一种榫卯结构用零件加工装置及其加工工艺的制作方法
本发明涉及榫卯结构零件加工领域,具体为一种榫卯结构用零件加工装置及其加工工艺。
背景技术:
1、榫卯结构是木工安装时的主要结构,以木构架结构为主要的结构方式,由立柱、横梁、顺檩等主要构件建造而成,各个构件之间的结点以榫卯相吻合,构成富有弹性的框架,榫卯结构的基本构造就是在榫卯零件木条或者木板上进行开槽加工,开槽加工一般会用到铣刀机床对榫卯加工件等部件进行铣切加工,其中榫卯加工件一半均为木质的板条制成;
2、当需要对榫卯加工件进行加工时,则由人工将木质的板条搬运到加工平台上,并通过固定部件对榫卯加工件进行固定从而实现人工上料,通过操作铣刀机床对木质板条进行开槽处理,铣刀机床加工完毕后,再由人工将榫卯加工件搬运实现人工下料,这种操作方式需要人工对木质板条不断的上下搬运,导致装置对榫卯加工件上下料的效率极其低下,不利于榫卯加工件的批量加工,进一步导致生产效率低下。
技术实现思路
1、本发明的目的在于提供一种榫卯结构用零件加工装置及其加工工艺,以解决上述背景技术中提出现有的装置无法对榫卯加工件自动上料和自动下料等问题。
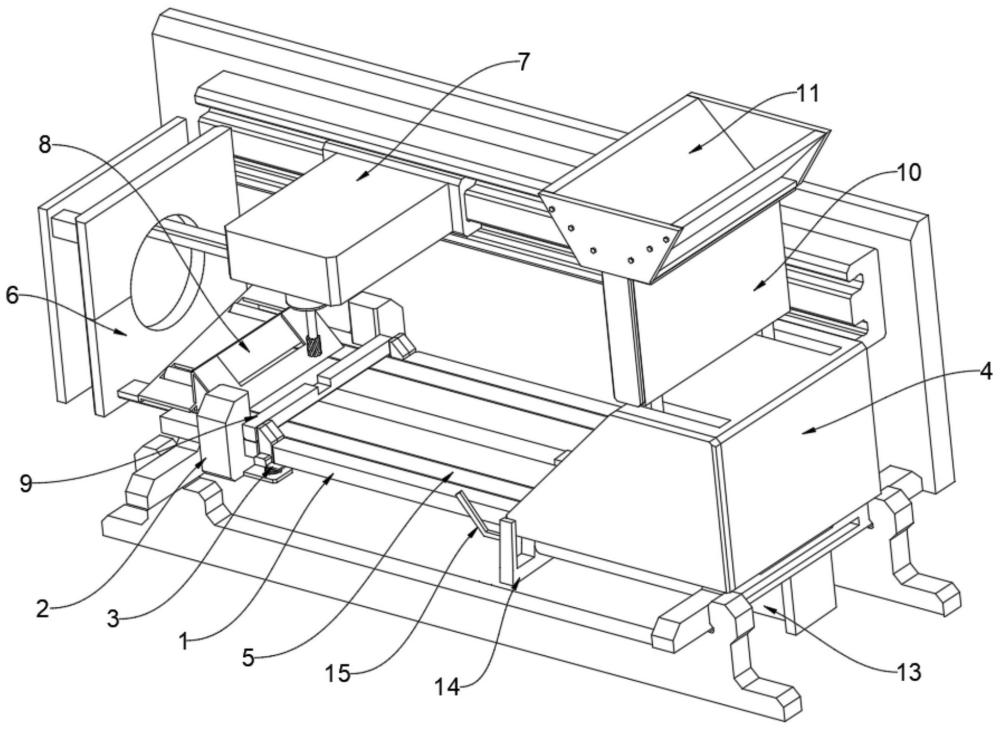
2、为实现上述目的,本发明提供如下技术方案:一种榫卯结构用零件加工装置,包括所述固定支撑架前后两侧均开设有横向长槽,所述横向长槽内活动设置有活动板,两个所述活动板的一端固定连接有配合机构,所述配合机构上端的一侧设置有移动刀架,两个所述活动板的另一端配合设置有联动型上料机构,所述联动型上料机构固定焊接于固定支撑架上端的一侧,所述联动型上料机构的上端固定连接有上配合腔,所述上配合腔的上端固定焊接有下料腔,所述固定支撑架前后两侧均固定焊接有侧定位块,两个所述活动板的上端固定连接有联动型下料机构且连接于侧定位块和配合机构之间;
3、所述配合机构包括第一支撑板,所述第一支撑板的一条对角线的两端均固定焊接有连接短柱,所述连接短柱的一侧固定焊接有第二支撑板,所述第二支撑板和第一支撑板之间活动设置有活动圆板,所述活动圆板上端的一侧固定焊接有推拉柱。
4、优选的,所述联动型上料机构包括斜端板,所述斜端板上端前后两侧均设置有横长孔,所述斜端板的内部设置为空腔结构,所述斜端板的内部活动设置有活动主板,所述活动主板一端面的前后两侧均连接设置有重载弹簧,所述活动板一侧的上端面上固定焊接有顶端块,所述活动主板和顶端块之间顶压配合,所述活动主板的通孔内活动设置有配合柱,所述配合柱活动位于通孔内,所述活动主板的一端面和斜端板内部一端面之间通过重载弹簧连接,所述配合柱和斜端板内部的一端面之间固定连接。
5、优选的,所述联动型下料机构包括侧斜板,所述侧斜板的一端固定焊接主斜板,所述主斜板上端的前后两侧均通过旋转轴活动设置有辊轮。
6、优选的,所述侧斜板呈四十五度角向一侧歪斜,所述主斜板设置为向前端下侧倾斜的斜面结构。
7、优选的,所述活动主板上端的前后两侧均固定焊接有支撑块,所述支撑块顶压位于上配合腔的下端,所述上配合腔内竖向贯穿设置有活动腔,所述上配合腔内部的活动腔中竖向活动排列放置有多个榫卯加工件,所述支撑块活动位于横长孔内。
8、优选的,两个所述侧定位块的一侧均设置有限位机构,所述限位机构和侧定位块之间的距离和榫卯加工件的宽度相同。
9、优选的,所述限位机构包括活动块,所述活动块的下端连接设置有小型弹簧,所述小型弹簧的下端连接有底板,所述活动块的外侧端固定焊接有压动块,两个所述压动块之间固定连接有连接型长板,所述活动块的中间处固定设置有内圆柱腔,所述内圆柱腔的下端套装设置有活动柱,所述活动柱的下端和底板之间焊接连接。
10、优选的,所述活动柱位于小型弹簧的内侧,所述活动块竖向活动位于底板的上方,所述活动块的一侧设置有斜端面。
11、优选的,所述固定支撑架后端支撑设置有支撑板面,所述支撑板面上固定连接有直线电机轨道,所述直线电机轨道的前端通过直线电机和移动刀架连接,所述移动刀架下端固定设置有驱动台且驱动台的下端连接设置有铣刀,所述固定支撑架下端的一侧固定有电动推柱,所述电动推柱的一侧固定连接有竖推板,所述竖推板的一侧端固定连接有斜推板。
12、一种榫卯结构用零件加工装置的加工工艺,所述加工工艺包括以下步骤:
13、步骤a:将一个榫卯加工件固定在侧定位块和活动块之间,同时将多个榫卯加工件通过下料腔放置到上配合腔内部的活动腔中,支撑块对上配合腔内部的榫卯加工件进行顶压,使得上配合腔内部的榫卯加工件不会掉落;
14、步骤b:驱动台工作,驱动台带动铣刀对榫卯加工件进行开槽,进而在榫卯加工件上加工形成所需的槽;开完槽后,驱动台停止工作,启动直线电机正转,移动刀架在直线电机的带动下进行横向移动,活动圆板和推拉柱随之移动,进而使得活动板向斜端板内部横向移动;
15、步骤c:活动板带动顶端块对活动主板进行压动,从而使得活动主板横向的活动,活动主板对重载弹簧进行挤压,使得支撑块从上配合腔下端向远离上配合腔的一侧活动,进而使得上配合腔的内部的榫卯加工件从活动腔中脱出;
16、步骤d:在榫卯加工件从上配合腔中向下移动的同时,加工完毕的榫卯加工件通过侧斜板的铲动作用,使得榫卯加工件通过斜面设置的侧斜板并位移到主斜板的上端,由于主斜板设置为向前端下侧倾斜的斜面结构,榫卯加工件受到重力的影响向固定支撑架前方掉落,且主斜板上的辊轮便于榫卯加工件的移动;
17、步骤e:当加工好的榫卯加工件被联动型下料机构取走后,启动直线电机反转,移动刀架带动活动板、配合机构和联动型下料机构复位,进而使得顶端块解除对活动主板的压动,活动主板在重载弹簧的弹性作用下复位,进而使得支撑块对已经掉出的榫卯加工件向斜端板的斜面上推动,则榫卯加工件向下滚动至固定支撑架上;
18、步骤f:启动电动推柱将竖推板和斜推板向一侧推动,竖推板将榫卯加工件推动,并使其在固定支撑架上向侧定位块一侧移动,进而使得斜推板的斜板面和压动块之间活动配合,斜推板对压动块向下进行挤压,进而活动块向下活动,斜推板具有弹性,竖推板将斜推板向侧定位块挤压后发生弯曲形变,竖推板将榫卯加工件推动至侧定位块和活动块之间,之后控制电动推柱收回,斜推板对压动块挤压解除,活动块通过小型弹簧的弹性作用向上活动,并将榫卯加工件固定在侧定位块和活动块之间,便于对榫卯加工件固定。
19、与现有技术相比,本发明的有益效果是:
20、本发明通过在榫卯加工件从上配合腔中向下移动的同时,加工完毕的榫卯加工件通过联动型下料机构上侧斜板的铲动下,使得榫卯加工件通过斜面设置的侧斜板并位移到主斜板的上端,而主斜板设置为向前端下侧倾斜的斜面结构,这时榫卯加工件受到重力的影响,在辊轮上向固定支撑架前端的外侧边活动并离开固定支撑架的上端,固定支撑架的前端设置储存箱对离开的榫卯加工件进行储存,其中在主斜板斜面上通过旋转轴旋转设置辊轮,则滚动的辊轮进一步提高了榫卯加工件在主斜板上的活动性能;
21、当移动刀架带动配合机构和联动型下料机构向配合机构的方向上横向的活动,进而使得活动板一侧的顶端块解除对活动主板的压动,这时通过重载弹簧的弹性作用下对活动主板向一侧横向的活动,进而使得活动主板带动支撑块在横长孔中横向活动,则支撑块对已经掉出的榫卯加工件向斜端板一侧的斜面上推动,则榫卯加工件由于斜端板的斜面向一侧横向的滚动,这种设置使得榫卯加工件自动上料,实现对榫卯加工件自动的上料和下料,且这种自动上料和下料的形式通过移动刀架横向的活动来完成的。
- 还没有人留言评论。精彩留言会获得点赞!