一种木制工艺品前置锯切装置的制作方法
本发明涉及木头锯切相关,特别涉及一种木制工艺品前置锯切装置。
背景技术:
1、木制工艺品主要采用各种木头为原料,有机器制作,有纯手工制作,有半机器半手工制作,做工精细,设计简单,风格各异,色泽自然,新颖别致。木制工艺品与一般家具不同,适宜阴湿,忌干燥,故木制工艺品特别不宜受到暴晒。且由于工艺品的作用就是供人欣赏把玩,所以木质工艺品有些会采用珍贵木材制作,红木工艺品是采用木中精品为原料雕刻而成,比如紫檀花,花梨木,乌木,鸡翅木等等。紫檀木色泽浑厚,呈现浓郁的紫色或者黑色,无论是新紫檀木还是老紫檀木都是木质非常坚硬的,但是纹理确实非常缜密和清晰的。而且紫檀木的厚重感非常浓郁,尤为适合用于走古朴和复古路线的家居设计中。花梨木则是红木中比较活泼的材质了,色泽淡雅的花梨木无法和紫檀木相提并论,但是花梨木的纹理非常好看,用它制成的红木工艺品更加受到年青一代的喜欢。还有乌木,鸡翅木,这两种木种也是红木工艺品比较常用的材料,为各种不同的雕刻手艺和设计提供了不同的好原料,从而奠定了红木工艺品的最高地位。在木质工艺品的制作过程中,手工艺人需要先进行构思,绘制设计图,然后寻找合适的木材并根据设计图对其进行锯切、打磨,然后才能着手雕刻,十分的费时费力,所以迫切需要一种装置协助手工艺人进行工艺品制作。
2、在现有的木头锯切过程中,如公告号为cn113878167b的中国专利,其公开了一种锯切机,包括机架及连接于所述机架上的锯切机构,所述机架设有锯切工件的加工位,所述锯切机构包括能够移动至加工位的锯片,所述锯切机还包括收集机构及挡料机构。所述收集机构连接于所述锯切机构,并将所述锯片的部分包围,所述收集机构能够随所述锯片移动,用于收集碎屑。挡料机构,设置于所述机架上,并将所述锯片的部分包围,并与所述收集机构形成收集空间,所述锯片沿所述挡料机构移动,还包括定位件,设置于所述机架,并位于所述加工位,用于阻挡所述碎屑,以使所述碎屑落入所述收集机构内。
3、上述现有技术中,主要通过收集机构与挡料机构配合形成收集空间,当锯片锯切木头时,碎屑位于收集空间内,并通过挡料机构的阻挡以使碎屑落入收集机构内。但是,上述现有技术并没有考虑到使用者的更多需求,功能单一,当使用者需要切割准确尺寸的木头时,只能通过测量木头尺寸并画下标记的方式进行切割,操作麻烦,而且木头切割后的锯切面比较粗糙,留有各种毛刺,很容易刺伤人手,并不安全,若要进行工艺品制作,后续对锯切面进行人工打磨,且人工打磨不能保证打磨面整体的光滑度,且打磨过程中现有的打磨工具由于打磨层面积有限,只能对原木段的端面进行局部打磨,打磨面各区域之间的打磨平整度可能出现不均等的情况,基于此,在现有的木头锯切技术之上,还有可改进的空间。
技术实现思路
1、为了将原木切割为适合制作工艺品的尺寸,并在切割后对原木的切割面进行交替式、多层次打磨,保证打磨后的木头表面符合工艺品制作要求,本技术提供的一种木制工艺品前置锯切装置采用如下的技术方案:
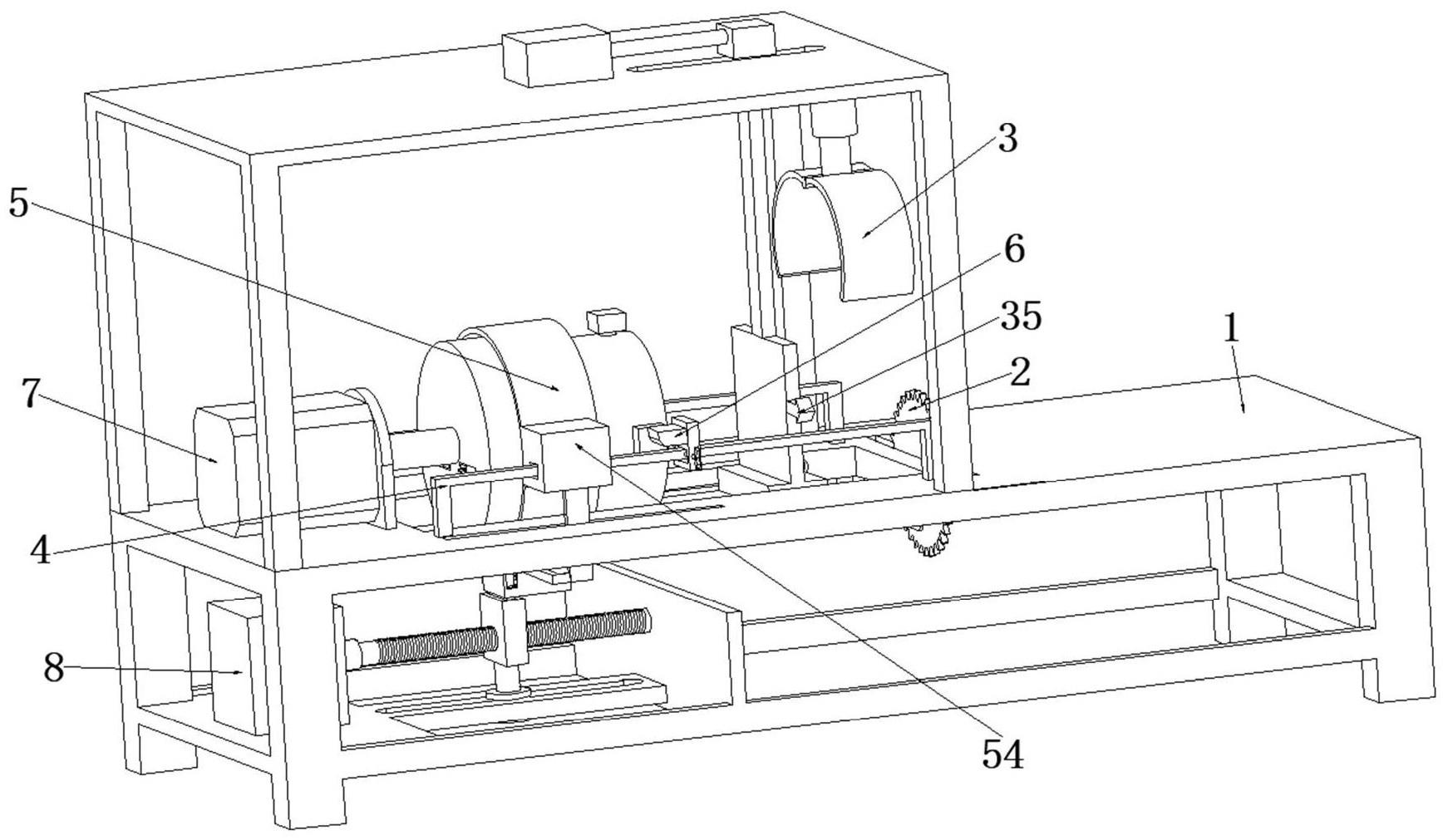
2、一种木制工艺品前置锯切装置,包括工作台、锯切机、夹持模块、刻度架、打磨模块、定距模块、驱动模块和丝杠模块,所述工作台的中部设置有可升降的锯切机,与锯切机配合使用的夹持模块滑动设置在龙骨架上,龙骨架安装在工作台上,位于夹持模块前后两侧的刻度架安装在工作台上,刻度架的表面喷涂有可观测的刻度值,刻度值的数值从右往左依次增大,刻度架上滑动设置有打磨模块,处于前侧的刻度架上滑动设置有定距模块,打磨模块的左端连接有驱动模块,驱动模块安装在工作台上,打磨模块的下方配合有丝杠模块,丝杠模块安装在工作台上。
3、所述打磨模块包括支撑套筒、打磨机构、偏心检测机构、联动机构和延时机构,刻度架之间滑动设置有支撑套筒,支撑套筒的内部转动设置有可切换刀头的打磨机构,打磨机构对原木的切割面进行打磨,打磨机构的左端与驱动模块相连接,驱动模块带动打磨机构不断旋转从而对原木切割面进行打磨,支撑套筒的右端设置有检测原木夹持稳定程度的偏心检测机构,支撑套筒的前端设置有与定距模块配合的联动机构,支撑套筒的下端设置有延时机构,延时机构使得打磨机构短时间内停止进给从而完成切换刀头的动作,内部进行刀头切换创造了条件,延时机构通过联动机构与丝杠模块进行配合。
4、优选的,所述夹持模块包括气缸、转盘、机械爪、限位板和指针,龙骨架的顶部安装有气缸,气缸的输出端上连接有转盘,转盘的边缘设置有弧形电动滑块,弧形电动滑块上设置有可升降的机械爪,现有技术的机械爪对切割后的原木进行夹持,转盘的中部下端通过连接件安装有限位板,限位板对原木的端部进行限位,限位板滑动设置在工作台上,刻度架上设置有刻度线,限位板的前端设置有与刻度线位置对应的指针,通过观察指针在刻度线上的位置可确定切割后的原木的尺寸。
5、优选的,所述打磨机构包括壳体、齿轮柱、细磨刀头、导向柱、粗磨刀头、齿条板一、齿条板二、拉力弹簧、锁定组件、限位块、按压块和活动隔板,支撑套筒的内部转动设置有壳体,壳体的内部转动设置有齿轮柱,位于齿轮柱右侧的细磨刀头滑动设置在壳体中,细磨刀头对切割面进行精细化打磨,位于细磨刀头前后两侧的粗磨刀头滑动设置在导向柱上,粗磨刀头对切割面进行粗磨,导向柱安装在壳体中,导向柱限制了粗磨刀头的运动轨迹,粗磨刀头的左端与壳体之间连接有拉力弹簧,拉力弹簧始终对粗磨刀头保持向左侧拉动的趋势,粗磨刀头下端开设的安装槽中滑动设置有限位块,限位块与安装槽之间连接有复位弹簧,复位弹簧起到复位作用,壳体上开设有与限位块配合的限位槽,限位块对粗磨刀头起到限位作用,保证粗磨刀头在工作时的稳定性,限位槽内通过压缩弹簧设置有按压块,按压块起到对限位块的解锁作用,细磨刀头的左侧、粗磨刀头的左侧分别设置有与齿轮柱啮合的齿条板一、齿条板二,齿条板二的内部设置有锁定组件,壳体上开设有与锁定组件配合的锁定槽,锁定组件与锁定槽配合将回退后的粗磨刀头进行位置锁定,从而使细磨刀头的位置锁定,保证细磨刀头在工作时的稳定性,壳体右侧的开口位置的前后对称开设有活动槽,活动槽内部弹性连接有活动隔板,活动隔板的设置避免了打磨过程中产生的碎屑进入壳体的内部从而造成本技术损坏的情况。
6、优选的,所述锁定组件包括锁定块、解锁块,齿条板二的内部开设有安装空腔,安装空腔中前后滑动设置有与锁定槽配合的锁定块,锁定块插入到锁定槽中从而对回退后的齿条板二进行位置锁定,锁定块的中部开设有解锁槽,锁定块与安装空腔之间连接有压力弹簧,压力弹簧起到复位作用,安装空腔中左右滑动设置有与解锁槽配合的解锁块,解锁块挤压解锁槽使锁定块与锁定槽分离,从而实现齿条板二的解锁,解锁块与安装空腔之间连接有回程弹簧,回程弹簧起到复位作用。
7、优选的,所述偏心检测机构包括密封罩、感应器、安装壳、报警器和电源,支撑套筒的右端通过电动转盘安装有密封罩,电动转盘带动密封罩缓慢旋转,密封罩沿周向通过螺纹连接均匀设置有安装壳,安装壳的内部设置的报警器、电源、感应器之间为电连接,感应器与原木距离最近但并不接触,只有当原木产生晃动时,感应器与原木才会接触触发警报。
8、优选的,所述联动机构包括挤压块一、挤压块二、联动杆,支撑套筒的前端开设有内置腔,内置腔内前后滑动设置有与按压块配合的挤压块一,挤压块一与内置腔之间连接有弹簧一,弹簧一起到复位作用,挤压块一与定距模块的位置对应,内置腔内上下滑动设置有挤压块二,挤压块二与内置腔之间连接有弹簧二,弹簧二起到复位作用,挤压块二的位置与定距模块相对应,挤压块二的下端连接有联动杆。
9、优选的,所述延时机构包括安装块、传动齿轮、活动块和齿条,支撑套筒的下端安装有安装块,安装块内部的中空区域转动设置有传动齿轮,传动齿轮与齿条相啮合,齿条安装在活动块上,活动块上下滑动设置在中空区域中,活动块为左右布置,联动杆与左侧布置的活动块连接。
10、优选的,所述定距模块包括定距滑块、触发件、锁紧旋钮,位于前侧的刻度架上滑动设置有定距滑块,通过调节定距滑块与指针之间的间距可确定对切割面的打磨深度,定距滑块的左端设置有触发件,定距滑块与刻度架之间的位置通过锁紧旋钮锁定连接,且锁紧旋钮通过螺纹配合的方式与定距滑块的前侧连接。
11、优选的,所述驱动模块包括驱动电机、伸缩件、复位压板,工作台的左侧设置有驱动电机,驱动电机的输出端通过伸缩件连接有壳体,伸缩件为可伸缩结构,位于驱动电机与壳体之间的复位压板安装在工作台上,复位压板套设在伸缩件外周,但复位压板并不与伸缩件接触,复位压板与齿条板二之间为挤压配合。
12、优选的,所述丝杠模块包括丝杠电机、丝杠、驱动板和卡接件,位于驱动电机下方的丝杠电机安装在工作台上,丝杠电机的输出端与丝杠的一端相连接,丝杠的另一端与工作台之间为转动连接,与丝杠螺纹配合的驱动板滑动设置在工作台上,丝杠电机带动丝杠旋转从而使驱动板作平移运动,驱动板的上端开设有伸缩槽,中空区域的下端左右对称开设有切换槽,伸缩槽内滑动设置有与切换槽配合的卡接件,卡接件卡接在切换槽中从而使驱动板带动安装块一起移动,卡接件与伸缩槽之间连接有受压弹簧。
13、综上所述,本技术包括以下至少一种有益技术效果:
14、1、本发明所述的一种木制工艺品前置锯切装置,通过设置刻度值的方式使人员能够精准把握锯切后的原木段长度,免去了对圆木进行测量并刻画标记的步骤,同时,本技术对切割后的圆木段进行切换式、多层次打磨,且打磨过程中处于全区域打磨,保证了原木段切割面的水平度与光滑度,避免人员被毛刺刺伤,并在打磨过程中通过偏心检测机构对原木段进行周边位置的定点检测,避免原木段晃动导致的打磨面出现倾斜的情况,提高了端面的平整度;
15、2、确定制作工艺品所需的原木长度后,通过观察刻度架上的刻度值将夹持模块调整到指定位置,此时夹持模块对应的刻度值为锯切后的原木段的长度,之后调整定距模块的位置,此时定距模块与夹持模块之间的距离为打磨后的原木段的长度,人员可精准把握原木段的长度,不会出现缺量导致报废或过长导致浪费的情况;
16、3、偏心检测机构将原木段包裹并围绕圆木段缓慢旋转,当原木段产生晃动时,原木段会与感应器接触,从而使报警器发出警报,避免原木段在晃动情况下进行打磨导致端面倾斜的情况;
17、4、打磨模块采用粗、精打磨一体化的设计理念,从而对原木段的端面进行多重渐进式打磨,在粗磨刀头打磨完成后,通过打磨机构、联动机构、延时机构之间的配合控制打磨机构进行原地刀头切换,保证了刀头切换过程中细磨刀头不会提前进刀导致撞刀的情况,打磨模块通过机械化结构提高了对原木段端面打磨的精度、稳定度,大大减小了残次品出现的概率。
- 还没有人留言评论。精彩留言会获得点赞!