阮共鸣箱弧面成型机的制作方法
本发明涉及打磨加工领域,具体是涉及阮共鸣箱弧面成型机。
背景技术:
1、现有的打磨方式是通过将阮腔子固定或者定位在砂轮附近,最好是将阮腔子固定后,阮腔子可以沿其轴线旋转,以便打磨阮腔子的周向表面,但其在具体使用过程中还存在不足:首先,阮腔子没有内支撑装置,易于造成阮腔子打磨时发生相对滑动,同时阮腔子表面容易受压变形,其次,在打磨阮腔子表面时,打磨工具贴紧阮腔子表面的贴紧力难以有效控制,贴的太紧容易造成阮腔子变形,而导致阮腔子瘪进去,并且变形后的阮腔子容易打磨过度和打磨不均,贴的太松阮腔子打磨效果不够,目前加工阮腔子设备,是用来加工阮腔子的两个半中间的圆周体的,两边都需要磨切出一定的弧度,加工还需要两台加工设备。
2、目前公开的中国专利cn201710396643.6一种小提琴面板的加工方法,包括以下步骤:
3、一、下料拼板:对干燥木材进行切割并拼接,长、宽、厚度大于小提琴面板尺寸的料板;料板底面为平面,上面中线凸起、两侧向下倾斜,有利于后期铣削;
4、二、小提琴面板侧边铣削:将料板平面向下放置在数控铣床的真空吸附工作平台上,料板与真空吸附工作平台之间设置铝模台,铝模台内设置真空吸槽,真空吸槽底部与真空吸附工作平台的真空吸气管路连接;铝模台高于真空吸附工作平台,铝模台的轮廓外边沿小提琴面板侧边的设计轮廓线内侧设置,料板的上面的中线正对铝模台的中心线,利用数控铣床铣刀沿小提琴面板侧边的轮廓线在料板上切割出小提琴面板侧边;
5、三、镶线:利用数控铣床铣刀在小提琴面板侧边内侧上面铣削出宽度在5-10毫米的镶线平面,在镶线平面上开线槽,在线槽内设置面板轮廓线;
6、四、铣削小提琴面板外弧面:按照小提琴面板的外弧面形状设计要求利用数控铣床铣刀铣削小提琴面板外弧面,同时对小提琴面板侧边进行倒角;
7、五、铣削小提琴面板内弧面:将铣削完外弧的小提琴面板翻转,放置于设有定位凹槽的数控铣床真空吸附工作平台上,定位凹槽按照小提琴面板的外弧面形状设计,利用数控铣床铣刀铣削小提琴面板内弧面,并小提琴面板侧边进行倒角;
8、六、打磨:最后利用砂纸和刮片把整个小提琴面板表面打磨光滑,使其线条流畅、起伏匀称。
9、根据上述专利所述,该专利工件的弧面打磨过程较为复杂,需要多次调整,在调整过程中若定位不牢固,容易导致磨削不均匀或工件移位,影响打磨效果,而现有的阮打磨技术通常需要较长的加工时间,特别是在处理复杂形状和高精度要求的工件时,需要多次磨削和调整,并且在工件固定时若夹具的夹持力度过小,则工件加工不稳定,若夹具的夹持力度过大,则会导致工件变形,使得加工效率和加工质量相对较低,因此,目前需要一种在工件弧面加工过程中,既能保持工件的稳定,又不会过度变形的夹持设备。
技术实现思路
1、针对现技术所存在的问题,提供阮共鸣箱弧面成型机,本发明通过承托组件调整对阮腔子的支撑高度,通过内撑组件以内撑的形式对其进行固定,防止了阮腔子发生打滑的情况,保证阮腔子的加工精准度,提高加工效率。
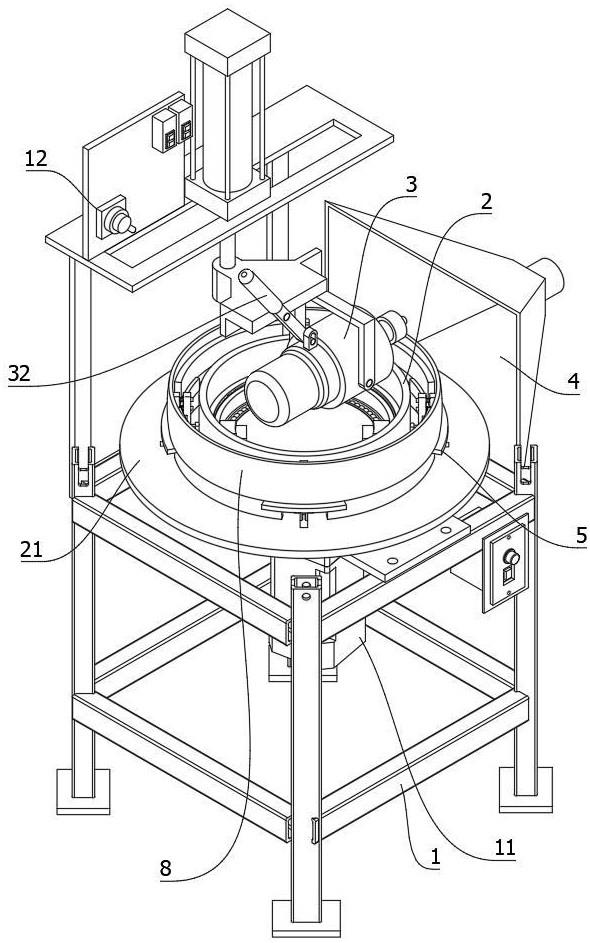
2、为解决现有技术问题,本发明提供阮共鸣箱弧面成型机,包括机架,机架上设有供阮腔子套设的成型内胎控制器,成型内胎控制器为圆柱形框体结构,机架上设有用以驱动成型内胎控制器旋转的匀速电机,成型内胎控制器的底部具有与匀速电机连接的底座,成型内胎控制器的上方设有升降电木铣,升降电木铣的头部具有刀具,成型内胎控制器的外围设有用以根据阮腔子的内径进行固定的自调节定型机构,自调节定型机构设有内撑组件,内撑组件以环绕的形式套设在成型内胎控制器上,成型内胎控制器上设有用以驱动内撑组件的平移驱动器,自调节定型机构还设有承托组件,承托组件设置在内撑组件的外侧且与内撑组件配合连接,承托组件能够相对于内撑组件上下移动,成型内胎控制器上还设有用以驱动承托组件的升降驱动器。
3、优选的,内撑组件设有多个围绕成型内胎控制器的圆周方向均匀分布的内弧形撑板,每两个相邻的内弧形撑板之间均滑动连接有一个外弧形撑板,内弧形撑板和外弧形撑板的轴心均对应于匀速电机的旋转点,内弧形撑板的外表面沿着其表面弧度设有卡条,外弧形撑板的内表面开设有与卡条滑动卡接的卡槽,每个内弧形撑板的中部均设有向下延伸的滑动件,底座上对应每个滑动件的位置处均开设有供对应滑动件所滑动的滑槽。
4、优选的,滑动件设有与内弧形撑板固定且向下延伸的内滑杆和外滑杆,内滑杆的端部穿过滑槽延伸至底座的下表面,外滑杆的端部延伸至底座的上表面,内滑杆上分别转动设有与底座上表面接触的上滚轮和底座下表面接触的下滚轮。
5、优选的,承托组件设有对应每个内弧形撑板所设置的滑动条杆,滑动条杆的一端朝向成型内胎控制器的方向延伸,滑动条杆的另一端依次穿过内滑杆和外滑杆向外延伸,内滑杆上开设有供滑动条杆滑动卡接的竖向滑口,外滑杆上开设有用以限制滑动条杆相对内弧形撑板水平移动的竖向滑轨,滑动条杆的表面开设有与竖向滑轨所卡接的轨迹槽,承托组件还设有与滑动条杆的向外延伸端所固定的弧形托板,弧形托板的内弧面贴合于外弧形撑板的外弧面。
6、优选的,内滑杆和外滑杆之间设有压力传感器,压力传感器的头部穿过外滑杆向外延伸,压力传感器的尾部穿过内滑杆向外延伸,外滑杆和内滑杆上分别开设有供压力传感器所穿过的穿口,外滑杆与内滑杆之间具有间隙,压力传感器的头部与内滑杆的表面之间固定连接有套设在压力传感器上的压缩弹簧。
7、优选的,平移驱动器设有环形电磁铁,环形电磁铁套设在成型内胎控制器中,滑动条杆的端部设有与环形电磁铁对应的柱形电磁铁,成型内胎控制器中套设有一个供环形电磁铁固定的内环套,内环套上设有将滑动条杆套设在其中的杆套,成型内胎控制器上开设有供杆套滑动的开口,内环套与升降驱动器之间传动连接。
8、优选的,升降驱动器设有旋转环,旋转环同轴且转动设置在内环套中,旋转环与底座之间设有轴承,旋转环的外表面设有外螺纹,内环套的内表面具有与外螺纹配合的螺纹口,底座上设有用以驱动旋转环转动的旋转电机。
9、优选的,旋转环的下端具有环形底板,环形底板上设有距离传感器,距离传感器的感应端正对内环套的下表面。
10、优选的,升降电木铣上具有控制刀具倾斜的控制杆。
11、优选的,升降电木铣的刀具尾端设有滑轮。
12、本技术相比较于现有技术的有益效果是:
13、1.本发明通过承托组件调整对阮腔子的支撑高度,通过内撑组件以内撑的形式根据阮腔子的内径尺寸对其进行固定,使得阮腔子得到固定,相比于阮腔子直接套设在成型内胎控制器上的方式,防止了阮腔子相对于成型内胎控制器发生打滑的情况,实现了阮腔子稳定加工,保证阮腔子的加工精准度,提高加工效率。
14、2.本发明通过内弧形撑板和外弧形撑板的联动,促使外弧形撑板以内撑的形式对阮腔子固定,稳固阮腔子的同时,保持阮腔子被固定后处于与成型内胎控制器共轴线的状态,实现了对阮腔子的固定,防止阮腔子打滑,提高了加工精准度。
15、3.本发明通过弧形托板顺着外弧形撑板表面的上下活动,既便于对阮腔子支撑,也不妨碍对阮腔子高度的调整,使得阮腔子上端面被调整至适合打磨的高度,实现了阮腔子端面弧度的精准打磨,提高了加工精准度。
- 还没有人留言评论。精彩留言会获得点赞!