一种轻质刨花板加工工艺的制作方法
本发明涉及刨花板加工,特别涉及一种轻质刨花板加工工艺。
背景技术:
1、刨花板也叫颗粒板,将各种枝芽、小径木、速生木材、木屑等切削成一定规格的碎片,经过干燥,拌以胶料,硬化剂、防水剂等,在一定的温度压力下压制成的一种人造板,其中密度较低的刨花板称为轻质刨花板。
2、由于刨花板是由木屑与胶液压合而成,因此在刨花板加工过程中其侧边容易出现多余的胶液以及残留的木屑毛刺,在加工成型之后需要对刨花板侧边进行切边处理,保证刨花板侧壁的平整性。
3、但现有的切边设备在切边时无法对刨花板的四个侧边同时进行处理,切边效率低,且切边时刀片与刨花板摩擦生热,导致胶液融化,胶液以及部分木屑粘附在刀片表面,影响刀片的切边效率,且胶液凝固后还会导致刀片表面凹凸不平,导致刨花板经过切边处理后的切割面不平整,降低了刨花板的出厂质量,需要后期进行修整,增加了厂家的负担。
技术实现思路
1、基于此,有必要提供一种轻质刨花板加工工艺,旨在解决现有技术对阻尼器进行振动测试时产生的问题。
2、为了实现上述目的,本发明采用以下技术方案来实现:一种轻质刨花板加工工艺,通过轻质刨花板切边设备配合完成,所述的轻质刨花板切边设备包括基座,基座上端安装有安装架,安装架与基座之间安装有切边装置,安装架上安装有四个呈矩阵排布的刀片清理装置。
3、所述的切边装置包括升降机构,基座上端滑动安装有四个与刀片清理装置一一对应的升降机构,升降机构上安装有切边机构,切边机构下方设置有压紧机构,压紧机构上安装有平移机构。
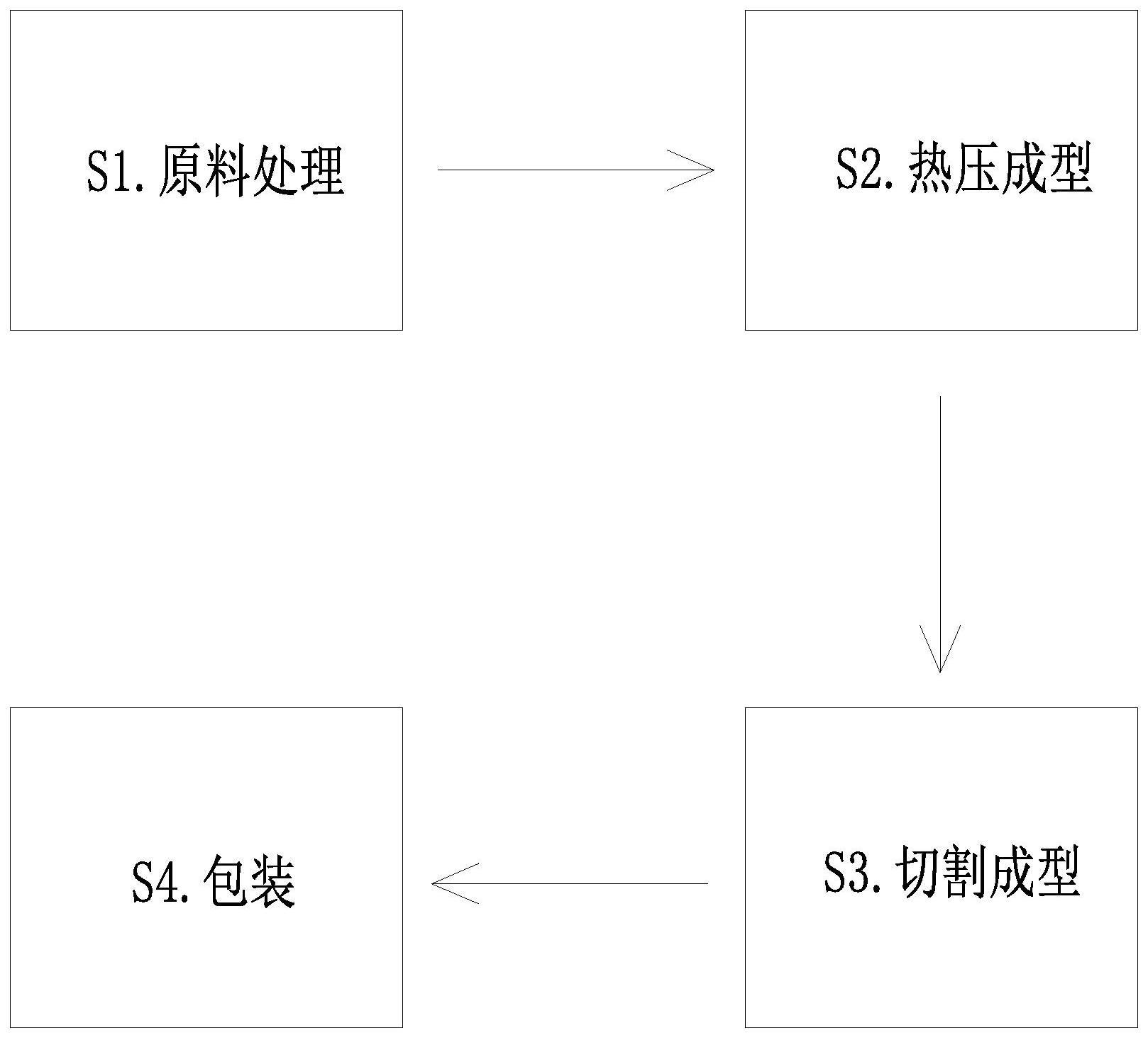
4、采用上述轻质刨花板切边设备配合完成的轻质刨花板加工工艺包括以下步骤:
5、s1.原料处理:将木块加工成刨花状,并对刨花状的木片进行烘干。
6、s2.热压成型:将烘干后刨花状的木片与胶液进行搅拌,通过热压机将与胶液混合均匀的木片压制成刨花板。
7、s3.切割成型:将刨花板切割成指定尺寸,并通过上述轻质刨花板切边设备对切割后的刨花板进行切边处理。
8、s4.包装:对经过s3处理后的刨花板进行包装,防止运输过程中受损。
9、优选的,所述的升降机构包括转动电机,转动电机通过电机座滑动安装在基座上,转动电机输出轴与丝杠下端连接,丝杠上螺纹连接有升降滑块。
10、优选的,所述的切边机构包括可拆卸对称安装在升降滑块两侧的刀片,刀片上端滑动插接在换位板上开设的插孔内,换位板安装在换位驱动组件上。
11、优选的,所述的换位驱动组件包括换位电机,换位电机通过电机座安装在安装架顶端,换位电机输出轴与主动齿轮上端连接,主动齿轮外侧啮合有四个与升降机构一一对应的从动齿轮,主动齿轮与从动齿轮均转动安装在安装架上,从动齿轮下端通过连杆安装有换位板。
12、优选的,所述的压紧机构包括安装在安装架上的固定架,固定架中部安装有液压缸,液压缸输出端安装有压紧板,压紧板中部开设有口字型的安装槽。
13、优选的,所述的平移机构包括转动安装在安装槽四个转角处的转动辊,四个转动辊之间通过同步带传动连接,其中一个转动辊上端贯穿压紧板顶部并与通过电机座安装在压紧板上的旋转电机的输出轴连接,同步带上安装有四个与升降机构位置对应的平移滑块,平移滑块靠近升降机构的一侧开设有同步槽,同步槽与刀片竖截面形状相同。
14、优选的,所述的刀片清理装置包括安装在安装架中部的固定导轨,固定导轨中部滑动安装有滑动块,滑动块上安装有清理块与用于对清理块进行加热的电热块,清理块靠近升降机构的一侧开设有与刀片竖截面形状相同的清理槽,清理槽内粘贴有海绵。
15、优选的,所述的刀片底端与沿其宽度方向排布的两侧均为刀刃状,使得刀片在向下移动以及水平移动的过程中均能够进行切割处理。
16、综上所述,本发明包括以下至少一种有益技术效果:1.本申请采用先上下冲孔再水平切割的方式对堆垛的多块刨花板的四侧进行同步切边处理,相比于现有的单个单边切边方式,能够有效提高切边效率,同时减小刀片在切边过程中受到的阻力,减轻刀片的磨损,同时每侧设置有两个交替作业的刀片,使得刀片能够轮流进行切边与清洁,避免附着在刀片上的胶液与木屑对切边效率与切面的整齐度造成影响,提高了切边速度与切面质量。
17、2.本申请采用的刀片清理装置采用先加热后擦拭的方式对刀片进行清理,通过电热块将清理块加热,清理槽内的海绵温度升高并将与其紧贴的刀片上附着的胶液融化,在升降机构带动刀片上下移动过程中,海绵便可将刀片上的胶液与木屑擦拭干净,以保证刀片后续的切割效果。
技术特征:
1.一种轻质刨花板加工工艺,通过轻质刨花板切边设备配合完成,其特征在于,所述的轻质刨花板切边设备包括基座(1),基座(1)上端安装有安装架(2),安装架(2)与基座(1)之间安装有切边装置(3),安装架(2)上安装有四个呈矩阵排布的刀片清理装置(4);
2.如权利要求1所述的轻质刨花板加工工艺,其特征在于,所述的升降机构(31)包括转动电机(311),转动电机(311)通过电机座滑动安装在基座(1)上,转动电机(311)输出轴与丝杠(312)下端连接,丝杠(312)上螺纹连接有升降滑块(313)。
3.如权利要求2所述的轻质刨花板加工工艺,其特征在于,所述的切边机构(32)包括可拆卸对称安装在升降滑块(313)两侧的刀片(321),刀片(321)上端滑动插接在换位板(322)上开设的插孔内,换位板(322)安装在换位驱动组件(323)上。
4.如权利要求3所述的轻质刨花板加工工艺,其特征在于,所述的换位驱动组件(323)包括换位电机(3231),换位电机(3231)通过电机座安装在安装架(2)顶端,换位电机(3231)输出轴与主动齿轮(3232)上端连接,主动齿轮(3232)外侧啮合有四个与升降机构(31)一一对应的从动齿轮(3233),主动齿轮(3232)与从动齿轮(3233)均转动安装在安装架(2)上,从动齿轮(3233)下端通过连杆(3234)安装有换位板(322)。
5.如权利要求1所述的轻质刨花板加工工艺,其特征在于,所述的压紧机构(33)包括安装在安装架(2)上的固定架(331),固定架(331)中部安装有液压缸(332),液压缸(332)输出端安装有压紧板(333),压紧板(333)中部开设有口字型的安装槽(334)。
6.如权利要求5所述的轻质刨花板加工工艺,其特征在于,所述的平移机构(34)包括转动安装在安装槽(334)四个转角处的转动辊(341),四个转动辊(341)之间通过同步带(342)传动连接,其中一个转动辊(341)上端贯穿压紧板(333)顶部并与通过电机座安装在压紧板(333)上的旋转电机(343)的输出轴连接,同步带(342)上安装有四个与升降机构(31)位置对应的平移滑块(344),平移滑块(344)靠近升降机构(31)的一侧开设有同步槽(345),同步槽(345)与刀片(321)竖截面形状相同。
7.如权利要求3所述的轻质刨花板加工工艺,其特征在于,所述的刀片清理装置(4)包括安装在安装架(2)中部的固定导轨(41),固定导轨(41)中部滑动安装有滑动块(42),滑动块(42)上安装有清理块(43)与用于对清理块(43)进行加热的电热块(44),清理块(43)靠近升降机构(31)的一侧开设有与刀片(321)竖截面形状相同的清理槽,清理槽内粘贴有海绵(45)。
8.如权利要求3所述的轻质刨花板加工工艺,其特征在于,所述的刀片(321)底端与沿其宽度方向排布的两侧均为刀刃状,使得刀片(321)在向下移动以及水平移动的过程中均能够进行切割处理。
技术总结
本发明涉及刨花板加工技术领域,特别涉及一种轻质刨花板加工工艺,通过轻质刨花板切边设备配合完成,所述的轻质刨花板切边设备包括基座,基座上端安装有安装架,安装架与基座之间安装有切边装置,安装架上安装有四个呈矩阵排布的刀片清理装置。本申请采用先上下冲孔再水平切割的方式对堆垛的多块刨花板的四侧进行同步切边处理,相比于现有的单个单边切边方式,能够有效提高切边效率,同时减小刀片在切边过程中受到的阻力,减轻刀片的磨损,同时每侧设置有两个交替作业的刀片,使得刀片能够轮流进行切边与清洁,避免附着在刀片上的胶液与木屑对切边效率与切面的整齐度造成影响,提高了切边速度与切面质量。
技术研发人员:张育栋,李宝明,侯海建
受保护的技术使用者:江苏慧典新材有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!