一种复合板及其加工工艺的制作方法
本发明涉及复合板,具体涉及一种复合板及其加工工艺。
背景技术:
1、木材复合板是将两张薄表板胶合到较厚的芯层上制成的层压结构板,表板间隔开,既保证了较大的刚度,又不需要多增加材料的用量,被广泛应用于家具制造领域。
2、在木质板材中,密度板与刨花板是常见的两种材料,尤其是竹制密度板与竹制刨花板,其相较于其他木材,具有更加优秀的性能,特别是在强度性能上,因此,对于一些高质量的家具制造,使用竹制板材是一种比较流行的方式。
3、密度板的可加工性好、强度低、成本高;刨花板强度好、加工性差、成本低,二者各有优缺点;对于家具行业来说,板材表面的可加工性是十分重要的,这决定着家具的外观是否受到加工限制,因此,往往会将密度板作为家具表面的板材,但是,完全使用密度板,其板材的强度会受到限制,导致家具易被损坏。
4、基于此,本发明提出了一种将密度板与刨花板相结合的方式来加工一种复合板。
技术实现思路
1、本发明的目的在于提供一种复合板及其加工工艺,解决以下技术问题:
2、如何提高复合板的强度性能。
3、本发明的目的可以通过以下技术方案实现:
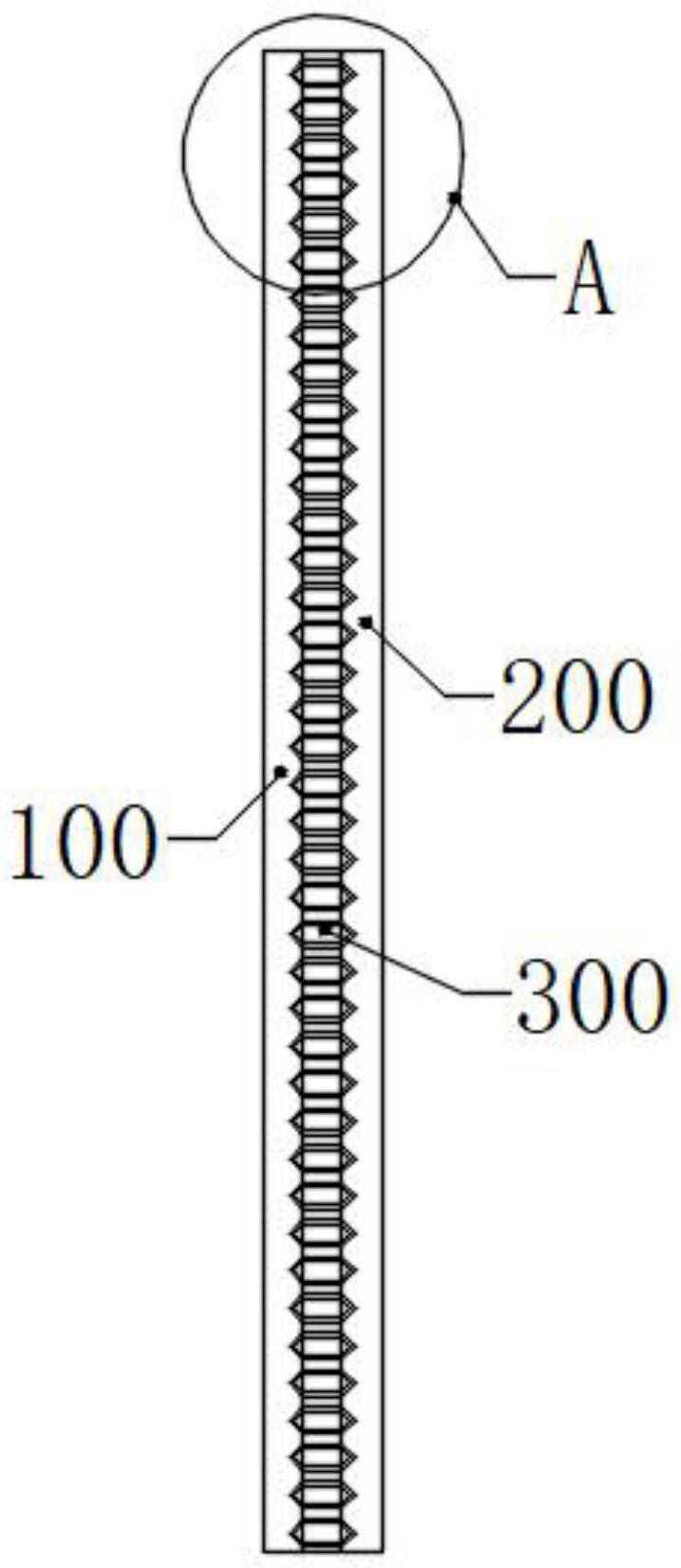
4、一种复合板,包括外密度板和内密度板,外密度板与内密度板之间夹设一层刨花板,刨花板的两侧均通过胶水与外密度板和内密度板连接。
5、在本发明更进一步的方案中:外密度板的内层开设有密布的通道一,内密度板的内层开设有密布的。
6、在本发明更进一步的方案中:一个通道一在外密度板的内层表面上有两个进口,两个进口分别向外密度板内部延伸并连通为一体形成。
7、在本发明更进一步的方案中:一个通道二在内密度板的内层表面上有两个进口,两个进口分别向内密度板内部延伸并连通为一体形成。
8、在本发明更进一步的方案中:刨花板上开设有通道三,通道三穿过刨花板的两侧。
9、在本发明更进一步的方案中:通道三位于刨花板两侧的端口分别与通道一的一个进口和通道二的一个进口对应,通道一、通道二与通道三形成一个闭环径道,胶水贯穿于该闭环径道。
10、在本发明更进一步的方案中:所述外密度板、内密度板以及刨花板均为竹质板材。
11、在本发明更进一步的方案中:所述外密度板的厚度为3-4mm,内密度板的厚度为2-3mm,刨花板的密度为1-2mm。
12、在本发明更进一步的方案中:通道一、通道二与通道三均通过机械加工得到。
13、一种如上所述的复合板加工工艺,包括以下步骤:
14、s1:在外密度板和内密度板的内层均涂抹一层胶水,在刨花板的两层均涂抹一层胶水,随后将外密度板、刨花板和内密度板按照顺序贴合在一起,形成复合板雏形;
15、s2:将复合板雏形放置于真空箱中,将真空箱密封后抽负压至-(0.5-0.6)mpa,保压5-8min后,向真空箱中送入压缩空气至压力为0,保压5-8min后继续抽负压至(0.5-0.6)mpa,保压10-12min。
16、s3:保压10-12min后,即形成复合板,将复合板从真空箱中取出,打磨边缘处的残胶,即得复合板合格品。
17、在本发明更进一步的方案中:在步骤s2中,真空箱内部的压力设定通过程序控制。
18、本发明的有益效果:
19、(1)本发明的复合板,通过将密度板与刨花板结合,形成内外两层密度板夹住中间一层刨花板的三层式复合结构,密度板与刨花板之间通过胶水粘接,密度板上的通道与刨花板上的通道形成一个闭环径道,胶水贯穿于该闭环径道形成一个锁定结构,从而将三层架构连接的更加紧密,有利于提高复合板的强度;
20、(2)在对符合板的加工过程中,通过真空负压将复合板压实,第一次抽负压可以对三层板进行初步压实,可以将胶水在粘合时产生的大部分气泡压破,中间回压可以使胶水中难以压破的气泡回弹至更大状态,最后再进行抽负压,可以将回弹至更大状态的气泡一次性压迫,从而使得胶水压实后的密度更大,气泡量大大降低,使得复合板的连接效果更强,进而可以提高复合板的强度性能。
技术特征:
1.一种复合板,其特征在于,包括外密度板(100)和内密度板(200),外密度板(100)与内密度板(200)之间夹设一层刨花板(300),刨花板的两侧均通过胶水与外密度板(100)和内密度板(200)连接。
2.根据权利要求1所述的复合板,其特征在于,外密度板(100)的内层开设有密布的通道一(101),内密度板(200)的内层开设有密布的(201)。
3.根据权利要求2所述的复合板,其特征在于,一个通道一(101)在外密度板(100)的内层表面上有两个进口,两个进口分别向外密度板(100)内部延伸并连通为一体形成(101)。
4.根据权利要求3所述的复合板,其特征在于,一个通道二(201)在内密度板(200)的内层表面上有两个进口,两个进口分别向内密度板(200)内部延伸并连通为一体形成(201)。
5.根据权利要求4所述的复合板,其特征在于,刨花板(300)上开设有通道三(301),通道三(301)穿过刨花板(300)的两侧。
6.根据权利要求5所述的复合板,其特征在于,通道三(301)位于刨花板(300)两侧的端口分别与通道一(101)的一个进口和通道二(201)的一个进口对应,通道一(101)、通道二(201)与通道三(301)形成一个闭环径道,胶水贯穿于该闭环径道。
7.根据权利要求1所述的复合板,其特征在于,所述外密度板(100)、内密度板(200)以及刨花板(300)均为竹质板材。
8.根据权利要求1所述的复合板,其特征在于,所述外密度板(100)的厚度为3-4mm,内密度板(200)的厚度为2-3mm,刨花板(300)的密度为1-2mm。
9.一种基于权利要求1-8任一所述的复合板加工工艺,其特征在于,包括以下步骤:
10.根据权利要求9所述的复合板加工工艺,其特征在于,在步骤s2中,真空箱内部的压力设定通过程序控制。
技术总结
本发明公开了一种复合板及其加工工艺,涉及复合板技术领域,该复合板包括外密度板和内密度板,外密度板与内密度板之间夹设一层刨花板,刨花板的两侧均通过胶水与外密度板和内密度板连接;外密度板的内层开设有密布的通道一,内密度板的内层开设有密布的;一个通道一在外密度板的内层表面上有两个进口,两个进口分别向外密度板内部延伸并连通为一体形成;一个通道二在内密度板的内层表面上有两个进口,两个进口分别向内密度板内部延伸并连通为一体形成;刨花板上开设有通道三,通道一、通道二与通道三形成一个闭环径道,胶水贯穿于该闭环径道形成一个锁定结构,从而将三层架构连接的更加紧密,有利于提高复合板的强度。
技术研发人员:王丹,张巧娜,葛惠琴,夏莹莹,王文祥,左荣荣,桂瑞华,邵宁,何彬,刘梦庆
受保护的技术使用者:志邦家居股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!