自锁紧六角柄沉孔钻的制作方法
本技术涉及沉孔生产制造切削加工刀具,具体为自锁紧六角柄沉孔钻。
背景技术:
1、新房装修必不可少的是家具,各种衣柜、橱柜、电视柜、床等都是由木板拼接而成,拼接这些木板需要连接工具,其中最简单、最快捷当属自攻螺钉;自攻螺钉需要预先在木板上加工沉孔才能保证快速安装,也可以达到美观的效果;沉孔钻作为自攻螺钉沉孔加工的重要刀具,在家装行业有广泛的应用。
2、沉孔钻是一种加工沉孔的刀具,但现有的沉孔钻存在设计单一、不能快速调节、并且还会容易出现磨损现象,时间一久就会导致沉孔钻的使用寿命得不到保障。
3、因此,需要对自锁紧六角柄沉孔钻进行设计改造,有效的防止其设计单一、不能快速调节、并且还会容易出现磨损的现象。
技术实现思路
1、为解决上述背景技术中提出的问题,本实用新型的目的在于提供自锁紧六角柄沉孔钻,具备可以快速调节、持久耐用和加工稳定的优点,解决了设计单一、不能快速调节、并且还会容易出现磨损的问题。
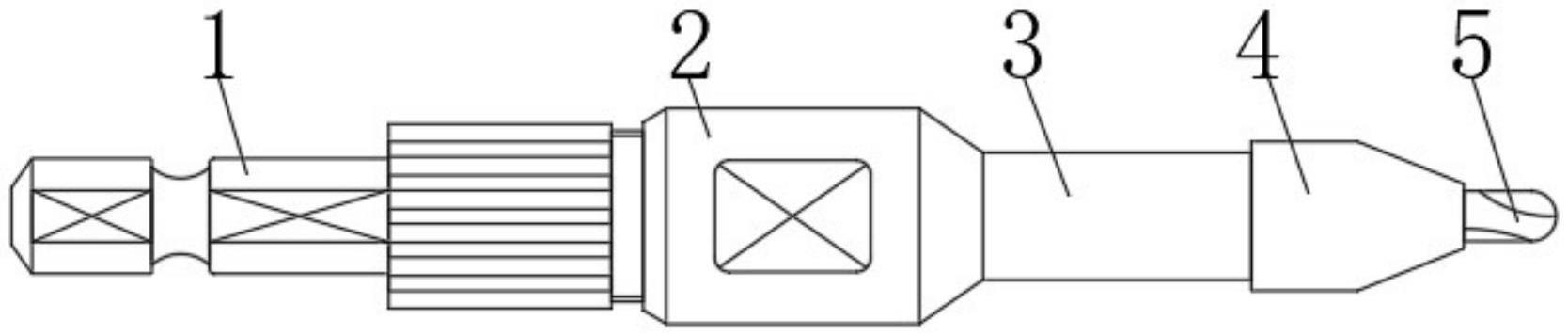
2、为实现上述目的,本实用新型提供如下技术方案:自锁紧六角柄沉孔钻,包括刀柄,所述刀柄的右侧设置有自锁紧组件,所述自锁紧组件的右侧设置有刀体,所述刀体的右侧固定连接有切削刀片,所述切削刀片的右侧设置有中心钻。
3、作为本实用新型优选的,所述自锁紧组件由中心钻夹头、内螺纹、锁紧锥孔、直纹滚花和外螺纹组成,所述中心钻夹头套设在中心钻的表面,所述内螺纹开设在自锁紧组件内腔的左侧,所述锁紧锥孔开设在内螺纹的右侧,所述直纹滚花设置在自锁紧组件表面的左侧,所述外螺纹设置在锁紧锥孔的右侧,所述外螺纹通过机械力旋进内螺纹的内部,所述中心钻夹头的左侧贯穿至锁紧锥孔的内部。
4、作为本实用新型优选的,所述中心钻的表面开设有排屑槽,所述排屑槽配合中心钻使用。
5、作为本实用新型优选的,所述切削刀片采用超细颗粒硬质合金,且通过高频焊接在刀体的右侧。
6、作为本实用新型优选的,所述中心钻的材质为高速钢麻花钻,且便于更换。
7、作为本实用新型优选的,所述刀柄的形状为六角形,可满足不同类型电动工具使用。
8、与现有技术相比,本实用新型的有益效果如下:
9、1、本实用新型自锁紧六角柄沉孔钻改变了传统设计单一,不能快速调节,且容易磨损的现象,采用了多种高强度结构配合使用,设计就并不单一,也可以快速调节,并且也不会出现磨损现象,更不会影响沉孔钻的使用寿命。
10、2、本实用新型通过中心钻夹头、内螺纹、锁紧锥孔、直纹滚花和外螺纹的设置,能够使自锁紧组件的自锁能力更强,加大了整体的使用效果。
技术特征:
1.自锁紧六角柄沉孔钻,包括刀柄(1),其特征在于:所述刀柄(1)的右侧设置有自锁紧组件(2),所述自锁紧组件(2)的右侧设置有刀体(3),所述刀体(3)的右侧固定连接有切削刀片(4),所述切削刀片(4)的右侧设置有中心钻(5)。
2.根据权利要求1所述的自锁紧六角柄沉孔钻,其特征在于:所述自锁紧组件(2)由中心钻夹头(6)、内螺纹(7)、锁紧锥孔(8)、直纹滚花(9)和外螺纹(10)组成,所述中心钻夹头(6)套设在中心钻(5)的表面,所述内螺纹(7)开设在自锁紧组件(2)内腔的左侧,所述锁紧锥孔(8)开设在内螺纹(7)的右侧,所述直纹滚花(9)设置在自锁紧组件(2)表面的左侧,所述外螺纹(10)设置在锁紧锥孔(8)的右侧,所述外螺纹(10)通过机械力旋进内螺纹(7)的内部,所述中心钻夹头(6)的左侧贯穿至锁紧锥孔(8)的内部。
3.根据权利要求1所述的自锁紧六角柄沉孔钻,其特征在于:所述中心钻(5)的表面开设有排屑槽(11),所述排屑槽(11)配合中心钻(5)使用。
4.根据权利要求1所述的自锁紧六角柄沉孔钻,其特征在于:所述切削刀片(4)采用超细颗粒硬质合金,且通过高频焊接在刀体(3)的右侧。
5.根据权利要求1所述的自锁紧六角柄沉孔钻,其特征在于:所述中心钻(5)的材质为高速钢麻花钻,且便于更换。
6.根据权利要求1所述的自锁紧六角柄沉孔钻,其特征在于:所述刀柄(1)的形状为六角形,可满足不同类型电动工具使用。
技术总结
本技术公开了自锁紧六角柄沉孔钻,包括刀柄,所述刀柄的右侧设置有自锁紧组件,所述自锁紧组件的右侧设置有刀体,所述刀体的右侧固定连接有切削刀片,所述切削刀片的右侧设置有中心钻,所述自锁紧组件由中心钻夹头、内螺纹、锁紧锥孔、直纹滚花和外螺纹组成,所述中心钻夹头套设在中心钻的表面,所述内螺纹开设在自锁紧组件内腔的左侧,所述锁紧锥孔开设在内螺纹的右侧,所述直纹滚花设置在自锁紧组件表面的左侧。本技术自锁紧六角柄沉孔钻改变了传统设计单一,不能快速调节,且容易磨损的现象,采用了多种高强度结构配合使用,设计就并不单一,也可以快速调节,并且也不会出现磨损现象,更不会影响沉孔钻的使用寿命。
技术研发人员:文志民,葛旭光,夏浩
受保护的技术使用者:浙江浪潮精密机械有限公司
技术研发日:20230417
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!