘卷的上方设置有铺设竹木混合刨花的铺装头。
7.根据权利要求6所述的一种新型竹木箱板生产装置,其特征在于:木材卷的中间有卷杠,卷杠两端有轴承支撑和驱动装置,根据卷的直径变频调节转速,保持单板匀速铺展在下方铺装皮带上;竹帘卷的中间有卷杠,卷杠两端有轴承支撑和驱动装置,根据卷的直径变频调节转速。
8.一种新型竹木箱板生产方法,采用权利要求7所述的一种新型竹木箱板生产装置,其特征在于:包括如下步骤:
技术总结
本发明涉及板材加工制造技术领域,特别涉及一种新型竹木箱板及加工方法。其中,箱板采用木单板(横或纵向),实现定向刨花(刨花材质为木、竹,或竹木混合的刨花)铺装替代木单板;竹木箱板外饰层人工摆放;内刨花板层和外饰层采用机械自动连续铺设;竹木箱板生产人工层叠摆放竹帘,实现机械自动连续铺装层叠竹帘;竹木箱板生产单张预压,实现连续多张预压节约木材资源、摆脱木材资源限制且结构强度高。
技术研发人员:王道江,滕海静,刘年祥
受保护的技术使用者:快乐木业集团有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!